со со со
00 00
о
Фиг,1
Изобретение относится к оборудованию для нанесения покрытий.
Цель изобретения - повышение надежности работы линии.
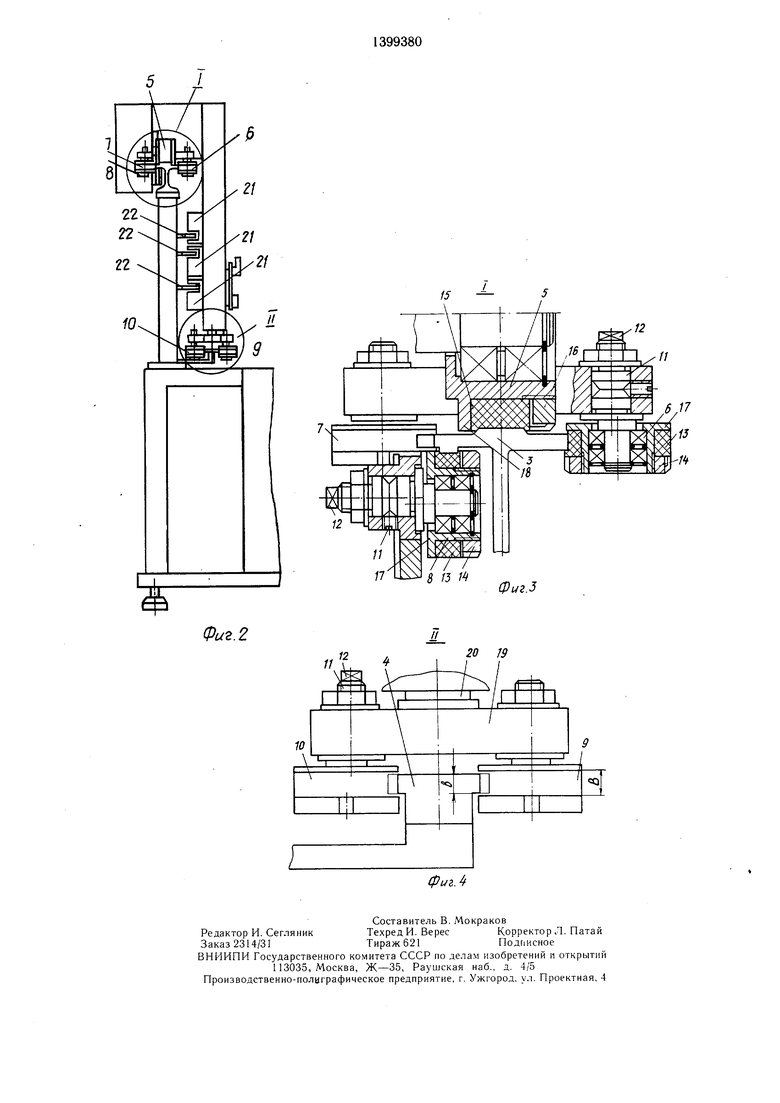
На фиг. 1 представлена часть автоматической линии, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - узел II на фиг. 2.
Автоматическая линия химико-гальванических покрытий содержит ряд ванн, расмостью в В. Минимальная величина в определяется оптимальной площадью контакта направляющей с. щиной, исходя из усилий, создаваемых роликами автооператора на направляющие.
Автоматическая линия работает следующим образом.
Автооператор 2 перемещается вдоль линии по заданной программе по нижней направляющей 4 на роликах 9 и 10, усположенных по ходу технологического про- 10 тановленных щарнирно на коромысло 19 и по цесса 1, автооператор 2, установленный верхней направляющей 3 на роликах 6-8. на верхней и нижней направляющих 3 и 4При перемещении автооператора вдоль
на опорных роликах 5, базовых роликах 6 и 7 и запирающих роликах 8 и роликах 9 и 10. Ролики 5-8 охватывают верхнюю направляющую, а ролики 9 и 10 - нижнюю. Запирающие ролики б, 8, 10 установлены на эксцентриковых осях 11, имеющих квадрат 12. Ролики 6-10 снабжены щина.ми 13 из полиуретана, стянутыми гай-Установка запирающих роликов на наками 14. Ролики 5 опорные также снаб- 20 правляющих автооператора позволяет повы- жены щинами из полиуретана 15 и стя- сить надежность работы автоматических
линии распознавания позиции и точное позиционирование осуществляется с помощью датчиков 21, которые контактируют с флажками 22. Безлюфтовая установка автооператора 2 обеспечивает надежный контакт датчиков 21 с флажками 22.
нуты гайками 16. Шины 13 и 15 отщли- I фованы заподлицо с ребордами 17 и 18 и гайками 14 и 16. Коромысло 19 с роликами 9 и 10 установлено щарнирно на оси 20, жестко закрепленной в автооператоре, на котором установлены датчики 21, определяющие код позиции и точность позиционирования, которые контактируют с I флажками 22, установленными на каркасе I линии.
j Ролики 6-8 в процессе монтажа и регу лировки линии с помощью квадратов 12
I вводят в контакт с направляющими 3 и 4,
обеспечивая натяг в местах контакта.
Необходимый натяг роликов 6-8 и безлюфтовая установка автооператора обеспе|чивается при выполнении зависимости в ;В,
где в - щирина направляющих; В - щирина
полиуретановых щин. Для компенсирования
неточности изготовления и сборки линии
выбирают щирину направляющих и щирину
25
30
35
линий, работающих с управлением от микропроцессоров.
Формула изобретения
Автоматическая линия химико-гальванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, и автооператор с коромыслом и роликами, установленный на нижней и верхней направляющих линии посредством опорного и базовых роликов, ролики верхней направляющей выполнены с щинами, размещенными между ребордами, отличающаяся тем, что, с целью повыщения надежности работы линии, она снабжена запирающими роликами, установленными эксцентрично со стороны ванны линии, при этом ролики выполнены с ребордами и расположенными между ними заподлицо щинами из полиуретана, а коромысло с роликаполиуретановых щин, связанных зависи- 40 ми установлено на автооператоре щарнирно.
мостью в В. Минимальная величина в определяется оптимальной площадью контакта направляющей с. щиной, исходя из усилий, создаваемых роликами автооператора на направляющие.
Автоматическая линия работает следующим образом.
Автооператор 2 перемещается вдоль линии по заданной программе по нижней направляющей 4 на роликах 9 и 10, установленных щарнирно на коромысло 19 и по верхней направляющей 3 на роликах 6-8. При перемещении автооператора вдоль
Установка запирающих роликов на налинии распознавания позиции и точное позиционирование осуществляется с помощью датчиков 21, которые контактируют с флажками 22. Безлюфтовая установка автооператора 2 обеспечивает надежный контакт датчиков 21 с флажками 22.
линий, работающих с управлением от микропроцессоров.
Формула изобретения
Автоматическая линия химико-гальванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, и автооператор с коромыслом и роликами, установленный на нижней и верхней направляющих линии посредством опорного и базовых роликов, ролики верхней направляющей выполнены с щинами, размещенными между ребордами, отличающаяся тем, что, с целью повыщения надежности работы линии, она снабжена запирающими роликами, установленными эксцентрично со стороны ванны линии, при этом ролики выполнены с ребордами и расположенными между ними заподлицо щинами из полиуретана, а коромысло с роликаЮ
12
6,7
8 /5 /-
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператорная линия химико-гальванических покрытий | 1987 |
|
SU1537713A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1986 |
|
SU1315530A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Автоматическая линия для гальванической обработки длинномерных деталей | 1988 |
|
SU1636483A1 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
Изобретение относится к технике нанесения гальванических покрытий, в частности к оборудованию для нанесения покры- тий. Цель изобретения - повышение надежности работы автоматической линии. Автоматическая линия для нанесения химико-гальванических покрытий содержит ряд ванн 1, расположенных по ходу технологического процесса, автооператор 2, установленный на верхней 3 и нижней 4 направляющих при помощи опорных 5, базовых 6 и запирающих роликов. Запирающие ролики установлены эксцентрично. Все ролики снабжены шипами из полиуретана и стянуты гайками. Коромысло с роликами 9 установлено шарнирно на оси, закрепленной на автооператоре 2. При перемещении автооператора вдоль линии распознавания позиции и точное позиционирование осуществляется при помощи датчиков, контактирующих с флажками. Безлюфтовая установка автооператора 2 обеспечивает надежный контакт датчиков с флажками. Конструкция установки автооператора на направляющих при помощи системы роликов обеспечила надежную работу автоматической линии, работающей с управлением от микропроцессоров. 4 ил. сл с
Фи2.2
20 19
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
