эо
4;а
00
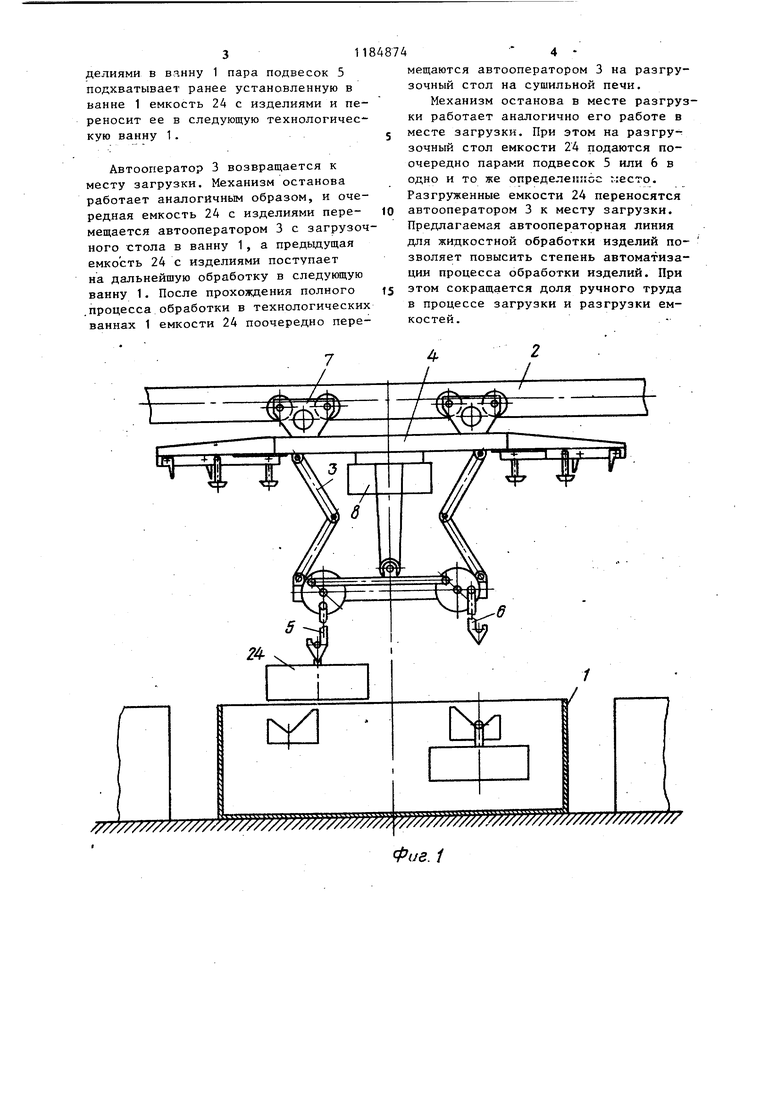
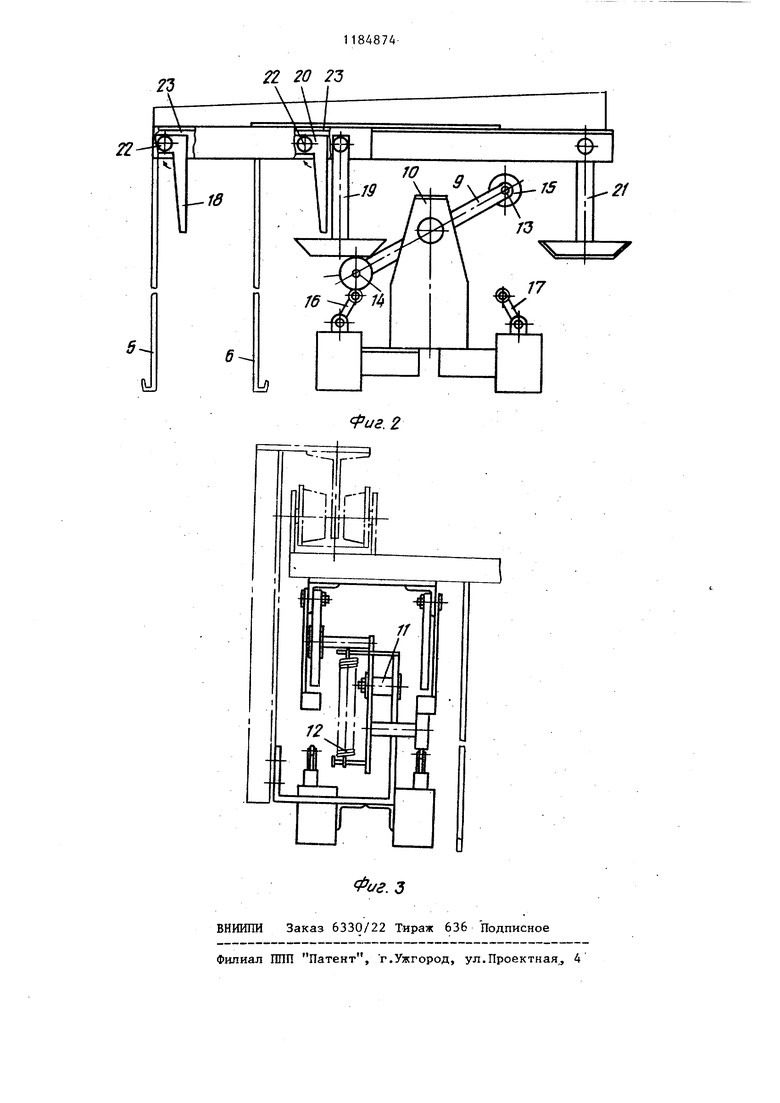
Изобретение относится к обработк изделий методом окунания, например химической обработки, нанесения защитных покрытий. Целью изобретения является повышение производительности. На фиг. 1 изображена автооперато ная линия для жидкостной обработки изделий, общий вид; на фиг. 2 - мех низм останова, общий вид; на фиг. 3то же, вид сбоку. Автооператорная линия содержит технологические ванкы 1, несущую направляющую 2, автооператор 3 с кареткой 4 и двумя парами подвесок 5 и 6. Автооператор снабжен механизмом и 8 горизонтального перемещения и вертикального перемещения соответст венно. Линия снабжена механизмом останова, состоящим из неподвижных и подвижных частей. Неподвижные части сим метрично расположены в начале ив. конце линии. Каждая неподвижная част механизма останова выполнена в виде рычага 9, жестко установленного на несущей направляющей 2 с помощью кронштейна 10. Рычаг 9 установлен на центральной оси 11 поворота. Положение рычага 9 фиксируется пружиной 12 На рычаге 9 диаметрально противоположно размещены на осях 13 ролики 14 и 15. Свободные концы осей 13 направ лены в разные стороны. На кронштейне 10 неподвижно установлены также концевые выключатели 16 и 17, каждый из которых размещен в одной плоскости с соответствующим ему роликом 14 или 15. Подвижные части механизма останова симметрично расположены на раме каретки 4. Каждая из них выполнена в виде двух управляющих механизмов. Один из управляющих механизмов coj:тоит из флажка 18 и лыжи 19.Второй механизм состоит из флажка 20 и лыжи 21. Флажки 18 и 20 установлены на раме каретки 4 с помощью осей 22 с возможностью поворота вокруг этих осей. Возврат в .исходное положение флажков 18 и 20 предусмотрен с помощью пружин 23. Лыжи 19 и 21 установлены на раме каретки 4 жестко. Флажки 18 и 20 размещены перед соответст вующими им лыжами 19 и 21 по ходу ка ретки. Каждый управляющий механизм расположен в одной плоскости .q соответствующим ему роликом 14 или 15 и концевьм выключателем 16 или 17, размещенным в неподвижной части механизма останова. В начале линии перед технологическими ваннами .установлен загрузочный стол (не изображен) для емкости 24. Линия заканчивается столом разгрузки (не показано), размещенным на сушильной печи (не показана). Автооператорная линия работает следующим образом. Включают механизм 7 горизонтального перемещения, каретка 4 автооператора 3 перемещается по несущей направляющей 2 и подходит к загрузочному столу. Подвижная часть механизма останова приближается к неподвижной, при этом флажок 18 одного из управляющих механизмов взаимодействует с роликом 14 и, отклоняясь, переводит ролик 14 рычага 9 в нижнее, а ролик 15 - в верхнее положение. Положение рычага 9 фиксируется пружиной 12. Автооператор 3 продолжает движение. Лыжа 19 через ролик 14 взаимодействует с-конечным выключателем 16, который отключает механизм 7 горизонтального перемещения. Пружина 23 возвращает флажок 18 в исходное положение. Автооператор 3 останавливается над загрузочным столом парой подвесок 5, которые подхватывают емкость 24. Затем включается механизм 7 Горизонтального пepeмeп eния. Емкость 24 перемещается вдоль линии и с помощью механизма 8 вертикального перемещения опускается в технологическую ванну. Автооператор 3 возвращается к месту загрузки. Флажок 20 второго управляющего механизма взаимодействует с роликом 15, находящимся в верхнем положении, и, отклоняясь, переводит его в.нижнее положение, одновременно переводя ролик 14 в верхнее положение. Последнее положение рычага 9 фикси руется пружиной 12. При дальнейшем движении автооператора 3 лыжа 21 через ролик 15 взаимодействует с конечным выключателем 17. Автооператор 3 останавливается над загрузочным столом парой подвесок 6. Подхватывается очередная емкость 24 с изделиями и при дальнейшей работе автооператора тоже переносится в технологическую ванну 1. Одновременно с установкой второй емкости 24 с из311делиями в ванну 1 пара подвесок 5 подхватывает ранее установленную в ванне 1 емкость 24 с изделиями и пе реносит ее в следующую технологическую ванну 1. Автооператор 3 возвращается к месту загрузки. Механизм останова работает аналогичным образом, и очередная емкость 24 с изделиями перемещается автооператором 3 с загрузоч ного стола в ванну 1, а предьщущая емкость 24 с изделиями поступает на дальнейшую обработку в следующую ванну 1. После прохождения полного процесса обработки в технологических ваннах 1 емкости 24 поочередно перемещаются автооператором 3 на разгрузочный стол на сушильной печи. Механизм останова в месте разгрузки работает аналогично его работе в месте загрузки. При этом на разгрузочный стол емкости 24 подаются поочередно парами подвесок 5 или 6 в одно и то же определеннее место. Разгруженные емкости 24 переносятся автооператором 3 к месту загрузки. Предлагаемая автооператорная линия для жидкостной обработки изделий позволяет повысить степень автоматизации процесса обработки изделий. При этом сокращается доля ручного труда в процессе загрузки и разгрузки емкостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператорная линия для жидкостной обработки изделий | 1983 |
|
SU1073343A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1142386A2 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |
| Автооператор для гальванических линий | 1981 |
|
SU947232A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2065511C1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
АВТООПЕРАТОРНАЯ ЛИНИЯ ДЛЯ ЖИДКОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ, содержащая ряд ванн, установленных по ходу технологического процесса, несущую направляющую, автооператор с кареткой и двумя парами кинематически связанных подвесок, отличающаяся тем, что, с целью повышения производительности, она снабжена симметрично расположёнными соответственно в начале и конце линии подпружиненными рычагами, каждый из которых выполнен с центральной осью и роликами, подпружиненными флажками, лыжами и конечными выключателями, при этом каждый рычаг жестко.установлен на несущей направляющей с возможностью взаимодействия через ролики с конечными выключателями, а подпружиненные флажки и .лыжи жестко устаноЬлены на каретке с возможно стью взаимодействия с соответствую(Л щими роликами.
Фаг. 1
| 1973 |
|
SU453449A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автооператорная линия для жидкостной обработки изделий | 1983 |
|
SU1073343A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
