(54) УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Автомат для нанесения гальванических покрытий | 1975 |
|
SU534527A1 |
| Линия для гальванопокрытий | 1981 |
|
SU1032048A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператорная гальваническая линия | 1984 |
|
SU1206350A1 |
| Автоматическая линия для гальванохимической обработки | 1987 |
|
SU1611997A1 |
| Автооператор для гальванохимических линий | 1985 |
|
SU1330057A1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Автооператорная гальваническая линия | 1988 |
|
SU1516515A1 |
1
Изобретение относится к гальванической обработке металлов.
Известна автооператорная гальваническая линия, содержащая технологические ванны с- опороловителями, ав.то- оператор с захватами и механизмом горизонтального перемещения, токоведуише штайги с токоподЕ одяшими штырями подвески, механизм вертикального перемещения подвесок с ловителями штангГ).,.
Известен автомат для нанесения гальванических покрытий, содержащий источник питания, электролитические ванны с токоподводами и электродами, автооператор с закрепленными на нем токосъем- ,, НИКОМ, токоподводяшую штангу и контактные устройства, выполненные в виде шин, установленных на каждой ванне и соединенных с токоподводами f 2 .
Недостатком прототипа является ра- 20 диальное .размещение составных час- . тей контактного устройства на ванне н автооператоре. Токосъемник, расположенный на автооператоре, перемешаясь вместе с ним, подвергается воздействию агрессивных -паров по очереди всех растворов линии, что при незащищенности контактных поверхностей приводит к их окислению, увеличению переходного сопротивления, значительным потерям тока и в конечном счете ухудшению качества покрытия.
..Цель изобретения - повышение качества покрытия и надежности работы.
Указанная цель достигается тем, что в установке для гальванической обработки деталей, содержащей ванну, автооператор, механизм подъема и опускания подвесок, выполненный в виде пневмошшин- дров с захватами, и контактное устрой -.ство, контактное устройство выполнено в виде полой токоподводяшей стойки и установленного в ее полости с возмОж: ностыо возвратно-поступательного движения коромысла, верхнее плечо которого связанс) с захватом, а нижнее - с выполненным в вцце двух подпружиненных иэнутри полусфер контактом, установленным внутри токоподводшцей стойки.
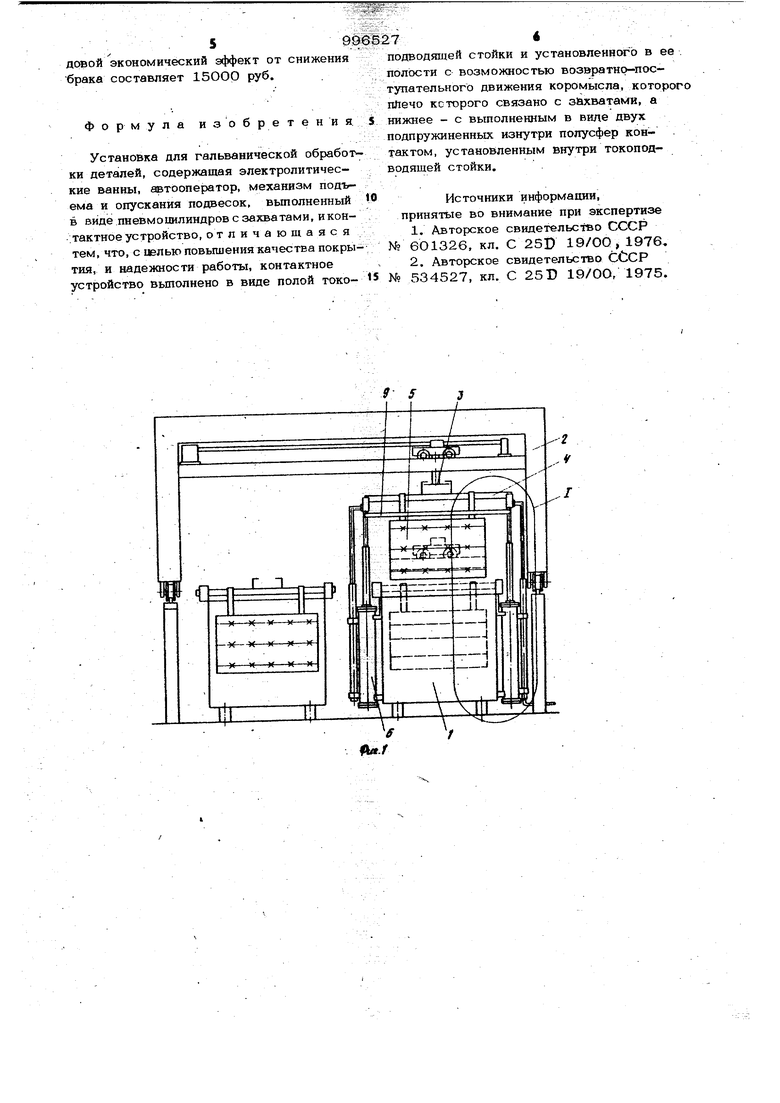
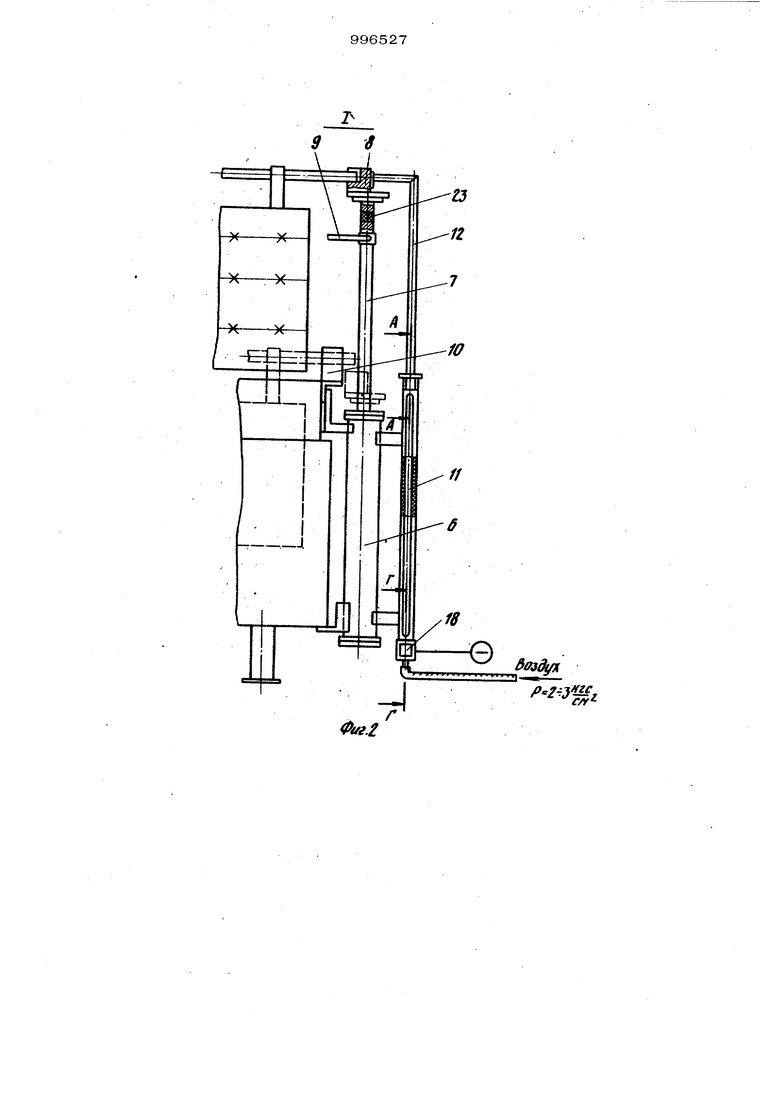
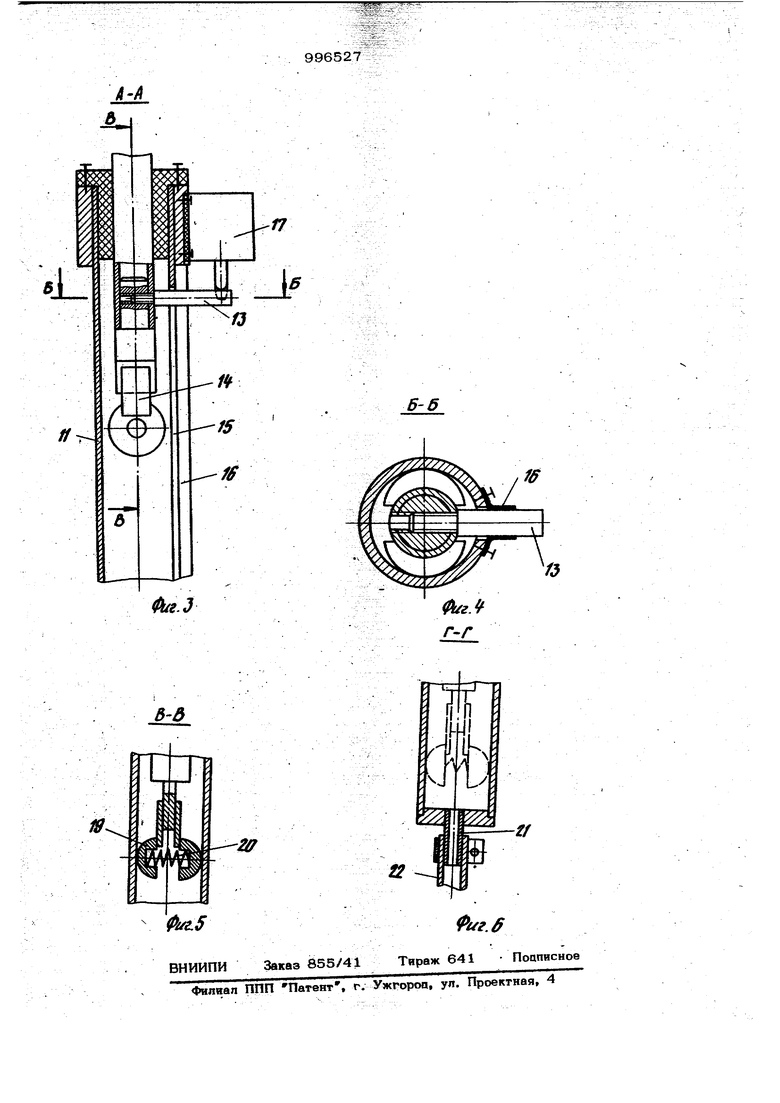
На фиг. 1 представлена установка, общий вид; на фиг. 2 - узеп Т на фиг. 1 fмеханизм подъема и опускания подвесок и контактное устройств на фиг. 3 разрез А-А на фиг. 2 (токоподводящая стойка); на фиг. 4 - разрез Б-Б на фиг. 3 (контакт); на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - сечение на фиг. 2.
Установка для гальванической обработки деталей содержит электролитические ванны 1, автооператор 2 с грузозахватами 3, токоподводящие 4 с подвесками 5, механизм опускания и подъема шуанг, установленный на корпус ванны 1 и выполненный в виде 2-х пневмоцилиндров 6 со штоками 7 и захватам 8,. при этом штоки 7 для синхронного подъема соединены стяжкой 9; опороловитеяи 10, расположенные на ванне 1; контактное устройство, закрепленное на пневмоцилиндре 6, и содержащее полую токоподводяшую стойку 11 и коромысло 12, одно плечо которого связано с захватами 8, а другое содержит рычаг 13 и контакт 14, при этом для прохода рычага 13 в токоподводящей стойке 11 предусмотрен паз J.5; уплотнительные элементы 16, верхний 17 и нижний 18 конечные выключатели.
Контакт 14 вьшолнен в виде двух полусфер 19, радиально подпружиненньгх изнутри пружиной 20 для, обеспечения надежного контакта с внутренней поверхностью токоподводящей стойки 11. Для предохранения контактных поверхностей от воздействия агрессивных паров электролита в нижней части токоподЭодяшей стойки предусмотрен штуцер 21, соединенный шлангом 22 с воздушной магистралью (не указана). Опороловители 10 соединены с источником питания, а захватъ 8 изолированы от штоков 7 прокладками 23,
Установка работает следуюпшм образом.
Автооператор 2 забирает с устройств для накопления и перегрузки деталей токоподводящую-штангу 4 с подвеской 5 и перемещает ее вдоль линии до электролитической 1, По команде с автооператора 2 включается механизм подъема и опуска{тя штанг. Штоки 7 с установленными на них захватами 8, находящиеся до начала работы & крайнем нижнем положении, начинают подъем до сцепления 3 1хватов 8 с токоподводящей
штангой 4. Захваты 8 снимают токоподводящую штангу 4 с грузозахватов 3 автооператора 2, и автоопервтор 2 уходи на следующую технологическую позицию. При подъеме штоков 7 с .помощью рычага 13 происходит замыкание верхнего конечного выключателя 17, ток от источника питания поступает на токоподводящую штангу 4 и передается на детали по следующей цепи: контакт 14, коромысло 12, захват 8, токоподводящая штанга 4, подвеска 5, детали 24.
Таким образом, как только токопод-водящая щтанга 4 с подвеской 5 передается на захваты 8, детали оказываются под ГОКОМ,и производится опускание подвески 5 с детали в ванну 1 с электролитом.
1 При опускании подвески 5 с деталями в момент соприкосновения деталей с электролитом происходит замыкание электрической цепи, через электролит начинает идти ток и происходит нанесение покрытия на детали.
Токоподводящая штанга 4 опускается вниз до установки ее в опороловители. 1О, расположенные на ванне 1 Штанга 4 остается на опороловителях 1О, а шток 7 с захватами 8 продолжают опускаться вниз до выхода захватов 8 из зацепления со штангой 4. При этом с помощью рычага 18 происходит замыкание нижнего конечного выключателя 18 и обесточивание токоподводящей стой- ки 11, а ток к деталям идет через опо роловители 1О ванны, токоподводящую штангу 4 и подвеску 5.
После окончания процесса нанесения покрытия подходит автооператор 2, грузозахваты 3 опускаются в крайнее нижнее положение, захватывают подвеску 5, поднимают ее из ванны 1, и автооператор 2 передает подвеску 5 на следующую технологическую позицию. При подъеме и опускании подвесок 5 в токоподводящую стойку 11 через штуцер 22 подается поД давлением кгс/см воздух, который препятствует проникновению через паз токоподводящей стойки паров электролита.. Применение данного изобретения позволяет обеспечить надежный контакт и свести к минимуму возможность окисления контактньк поверхностей, что, в свою очередь,. обеспечивает снижение брака при нанесении покрытия и повысить качество покрытия. При внедрении изобретения брак снижается в два раза. Годовой экономический эффект от снижения брака составляет 15OOQ руб.
Формула изобретения
Установка для гальванической обработки деталей, содержащая электролитические ванны, автооператор, механизм подъема и опускания подвесок, вьтолненный Б виде пневмоцилиндров с захватами, икон.тактное устройство, отличающаяся тем, что, с целью повьпиения качества покрытия, и надежности работы, контактное устройство вьшолнено в виде полой токоподводящей стойки и установленного в ее . полости с возможностью возвратно-поступательного движения коромысла, которог пйечо которого связано с з&хватами, а нижнее - с выполненным в виде двух подпружиненных изнутри полусфер кон- тактом, установленным внутри токоподврдящей стойки.
Источники информации, принятъю во внимание при экспертизе
№ 601326, кл. С 25D 19/00, 1976,
№ 534527, кл. С 25Г 19/ОО, 1975.
2 ,f
