0US.Z
2 с флажками 3 и автооператор k с коромыслом и бесконтактными щелевыми датчиками 6. Автооператор установлен на верхней направляющей 7 опорными роликами 8 и базовыми роликами 9 и 10, а на нижней направляющей 11 - базовыми роликами 12. Все ролики выполнены с полиуретановыми шинами, размещенными между ребордами. Направляющие 7 и 11 снабжены ограничивающими уступами. Автооператор k перемещается вдоль линии по заданной программе по направляющим 7 на роликах 8, 9, Ю и 12. Распознавание позиции и точное позиционирование осуществляется с помощью датчиков 6, которые контактируют с флажками 3. При перемещении ненагруженного автооператора полиуретановые шины проминаются, реборды ступиц роликов 8, 9, Ю и 12 не достигают до дна уступа верхней и нижней направляющих, а флажки 3 проходят в нижнюю часть щели бесконтактных датчиков 6. При перемещении нагруженного автооператора Ь реборды ступиц роликов упираются в дно уступа, обеспечивая ограниченное проми- нание полиуретановых шин, при этом флажки 3 проходят в верхнюю часть щели бесконтактных датчиков. Такая конструкция линии позволяет увеличить нагрузочную способность автооператора, что повышает производителность линии. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия химико-гальванических покрытий | 1986 |
|
SU1399380A1 |
| Устройство для нанесения электролитических покрытий | 1983 |
|
SU1121325A2 |
| Автооператорная линия для жидкостной обработки изделий | 1984 |
|
SU1184874A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Подъемно-подающее устройство для загрузки автооператорной линии | 1986 |
|
SU1406099A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2065511C1 |
| Устройство для управления технологической линией | 1986 |
|
SU1381426A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |

Изобретение относится к нанесению покрытий электролитическим способом, в частности к оборудованию для нанесения покрытий. Целью изобретения является повышение производительности за счет увеличения нагрузочной способности линии. Автооператорная линия химико-гальванических покрытий содержит ряд ванн 1, каркас 2 с флажками 3 и автооператор 4 с коромыслом и бесконтактными щелевыми датчиками 6. Автооператор 4 установлен на верхней направляющей 7 опорными роликами 8 и базовыми роликами 9 и 10, а на нижней направляющей 11 - базовыми роликами 12. Все ролики выполнены с полиуретановыми шинами, размещенными между ребордами. Направляющие 7 и 10 снабжены ограничивающими уступами. Автооператор 4 перемещается вдоль линии по заданной программе по направляющим 7 на роликах 8, 9, 10 и 12. Распознавание позиции и точное позиционирование осуществляется с помощью датчиков 6, которые контактируют с флажками 3. При перемещении ненагруженного автооператора полиуретановые шины проминаются, реборды ступиц роликов 8, 9, 10 и 12 не достают до дна уступа верхней и нижней направляющих, а флажки 3 проходят в нижнюю часть щели бесконтактных датчиков 6. При перемещении нагруженного автооператора 4 реборды ступиц роликов упираются в дно уступа, обеспечивая ограниченное проминание полиуретановых шин, при этом флажки 3 проходят в верхнюю часть щели бесконтактных датчиков. Такая конструкция линии позволяет увеличить нагрузочную способность автооператора, что повышает производительность линии. 4 ил.
Изобретение относится к нанесению покрытий электролитическим способом, в частности к оборудованию для нане- сения электролитических покрытий.
Целью изобретения является повышение производительности за счет увеличения нагрузочной способности линии.
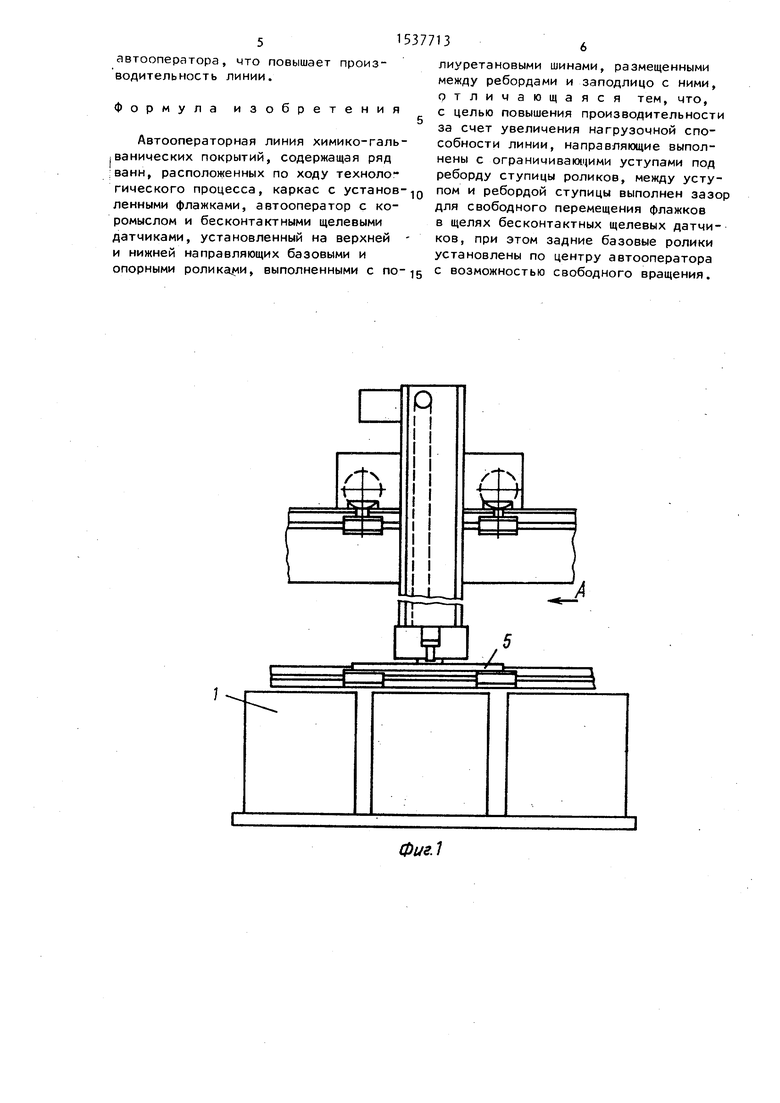
На фиг. 1 изображена автооператорная линия, общий вид; на фиг. 2 - ви А на фиг. 1; на фиг. 3 вид Ь на фиг. 2; на фиг. k - разрез В-В на Фиг. 3.
Автооператор г-л линия химико-гальванических покрытий Содержит ряд ванн , расположенных по ходу технологического процесса, каркас 2 с установленными на нем флажками 3, автооператор 4 с коромыслом 5 и бесконтактными щелевыми датчиками 6, установленный на верхней направляющей линии 7 опорными 8 и базовыми передними 9 и задними 10 роликами, а на нижней направляющей 11 - базовыми роликами 12. Ролики 8, 9, Ю и 12 выполнены с полиуретановыми шинами 13, размещенными между ребордами и 15, причем реборда 1 выполнена со ступицей 16. Направляющие линии 7 и 11 снабжены ограничивающими уступами под реборду 1k ступицы 16 роликов 8, 9, 10 и 12, зазор между которым и ребордой ступицы 16 1 мм для свободного перемещения флажков в щелях щелевых бесконтактных датчиков 6. Ширина полиуретановых шин 13 рассчитана должна быть так, чтобы
0
0
5
0
5
реборды ступицы 16 при нагруженном автооператоре Ц только ограничивали применение полиуретановых шин 13, а нагрузку несли сами полиуретановые шины 13. Задние базовые ролики 10 установлены по центру автооператора с возможностью их свободного вращения .
Линия работает следующим образом.
Автооператор k перемещается вдоль линии по заданной программе по нижней 7 и верхней 11 направляющих на роликах 8, 9, Ю и 12. При перемещении его распознавание позиции и точное позиционирование осуществляется с помощью щелевых бесконтактных датчиков 6, которые контактируют с флажками 3.
Когда перемещается ненагруженный автооператор 4, полиуретановые шины 13 проминаются, реборды ступиц 16 роликов 8, 9, Ю и 12 не достают дна уступа верхней и нижней направляющих 7 и 11, а флажки 3 проходят в нижнюю часть щели бесконтактных датчиков 6.
При перемещении нагруженного автооператора 4 реборды ступиц 16 роликов 8, 9, Ю и 12 упираются в дно уступа, обеспечивая ограниченное проминание полиуретановых шин 13, при этом флажки 3 проходят в верхнюю часть щели бесконтактных датчиков 6.
Такая конструкция линии позволяет увеличить нагрузочную способность
автооператора, что повышает производительность линии.
Формула изобретения
Автооператорная линия химико-галь- |ванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, каркас с установ ленными флажками, автооператор с коромыслом и бесконтактными щелевыми датчиками, установленный на верхней и нижней направляющих базовыми и опорными роликами, выполненными с по
лиуретановыми шинами, размещенными между ребордами и заподлицо с ними, отличающаяся тем, что, с целью повышения производительности за счет увеличения нагрузочной способности линии, направляющие выполнены с ограничивающими уступами под реборду ступицы роликов, между усту- Q пом и ребордой ступицы выполнен зазор для свободного перемещения флажков в щелях бесконтактных щелевых датчиков, при этом задние базовые ролики установлены по центру автооператора 15 с возможностью свободного вращения.
фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия химико-гальванических покрытий | 1986 |
|
SU1399380A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ( АВТООПЕРАТОРНАЯ ЛИНИЯ ХИМИКО- ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | |||
