Изобретение относится к обработке металлов давлением и может быть использовано для получения изделий типа стаканов методом закрытой прошивки.
Цель изобретения - повышение точности получаемых изделий и надежности в работе, а также экономия металла.
На фиг. 1 схематически показан предлагаемый пуансон, продольный разрз (слева от оси симметрии пуансон показан в момент начала проши&ки, справа - в процессе прошивки); на фиг. 2 - узел I на фиг. 1 (калибрующий поясок упруюго элемента).
Пуансон содержит цилиндрический корпус 1, внутри которого выполнена ступенчатая полость 2 с уступом 3. Внизу на торце выполнена коническая поверхность 4, большее основание которой направлено в сторону рабочего торца 5. На коническом торце цилиндрического корпуса 1 грибовидным стержнем 6 закреплена тарельчатая
пружина 7. Грибовидный стержень 6 крепится к цилиндрическому корпусу 1 гайкой 8 так, чтобы грибовидный стержень 6 мог перемещаться по оси корпуса относительно уступа 3 на величину h, равную величине сжатия тарельчатой пружины 7. Формующая головка 9 грибовидного стержня 6 имеет внутреннюю коническую поверхность 10, выполненную в виде конуса аналогично конической поверхности 4 цилиндрического корпуса 1, и рабочий торец 5, выполненный по форме дна получаемого изделия типа стакана. Из заготовки, помещенной в полость матрицы 11 с поджатой тарельчатой пружиной 7, наружная поверхность которой выполнена в виде калибрующего пояска 12, выступающего при работе за пределы наружного диаметра цилиндрического корпуса 1. пуансон выдавливает внутренний диаметр стакана со стенкой, удаляемого выталкивателем 13, который проходит через отверстие
сд со
00
со J |
матрицы 11. При этом скос 14 тарельчатой пружины 7 при поджатии торца 15 к формующей головке 9 предназначен препятствовать затечке металла.
Пуансон работает следующим образом. В полость нижней половины матрицы 11 помещается заготовка 16 и на нее подается пуансон, закрепленный в подвижной поперечине (не показана) деформирующего оборудования. В свободном состоянии перед прошивкой наружные диаметры цилиндрического корпуса 1, тарельчатой пружины 7 и деформирующей головки 9 грибовидного стержня 6 одинаковы.
При опускании пуансона рабочий торец 5 формующей головки 9 касается поверхности заготовки 16, со стороны заготовки на рабочий торец 5 начинает действовать реактивная сила и грибовидный стержень 6 уходит внутрь цилиндрического корпуса 1 на величину h, равную величине сжатия пружины, при этом он сдавливает тарельчатую пружину 7, в результате чего диаметр этой пружины увеличивается и становится больше диаметра цилиндрического корпуса 1, т. е. тарельчатая пружина 7 в сжатом состоянии образует калибрующий поясок. В таком состоянии при
изделия и поднимается за цилиндрическим корпусом 1, перемещая вверх и тарельчатую пружину 7. После этого изделие извлекается из матрицы выталкивателем 13. В верхнем положении пуансон готов для повторной опе- 5 рации прошивки.
Одинаковая конусность торца корпуса 1 и внутренней поверхности 10 формующей головки 9 обеспечивает при одинаковой толщине пружины 7 надежный контакт при де10 формации, что предотвращает затекание металла между указанными деталями. Наружный диаметр головки грибовидного стержня одинаков с наружным диаметром цилиндрического корпуса, что позволяет увеличить прочность тарельчатой пружины на изгиб.
15 Наружный диаметр тарельчатой пружины выполнен одинаковой с ними величины, чтобы обеспечить легкий съем изделия и стойкость тарельчатой пружины. Тарельчатая пружина, используемая в качестве калиб- наружный 20 рующего элемента, проще по конструкции и менее металлоемка чем калибрующий элемент в прототипе. Этим достигается экономия металла. Наружный диаметр тарельчатой пружины постоянен, так как ее осадка регламентирована, этим достигается точность
дальнейшем ходе пуансона осуществляется 25 внутреннего диаметра изготовленного изделия. Ввиду регламентированной осадки пружины достигается надежность ее в работе.
30
35
прошивка заготовки с образованием стенки 17 стакана 18 Чтобы избежать затекания металла в зазор между формующей головкой. 9 грибовидного стержня 6 и тарельчатой пружиной 7 на калибрующем пояске 12 тарельчатой пружины 7 выполнен скос, пересекающийся с его нижним торцом по диаметру d меньшему диаметра dz головки грибовидного стержня. Деформируемый металл, движущийся в направлении стрелки А, проскакивает уступ, образованный скосом 14, ввиду чего затекания металла не происходит Кроме того, скос 14 образует с поверхностью формующей головки 9 клиновую сужающуюся полость, препятствующую затеканию металла
При прошивке между цилиндрическими корпусом 1 и стенкой 17 стакана 8 обрадуется зазор 26, равный увеличению наружного диаметра тарельчатой пружины при сжатии После деформации цилиндрический корпус 1 пуансона подается вверх. При этом 45 расстояние между коническими поверхностями 4 и 10 увеличивается, тарельчатая пружина расправляется, ее диаметр становится меньше диаметра стакана 18. При дальнейшем подъеме цилиндрического корпуса 1 гайка 8 грибовидного стержня 6 упирается в уступ 3 и формующая головка 9 грибовидного стержня 6 отрывается от
Формула изобретения
Пуансон для получения полых изделий, содержащий цилиндрический корпус с вогнутым коническим торцом, центральной ступенчатой полостью и установленным в нем с с возможностью осевого перемещения грибовидным стержнем с выпуклой конической поверхностью, обращенной к цилиндрическому корпусу, а также размещенным между полостью стержня и корпусом упругим элементом в виде тарельчатой пружины, охватывающим грибовидный стержень, и имею- 40 щий деформирующий и калибрующий участки, отличающийся тем, что, с целью повышения точности получаемых изделий и надежности в работе, а также экономии металла, калибрующий участок образован боковой поверхностью упругого элемента, которая сопряжена с торцовой поверхностью упругого элемента со стороны головки грибовидного стержня кольцевым скосом, при этом диаметр сопряжения указанной торцовой поверхности с кольцевым скосом меньше диаметра головки грибовидного стержня, а наружные диаметры упругого элемента и головки грибовидного стержня равны диаметру цилиндрического корпуса.
50
Формула изобретения
0
5
5
Пуансон для получения полых изделий, содержащий цилиндрический корпус с вогнутым коническим торцом, центральной ступенчатой полостью и установленным в нем с с возможностью осевого перемещения грибовидным стержнем с выпуклой конической поверхностью, обращенной к цилиндрическому корпусу, а также размещенным между полостью стержня и корпусом упругим элементом в виде тарельчатой пружины, охватывающим грибовидный стержень, и имею- 0 щий деформирующий и калибрующий участки, отличающийся тем, что, с целью повышения точности получаемых изделий и надежности в работе, а также экономии металла, калибрующий участок образован боковой поверхностью упругого элемента, которая сопряжена с торцовой поверхностью упругого элемента со стороны головки грибовидного стержня кольцевым скосом, при этом диаметр сопряжения указанной торцовой поверхности с кольцевым скосом меньше диаметра головки грибовидного стержня, а наружные диаметры упругого элемента и головки грибовидного стержня равны диаметру цилиндрического корпуса.
0
15
18
фиг. 2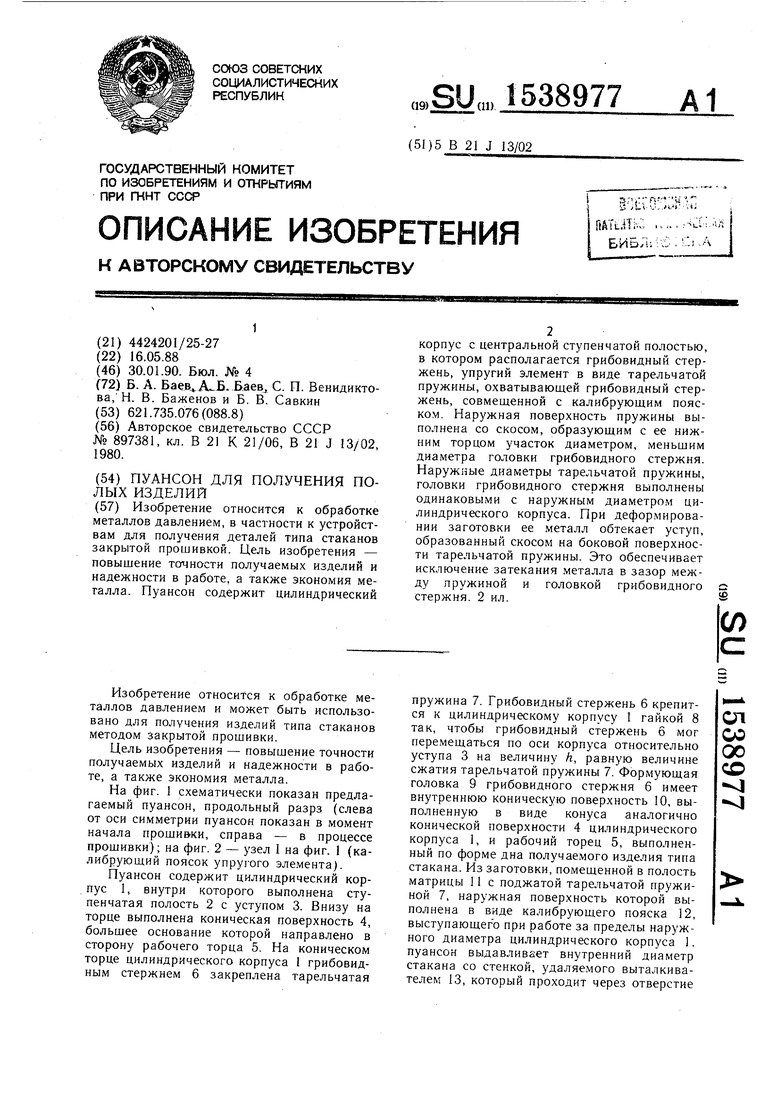

| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1988 |
|
SU1572726A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Способ изготовления стержневых изделий с полой головкой и примыкающим к ней многогранником и устройство для его осуществления | 1988 |
|
SU1609549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей типа стаканов закрытой прошивкой. Цель изобретения - повышение точности получаемых изделий и надежности в работе, а также экономия металла. Пуансон содержит цилиндрический корпус с центральной ступенчатой полостью, в котором располагается грибовидный стержень, упругий элемент в виде тарельчатой пружины, охватывающей грибовидный стержень, совмещенной с калибрующим пояском. Наружная поверхность пружины выполнена со скосом, образующим с ее нижним торцом участок диаметром, меньшим диаметра головки грибовидного стержня. Наружные диаметры тарельчатой пружины, головки грибовидного стержня выполнены одинаковыми с наружным диаметром цилиндрического корпуса. При деформировании заготовки ее металл обтекает уступ, образованный скосом на боковой поверхности тарельчатой пружины. Это обеспечивает исключение затекания металла в зазор между пружиной и головкой грибовидного стержня. 2 ил.
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
