Изобретение относится к обработке металлов давлением и может быть использовано при получении ступенчатых поковок из изношенных ступенчатых деталей осадкой.
Цель изобретения - повышение качества получаемых изделий за счет устранения зажимов при восстановлении изношенных ступенчатых деталей типа валов.
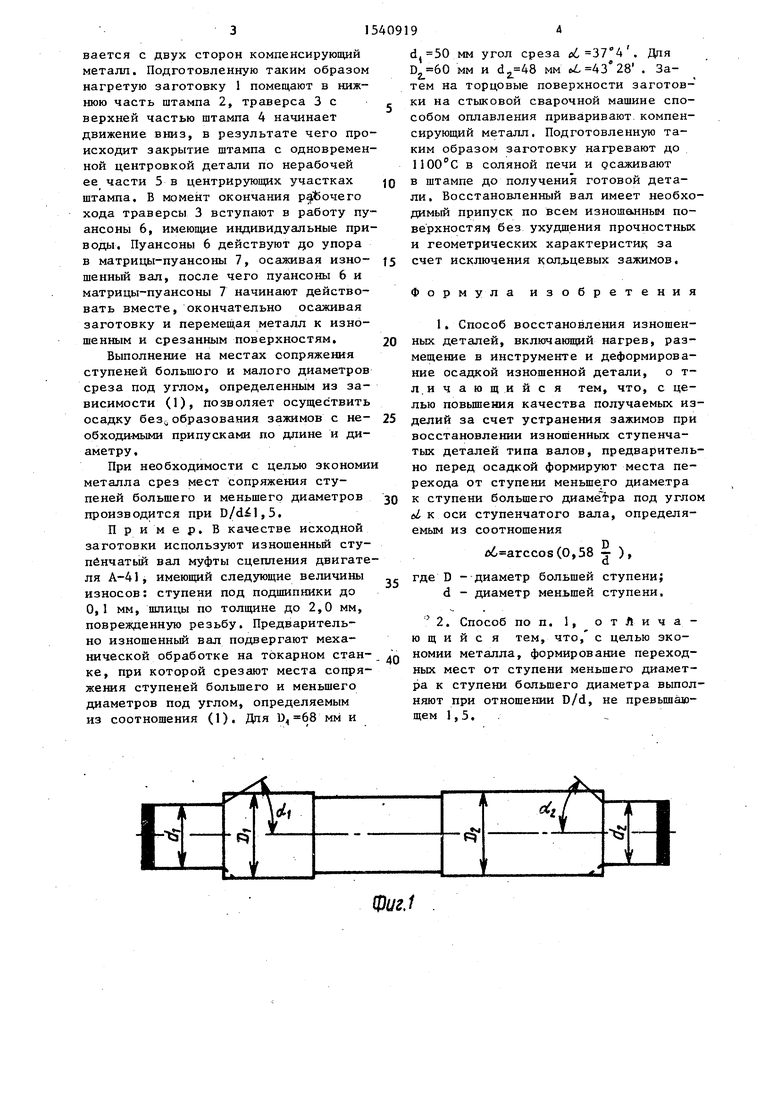
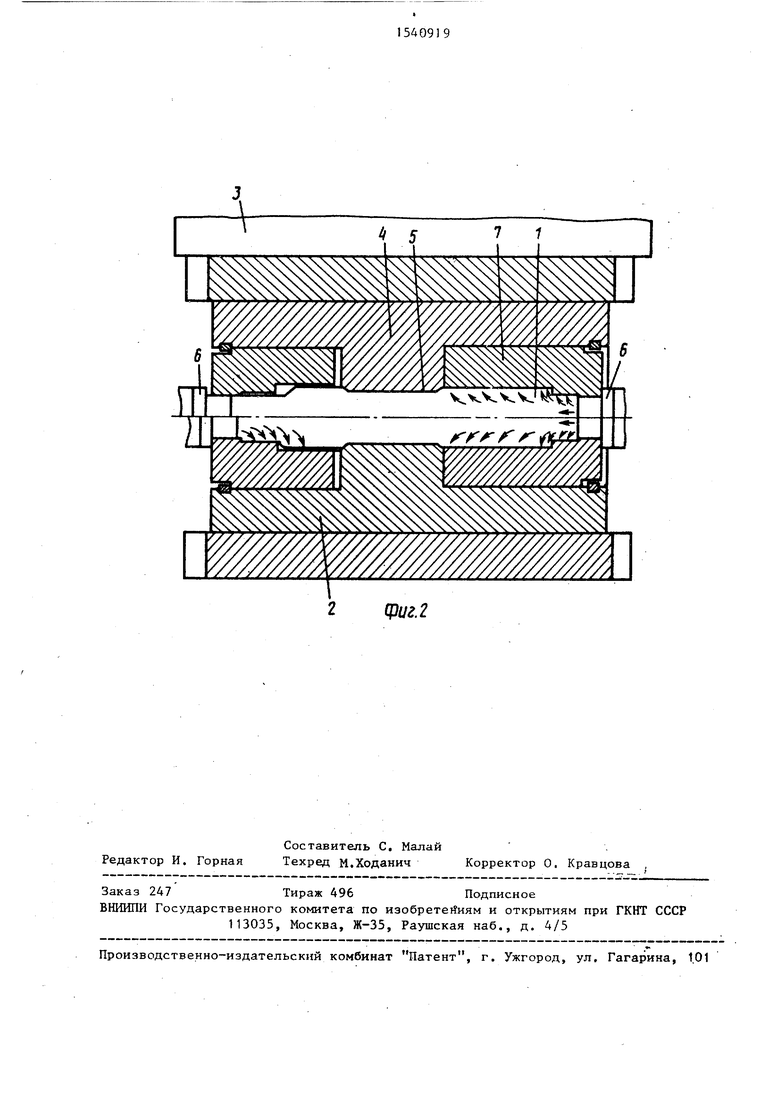
На фиг. I показан изношенный ступенчатый вал с указанием мест среза и поверхностей компенсирующего металла; на фиг. 2 - процесс осадки изношенного вала на начальной и конечной стадиях.
Способ осуществляют следующим образом.
Исходную заготовку - изношенную ступенчатую деталь типа вала подвергают предварительной механической обработке, при которой срезают переходные места от ступени меньшего диаметра к ступени большего диаметра под углом к оси заготовки. Величина угла определяется из соотношения
d arccos(0,58 ) (1)
d
где D - диаметр большей ступени; d - диаметр меньшей ступени. Затем к изношенному ступенчатому валу на торцовые поверхности приварисд
Јъ
О СО
со
вается с двух сторон компенсирующий металл. Подготовленную таким образом нагретую заготовку 1 помещают в нижнюю часть штампа 2, траверса 3 с верхней частью штампа 4 начинает движение вниз, в результате чего происходит закрытие штампа с одновременной центровкой детали по нерабочей ее части 5 в центрирующих участках штампа. В момент окончания рабочего хода траверсы 3 вступают в работу пуансоны 6, имеющие индивидуальные приводы, Пуансоны 6 действуют до упора в матрицы-пуансоны 7, осаживая изношенный вал, после чего пуансоны 6 и матрицы-пуансоны 7 начинают действовать вместе, окончательно осаживая заготовку и перемещая металл к изношенным и срезанным поверхностям.
Выполнение на местах сопряжения ступеней большого и малого диаметров среза под углом, определенным из зависимости (1), позволяет осуществить осадку бези образования зажимов с необходимыми припусками по длине и диаметру.
При необходимости с целью экономии металла срез мест сопряжения ступеней большего и меньшего диаметров производится при ,5.
П р и м е р. В качестве исходной заготовки используют изношенный ступенчатый вал муфты сцепления двигателя А-41, имеющий следующие величины износов: ступени под подшипники до 0,1 мм, шлицы по толщине до 2,0 мм, поврежденную резьбу. Предварительно изношенньй вал подвергают меха10
15
20
25
30
35
d,50
мм
мм и
угол среза оЈ 37 4 . Для
мм . Затем на торцовые поверхности заготовки на стыковой сварочной машине способом оплавления приваривают компенсирующий металл. Подготовленную таким образом заготовку нагревают до
1100 С в соляной печи и дсаживают в штампе до получения готовой детали. Восстановленный вал имеет необходимый припуск по всем изношанным поверхностям без ухудшения прочностных и геометрических характеристик за счет исключения кольцевых зажимов.
Формула изобретения
1, Способ восстановления изношенных деталей, включающий нагрев, размещение в инструменте и деформирование осадкой изношенной детали, о т- личающийся тем, что, с целью повышения качества получаемых изделий за счет устранения зажимов при восстановлении изношенных ступенчатых деталей типа валов, предварительно перед осадкой формируют места перехода от ступени меньшего диаметра к ступени большего диаметра под углом сЛ, к оси ступенчатого вала, определяемым из соотношения
fi6 arccos(0,58 -г ), а
где D - диаметр большей ступени; d - диаметр меньшей ступени.
2. Способ по п. 1,
отличающийся тем, что, с целью эко- нической обработке на токарном стан- 4Q номии металла, формирование переходке, при которой срезают места сопря-ных мест от ступени меньшего диамет- жения ступеней большего и меньшего ра к ступени большего диаметра выпол- диаметров под углом, определяемым няют при отношении D/d, не превышаю- из соотношения (1). Для D, 68 мм ищем 1,5.
d,50
мм
мм и
09194
угол среза оЈ 37 4 . Для
мм . Затем на торцовые поверхности заготовки на стыковой сварочной машине способом оплавления приваривают компенсирующий металл. Подготовленную таким образом заготовку нагревают до
1100 С в соляной печи и дсаживают в штампе до получения готовой детали. Восстановленный вал имеет необходимый припуск по всем изношанным поверхностям без ухудшения прочностных и геометрических характеристик за счет исключения кольцевых зажимов.
Формула изобретения
1, Способ восстановления изношенных деталей, включающий нагрев, размещение в инструменте и деформирование осадкой изношенной детали, о т- личающийся тем, что, с целью повышения качества получаемых изделий за счет устранения зажимов при восстановлении изношенных ступенчатых деталей типа валов, предварительно перед осадкой формируют места перехода от ступени меньшего диаметра к ступени большего диаметра под углом сЛ, к оси ступенчатого вала, определяемым из соотношения
fi6 arccos(0,58 -г ), а
где D - диаметр большей ступени; d - диаметр меньшей ступени.
2. Способ по п. 1,
ийся тем, что, ии металла, формиро мест от ступени ме к ступени большего т при отношении D/d 1,5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1989 |
|
RU1617748C |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2008 |
|
RU2371276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ | 1991 |
|
RU2053087C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2010 |
|
RU2437738C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении ступенчатых поковок из изношенных ступенчатых деталей осадкой. Цель изобретения - повышение качества получаемых изделий за счет устранения зажимов при восстановлении изношенных ступенчатых деталей типа валов. Предварительно у изношенной ступенчатой детали в местах сопряжения ступеней большего и меньшего диаметра снимают объем металла. Срез осуществляют под углом к оси детали, определяемым из соотношения Α = ARCCOS(0,58D/D), где D - диаметр большей ступени
D - диаметр меньшей ступени. Подготовленную таким образом изношенную деталь нагревают и осаживают в штампе до полного восстановления изношенных поверхностей. При необходимости с целью экономии металла срез мест сопряжения ступеней большего и меньшего диаметров производят при D/D≤1,5. У восстановленных таким образом деталей не снижаются прочностные и геометрические характеристики за счет исключения зажимов. 1 з.п. ф-лы, 2 ил.
Фиг.1
сри г. 2
| Приспособление для восстановления изношенных втулок верхней головки шатуна | 1937 |
|
SU52574A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
