Изобретение относится к металлургии и может быть использовано в машинах непрерывного литья заготовок горизонтального типа.
Целью изобретения является повышение стабильности процесса литья за счет предотвращения охлаждения металлопровода кристаллизатором и снижение эксплуатационных затрат.
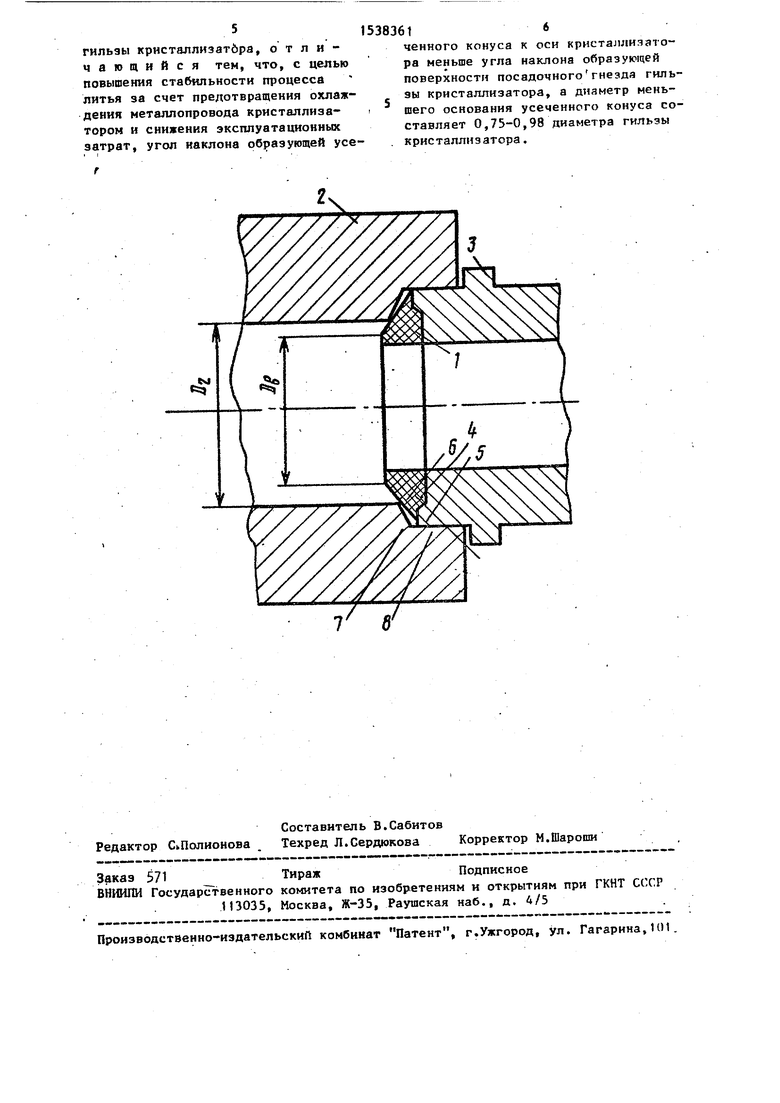
На чертеже показан предлагаемый узел, продольный разрез.
Узел соединения огнеупорного металлопровода с кристаллизатором для непрерывного литья металлов содержит соединительную вставку 1 из огнеупорного износостойкого материала, установленную в посадочное гнездо гильзы 2 кристаллизатора и имеющую форму усеченного конуса с большим основанием, закрепленным на торце металлопровода 3, а меньшим сопряженным с конической поверхностью посадочного гнезда гильзы 2 кристаллизатора, причем угол наклона к продольной оси кристаллизатора образующей конической поверхности вставки 1 меньше угла наклона образующей посадочного гнезда гильзы 2 кристаллизатора, а диаметр меньшего основания усеченного конуса вставки (1 составпяет 0,75-0,98 диаметра рабочей полости гильзы 2 кристаллизатора.
00
оо оэ
3
I
Вставка делается из тугоплавкого
огнеупора для того, чтобы составляющие вставки не реагировали с жидки металлом.
Угол наклона образующей усеченного конуса вставки 1 к оси кристаллизатора будет меньше угла наклона образующей конуса посадочного гнезда гильзы 2 кристаллизатора и обеспечивает плотную посадку вставки 1 в посадочном гнезде гильзы 2 кристалли- затора, уменьшение площади контакта Конусной вставки 1 и гильзы 2 и, следовательно, сокращение трудоемкости притирки вставки по посадочному гнезду гильзы и упрощение сборки узла, а также уменьшение охлаждающего воздействия кристаллизатора на металлопровод 3.
Исполнение вставки 1 диаметром меньшего основания усеченного конус меньше диаметра рабочей полости гилзы 2 оказывает положительное воздействие на качество поверхности заготовки.
При установке соединительной вставки 1 в посадочное гнездо гил зы 2 кристаллизатора она плотно сопрягается с посадочным гнездом гильзы 2 по окружности, а зазор запол- няетс я огнеупорной обмалкой с теплопроводностью ниже теплопроводности вставки I. Заполнение зазора огнеупорной обмазкой обеспечивает герметичность соединения и снижение теплоотдачи от вставки 1 к гильзе 2, Уменьшение теплоотдачи от вставки 1 к гильзе 2 обеспечивает снижение скорости крйстаплизации металла. В результате этого при затвердевании заготовки в кристаллизаторе идет интенсивный рост оболочки заготовки от боковой стенки гильзы 2, изготовленный из меди, и медленный рост корочки от торцовой стенки гильзы 2, выполненной с тугоплавкой вставкой При периодическом вытягивании заготовки из гильзы 2 корочка, образующаяся на торцовой стенке, отходит о нее и оплавляется новой порцией металла. При меньшей толщине корочки оплавление сильнее и качество спаев шагов улучшается. Снижение теплоотдачи от вставки 1 к гильзе 2 ведет к тому, что но внутреннему диаметру вставки 1 не оСфазуется корочка и металл в стакане находится дольше в жидком состоянии, продляется продол
0
5
0
5
0
5
0
5
0
5
жительность разливки и создается возможность вести разливку по методу плавка на плавку из ковшей большой емкости.
Как вариант вставка 1 может быть выполнена в виде двух усеченных конусов различных наружных диаметров, монолитно соединенных между собой своими нижними основаниями. Конус Ц меньшего диаметра соединен с коническим гнездом выступа 5, выполненным на торцовой поверхности метал- лопровода 3. Конус 6 большего диаметра установлен в конусное посадочное гнездо 7 гильзы 2 кристаллизатора. Металлопровод 3 выступом 5 установлен в цилиндрическую расточку 8 гильзы 2 кристаллизатора и поджимает вставку 1 конусом 6 к посадочному гнезду 7 гильзы 2 кристаллизатора. Огнеупорный металлопровод 3 изготовлен из шамотографита, а соединительная вставка нитрида бора, связанного двуокисью кремния.
При разливке металла происходит нагрев и расширение огнеупорного стакана металлопровода 3 и его торцовой выступ еще плотнее прижимает вставку 1 к конусному посадочному гнезду гильзы 2 кристаллизатора и надежнее исключает затекание металла между ними. Поскольку материал вставки 1 тугоплавкий, то она не смачивается и не реагирует с металлом при температурах разливки и прочностные характеристики в 6 i- 8 раз выше,чем обычного огнеупо- ра, то плотность посадки в гильзе 2 и, следовательно, стабильность процесса разливки обеспечивается в течение большего времени разливки. Хотя большая поверхность вставки 1 соприкасается с металлом, но кристаллизация его в зоне вставки исключается за счет малой площади ее контакта с кристаллизатором. v
Формула изобретения
Узел соединения металлопрсвода с кристаллизатором для непрерывного литья металлов, содержащий расположенную на торце металлопровода вставку из тугоплавкого огнеупора, имеющую форму усеченного-конуса,сопряженного своей боковой поверхностью с конусным посадочным гнездом
гильзы кристаллизатбра, отличающийся тем, что, с целью повышения стабильности процесса литья за счет предотвращения охлаждения металлопровода кристаллизатором и снижения эксплуатационных затрат, угол наклона образующей усе
1538361
ченного конуса к оси кристаллиэато- ра меньше угла наклона образующей поверхности посадочного гнезда гильзы кристаллизатора, а диаметр меньшего основания усеченного конуса составляет 0,75-0,98 диаметра гильзы . кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор | 1977 |
|
SU733853A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1988 |
|
SU1547173A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
SU1695580A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НАКЛОННОГО ТИПА | 1987 |
|
SU1457273A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1990 |
|
SU1788659A1 |
Изобретение относится к металлургии и может быть использовано в машинах непрерывного литья заготовок горизонтального типа. Целью изобретения является повышение стабильности1 процесса литья за счет предотвращения охлаждения металлопровода и снижение эксплуатационных затрат. Цель достигается тем, что на торце металлопровода 3 закреплена вставка 1, выполненная в виде усеченного конуса, сопряженного своей боковой поверхностью с конусным посадочным гнездом 7 гильзы 2 кристаллизатора. Угол наклона образующей боковой поверхности усеченного конуса к оси кристаллизатора меньше угла наклона образующей поверхности посадочного гнезда 7 гильзы 2, что обеспечивает контакт сопрягаемых поверхностей по линии. Диаметр меньшего основания усеченного конуса составляет 0,75-0,98 диаметра гильзы 2 кристаллизатора. 1 ил.
| Авторское свидетельство СССР № 845327, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
