Изобретение относится к обработке металлов давлением и касается технологии волочения проволоки из сплавов на основе алюминия, применяющих для изготовления воздушных проводов высоковольтных линий электропередач.
Цель изобретения - увеличение прочности и коррозионной стойкости.
Способ волочения проволоки состоит в том, что предварительно на заготовку наносят технологическую смазку на основе нефтяных углеводородов, масел или их смесей, в которой дополнительно содержится 0,5-85 мас.% сульфидов алкилзамещенных фенолов с содержанием серы 10-19 мас.% и длиной углеводородной цепи алкильных радикалов С4-Сз2- После нанесения смазки заготовку протягивают через ряд волок с уменьшающимся по ходу волочения диаметром канала и величин}, обжатия в выходной волоке устанавливают в пределе 0,8-1,2 величины среднего обжатия в предыдущих волоках.
Сульфиды алкилфенолов представляют собой твердые смолообразные продукты от коричневого до черного цвета с температурой размягчения 40-75°С, кислотным числом не более 1,5 мг КОН/г, кинематической вязкостью 100°С в пределах 80-300 мм /с. По химическому составу они являются сложной смесью моно- ди- и трисульфидов алкилфенолов.
Введение в смазку сульфидов алкилфенолов в количестве более 85% приводит к уменьшению смачиваемости поверхности катанки, особенно после обработки катанки в горячем мыльном растворе. При добавлении сульфидов менее 0,5 мас.% резко сниел
со оо
со
Јъ
Јь
жаются коррозионная стойкость проволоки и однородность распределения прочности по ее длине.
Применение смазок с присадками сульфидов алкилзамещенных фенолов, содержаалкилфенолов (САФ) в мазуте, гудроне и цилиндровом масле-52.
В табл. 2 представлены результаты испытаний алюминиевой проволоки в 3%-ном растворе хлористого натрия с кис10
ших менее 10 мас.% серы, приводит к рез- b лотностью среды рН 2-3 и 10-11. Продол- кому увеличению неоднородности механических свойств проволоки, вероятно, вследствие снижения смазочных свойств присадки (Отклонения прочности проволоки от средней величины увеличиваются с 1,2 до 5-8 МПа). При использовании присадки с содержанием серы более 19 мас.% резко увеличиваются температура размягчения и кинематическая вязкость продукта, что приводит к ухудшению его растворения в известных смазочных веществах. Кроме того, наблюдается наличие свободной (непрореагировавшей) серы. Это приводит к уменьшению коррозионной стойкости (коэффициент инги- бйрования уменьшается в 2-5 раз) и сни15
жительность испытаний составила 120 сут. За коэффициент ингибирования принято в одном случае отношение потери массы алюминиевой проволоки, не защищенной смазкой, к потере массы проволоки, содержащей смазку с сульфидами алкилфенолов (САФ), и с другой стороны - проволоки со смазкой, не содержащей САФ, к смазке, содержащей САФ. В качестве основы смазки использовались мазут, гудрон и цилиндровое масло-52.
Отслаивание от образцов проволоки смазок, не содержащих САФ, наблюдается через 8-10 сут после начала испытаний. Смазки, содержащие менее 0,5 мас.% САФ,
жению равномерности распределения проч-20 отслаиваются через 30-40 сут. Отслаиваноети по длине проволоки. Интервал коле-ния смазок, содержащих 0,5-85 мас.% баний отклонения прочности проволоки от средней увеличивается в 4-7 раз при увеличении содержания серы сверх па 1-7 мас.%
19
мас.%
САФ, не наблюдалось. На поверхности образцов, полученных со смазками, содержащими менее 0,5 мас.% САФ, образуются коррозионные язвы. Поверхность образцов,
При обжатии в выходной волоке болеесодержащих в смазке 0,5-85 мас.% САФ,
чем 1,2 от среднего обжатия в предыдущих во.юках проволока резко снижает свои прочностные свойства и не соответствует требованиям ГОСТа. При этом наблюдается высокая обрывность проволоки. При обжатии в выходной волоке менее 0,8 от среднего обжатия в предыдущих волоках неоднородность распределения прочности проволоки по
дефектов не имеет.
Формула изобретения
30
длине составляет порядка ± (4-7) МПа, при этом значительный объем проволоки (25%)
Способ многократного волочения проволоки из сплавов на основе алюминия на машинах магазинного типа без скольжения, включающий предварительное нанесение на заготовку технологической смазки на основе нефтяных углеводородов, масел или их
н соответствует требованиям ГОСТа по проч- 35 смесей, и последующее ее обжатие по диаН0СТИ.
Волочение катанки проводилось на машине магазинного типа ВМА-8/450 со скоростью 10 м/с. При этом использовались твердосплавные волоки типа «М. Среднее обжатие по маршруту составляло 27%.
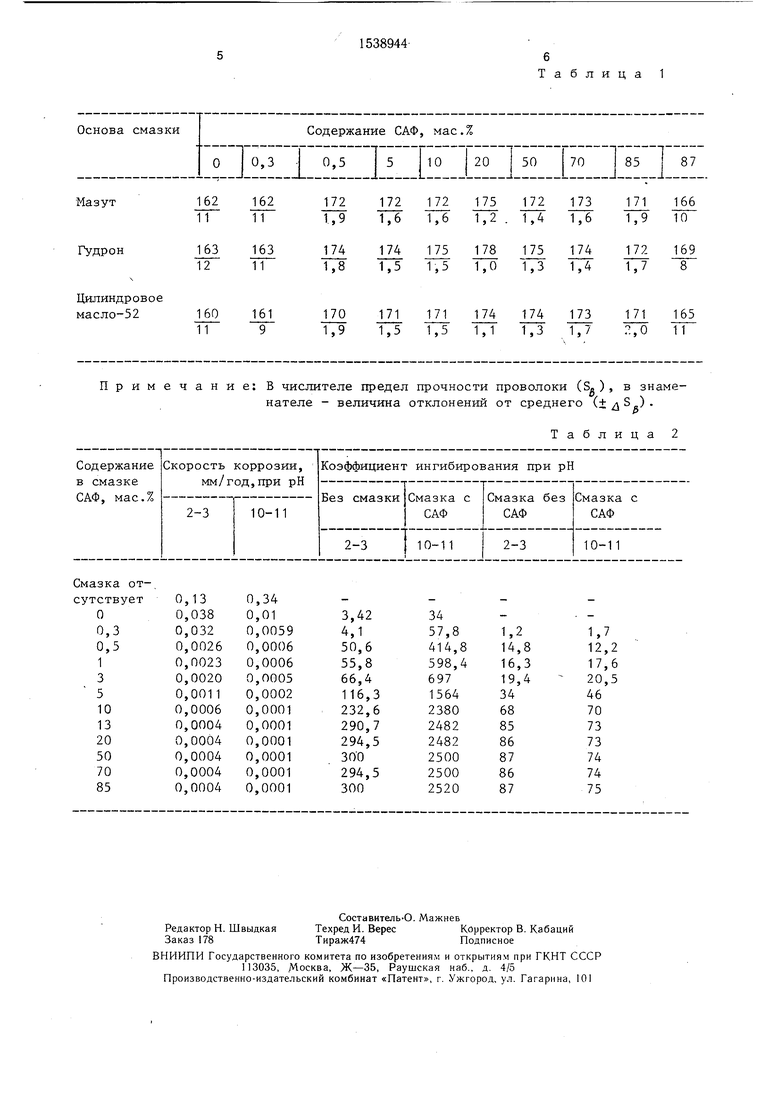
В габл. 1 представлены значения предела прочности алюминиевой проволоки и величины отклонений от среднего (МПа) в зависимости от содержания сульфидов
40
метру путем протягивания через волоки с последовательно уменьшающимся диаметром канала, отличающийся тем, что, с целью увеличения прочности и коррозионной стойкости проволоки, в смазку дополнительно вводят 0,5-85 мас.% сульфидов алкилзамещенных фенолов с содержанием серы 10-19 мас.% и длиной углеводородной цепи алкильных радикалов С4-Сз2, а величину обжатия в выходной волоке 4с устанавливают в пределах 0,8-1,2 величины среднего обжатия в предыдущих волоках.
алкилфенолов (САФ) в мазуте, гудроне и цилиндровом масле-52.
В табл. 2 представлены результаты испытаний алюминиевой проволоки в 3%-ном растворе хлористого натрия с кислотностью среды рН 2-3 и 10-11. Продол-
лотностью среды рН 2-3 и 10-11. Продол-
жительность испытаний составила 120 сут. За коэффициент ингибирования принято в одном случае отношение потери массы алюминиевой проволоки, не защищенной смазкой, к потере массы проволоки, содержащей смазку с сульфидами алкилфенолов (САФ), и с другой стороны - проволоки со смазкой, не содержащей САФ, к смазке, содержащей САФ. В качестве основы смазки использовались мазут, гудрон и цилиндровое масло-52.
Отслаивание от образцов проволоки смазок, не содержащих САФ, наблюдается через 8-10 сут после начала испытаний. Смазки, содержащие менее 0,5 мас.% САФ,
содержащих в смазке 0,5-85 ма
дефектов не имеет.
Формула изобретения
Способ многократного волочения проволоки из сплавов на основе алюминия на машинах магазинного типа без скольжения, включающий предварительное нанесение на заготовку технологической смазки на основе нефтяных углеводородов, масел или их
смесей, и последующее ее обжатие по диа
метру путем протягивания через волоки с последовательно уменьшающимся диаметром канала, отличающийся тем, что, с целью увеличения прочности и коррозионной стойкости проволоки, в смазку дополнительно вводят 0,5-85 мас.% сульфидов алкилзамещенных фенолов с содержанием серы 10-19 мас.% и длиной углеводородной цепи алкильных радикалов С4-Сз2, а величину обжатия в выходной волоке устанавливают в пределах 0,8-1,2 величины среднего обжатия в предыдущих волоках.
Примечание: В числителе предел прочности проволоки (S. ) , в знаменателе - величина отклонений от среднего ()
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
| Смазка для сухого волочения проволоки | 1990 |
|
SU1754772A1 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2001 |
|
RU2197560C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2000 |
|
RU2197559C2 |
| Способ многократного волочения стальной проволоки | 1983 |
|
SU1533800A1 |
| Технологическая смазка для обработкиМЕТАллОВ дАВлЕНиЕМ | 1979 |
|
SU840092A1 |
| Смазка для волочения проволоки | 1985 |
|
SU1355623A1 |
| Смазка для сухого волочения металлов | 1988 |
|
SU1625891A1 |
| АНТИКОРРОЗИОННАЯ СМАЗКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2351637C1 |
Изобретение относится к обработке металлов давлением и касается технологии волочения проволоки из сплавов на основе алюминия, применяемой для изготовления воздушных проводов высоковольтных линий электропередач. Цель изобретения - увеличение прочности и коррозионной стойкости проволоки. Способ многократного волочения проволоки из сплавов на основе алюминия состоит в том, что на заготовку предварительно наносят технологическую смазку на основе нефтяных углеводородов, масел и их смесей, в которой дополнительно содержится 0,5 - 0,85 мас.% сульфидов алкилзамещенных фенолов с содержанием серы 10 - 19 мас.% и длиной углеводородной цепи алкильных радикалов C4 - C32. После нанесения смазки заставку протягивают через волоки с уменьшающимся диаметром канала и величину обжатия в выходной волоке устанавливают в пределе 0,8 - 1,2 величины среднего обжатия в предыдущих волоках.
| Хаян Г | |||
| С | |||
| Волочение проволоки из цветных металлов и сплавов | |||
| М.: Металлургия, 1967, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
