Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей.
Известен способ объемной штамповки стакана, включающий обратное выдавливание подготовленной заготовки через осесимметричный канал, образованный поверхностями контейнера и дорна (пат. Бельгии №551053, кл. в21с 25/08, публ. 1956).
Недостатком известного способа являются невысокие механические свойства материала получаемых стаканов из-за малой проработки его структуры при выдавливании.
Известен способ горячей объемной штамповки деталей типа стакана или чаши, включающий выдавливание подготовленной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, при этом приводной пуансон и упомянутую заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия (пат. США №3263468, кл. 72-267, публ. 1966).
Недостатком известного способа является трудность обеспечения нужного качества готовых деталей из-за недостаточно рациональной структуры при деформировании, что ухудшает прочностные характеристики деталей в условиях их циклического нагружения при эксплуатации в экстремальных условиях.
Предлагаемый способ горячей объемной штамповки деталей типа стакана или чаши включает выдавливание подготовленной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера. При этом приводной пуансон и заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия.
Причем штамповку ведут в три стадии. На первой - формируют утолщение у торца заготовки ее осадкой приводным пуансоном на дорне с образованием в зоне заготовки, прилегающей к дорну, ступени большего диаметра. На второй - формируют из заготовки с утолщением у торца шайбу приводным пуансоном на дорне с одновременным приложением к формируемой шайбе в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного пуансона, при этом габаритные диаметральные размеры формируемой шайбы ограничивают внутренней поверхностью упомянутой большей ступени отверстия контейнера. А на третьей - выдавливают из упомянутой шайбы упомянутую деталь совместным перемещением приводного пуансона и контейнера. Диаметральные размеры заготовки перед штамповкой и упомянутой детали связаны определенной зависимостью.
В заключительный момент последней из упомянутых стадий штамповки на открытом торце упомянутой детали могут в условиях всестороннего сжатия формировать утолщение (фланец).
Предлагаемый способ отличается от прототипа тем, что штамповку ведут в три стадии, на первой - формируют утолщение у торца заготовки ее осадкой приводным пуансоном на дорне с образованием в зоне заготовки, прилегающей к дорну, ступени большего диаметра, на второй - формируют из заготовки с утолщением у торца шайбу приводным пуансоном на дорне с одновременным приложением к формируемой шайбе в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного пуансона, при этом габаритные диаметральные размеры формируемой шайбы ограничивают внутренней поверхностью упомянутой большей ступени отверстия контейнера, а на третьей - выдавливают из упомянутой шайбы упомянутую деталь совместным перемещением приводного пуансона и контейнера, причем диаметральные размеры заготовки перед штамповкой и упомянутой детали связаны зависимостью
3,8<d/(Dн-Dвн)<8,6,
где d - диаметр заготовки перед штамповкой;
Dн и Dвн - соответственно наружный и внутренний диаметры упомянутой детали.
Способ может отличаться тем, что, в заключительный момент последней из упомянутых стадий штамповки на открытом торце упомянутой детали могут в условиях всестороннего сжатия формировать утолщение (фланец), наружный диаметр Dф которого превышает наружный диаметр Dн упомянутой детали.
Технический результат предлагаемого изобретения - повышение качества готовых деталей, что позволяет расширить диапазон функциональных возможностей узлов, содержащих такие детали.
Предлагаемое изобретение поясняется чертежами, где показаны стадии горячей объемной штамповки деталей.
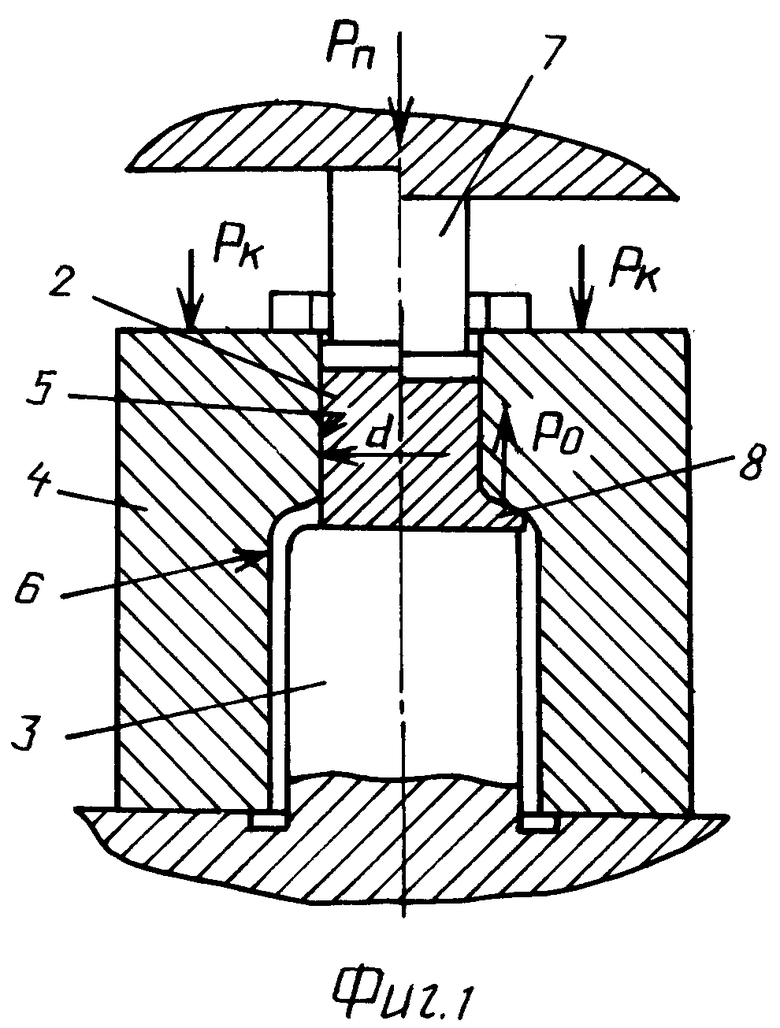
На фиг.1 - слева - начало первой стадии;
справа - конец первой стадии и
начало второй стадии.
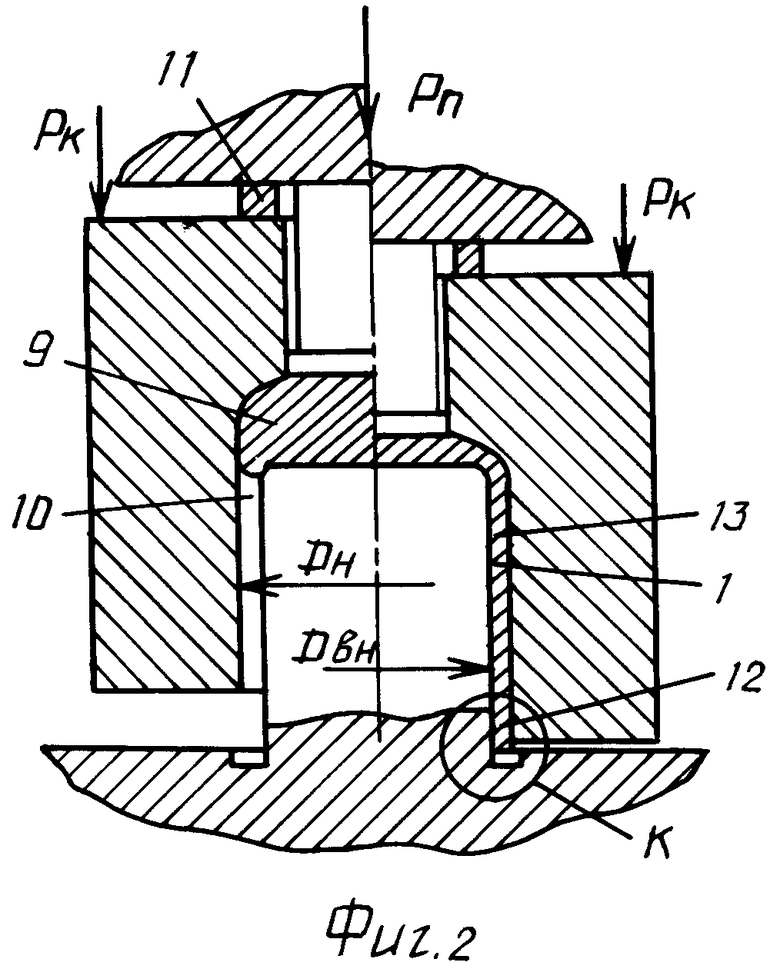
На фиг.2 - слева - конец второй стадии и
начало третьей стадии;
справа - конец третьей стадии.
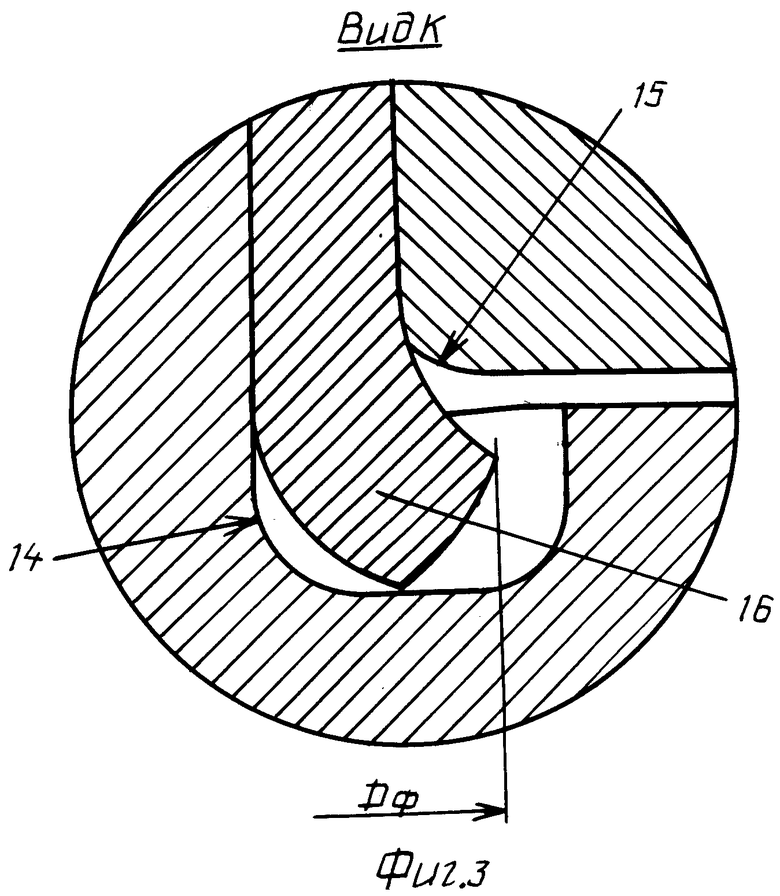
На фиг.3 - вид К на фиг.2.
Примеры
1. Изготавливали стакан 1 (фиг.2) наружным диаметром Dн=450 мм, - внутренним диаметром Dвн=360 мм из алюминиевого сплава АК-6.
Исходная подготовленная заготовка 2 имела диаметр d=350 мм. Последняя нагревалась и укладывалась в экспериментальный штамп, содержащий закрепленный на столе пресса (не показан) дорн 3, а также смонтированный на столе пресса с возможностью перемещения по вертикали контейнер 4. Заготовка размещалась в ступени 5 (меньшей) ступенчатого отверстия контейнера 4, а дорн 3 - в зоне ступени 6 (большей) этого отверстия.
Приводной пуансон 7 размещают над заготовкой 2 в упомянутой ступени 5 отверстия контейнера. К контейнеру 4 прикладывается в осевом направлении усилие Pk, прижимающее его к столу пресса. При приложении к пуансону 7 усилия Рп материал заготовки 2 осаживается на дорне 3 с с образованием у торца заготовки 2 в ее зоне, прилегающей к дорну 3, утолщения 8 - начинается формирование шайбы 9 - первая стадия штамповки.
Образование утолщения 8 заготовки 2 приводит к появлению усилия Ро, воздействующего на контейнер 4 в направлении, противоположном усилию Pk.
Когда величина усилия Ро превышает величину усилия Pk, контейнер «всплывает». При этом в утолщении заготовки 2 обеспечиваются условия всестороннего сжатия. Это - начало второй стадии штамповки. На этой стадии завершается формирование приводным пуансоном 7 на дорне 3 с одновременным приложением к зоне больших диаметральных размеров формируемой шайбы 9 через контейнер осевого усилия Pk в том же направлении, что и перемещение приводного пуансона 7. При этом габаритные диаметральные размеры шайбы 9 ограничивают внутренней поверхностью ступени 6 отверстия контейнера 4. На третьей стадии штамповки выдавливали из шайбы 9 деталь 1 через осесимметричный ручей 10, образованный поверхностями дорна 3 и большей ступени 6 отверстия контейнера, совместным перемещением пуансона 7 и контейнера 4, когда упор 11 достигает опорной площадки (не обозначена) ползуна пресса. При этом
d/(Dн-Dвн)=3,9.
Конструкцией экспериментального штампа обеспечивалась возможность (не показана) извлечения стакана.
2. Изготавливалась аналогичная деталь 1 диаметром наружным Dн=430 мм, диаметром внутренним Dвн=380 мм из сплава В-96ц. Исходная круглая заготовка имеет d=360 мм, при этом
d/(Dн-Dвн)=7,2.
3. Изготавливали стакан 1 наружным диаметром Dн=450 мм, внутренним диаметром Dвн=360 мм из магниевого сплава системы Mg - Li.
Исходная подготовленная заготовка 2 имела диаметр d=350. Процесс штамповки этой детали отличался тем, что в заключительный момент третьей из упомянутых стадий штамповки на открытом торце 12 выдавливемой стенки 13 упомянутой детали в условиях всестороннего сжатия между поверхностями 14 основания дорна 3 и поверхностью 15 контейнера 4 из металла стенки 13 формируется утолщение (фланец) 16, наружный диаметр Dф которого превышает наружный диаметр Dн упомянутой детали.
При этом
d/(Dн-Dвн)=3,9, а диаметр утолщения Dф=470>Dн=450.
Таким образом предлагаемый способ позволяет повысить качество получаемых деталей за счет интенсификации пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ И СТАКАНОВ | 2009 |
|
RU2391174C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНОВ И ЧАШ | 2009 |
|
RU2402401C1 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2010 |
|
RU2437738C2 |
| СПОСОБ ОБЪЕМНОГО ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА КОНЦЕНТРИЧНЫМ УГЛОВЫМ ПРЕССОВАНИЕМ НА ГОРИЗОНТАЛЬНОМ ЭКСТРУЗИОННОМ ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2010 |
|
RU2451569C2 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ ИЛИ ЧАШ | 2010 |
|
RU2443498C2 |
| ШТАМП ДЛЯ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ ИЛИ ЧАШ | 2010 |
|
RU2456113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2532678C2 |
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ СТАКАНА | 2008 |
|
RU2389582C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2364463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332277C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей. Штамповку детали ведут в три стадии. На первой стадии формируют утолщение у торца заготовки ее осадкой приводным пуансоном на дорне. При этом в зоне заготовки, прилегающей к дорну, образуют ступень большего диаметра. На второй стадии из заготовки с утолщением приводным пуансоном формируют шайбу. Одновременно к формируемой шайбе в зоне ее большего диаметра через контейнер со ступенчатым отверстием прикладывают осевое усилие в том же направлении, что и перемещение приводного пуансона. Габаритные диаметральные размеры формируемой шайбы ограничивают внутренней поверхностью большей ступени отверстия контейнера. На третьей стадии выдавливают из шайбы деталь совместным перемещением приводного пуансона и контейнера. Выдавливание производят в осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступени отверстия контейнера. Диаметральные размеры заготовки перед штамповкой и полученной детали связаны приведенным соотношением. 1 з.п. ф-лы, 3 ил.
1. Способ объемной горячей штамповки деталей типа стакана или чаши, включающий выдавливание детали из заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступени сквозного ступенчатого отверстия контейнера, при этом заготовку и приводной пуансон размещают в отверстии меньшего диаметра контейнера, а дорн - в зоне ступени большего диаметра упомянутого отверстия, отличающийся тем, что штамповку ведут в три стадии, на первой из которых у торца исходной заготовки формируют утолщение осадкой исходной заготовки приводным пуансоном на дорне с образованием в зоне заготовки, прилегающей к дорну, ступени большего диаметра, на второй стадии из заготовки с утолщением у торца формируют на дорне заготовку в виде шайбы перемещением приводного пуансона с одновременным приложением к формируемой шайбе в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного пуансона, при этом габаритные диаметральные размеры формируемой шайбы ограничивают поверхностью упомянутой большей ступени отверстия контейнера, а выдавливание детали осуществляют на третьей стадии штамповки из заготовки в виде шайбы совместным перемещением приводного пуансона и контейнера, причем диаметральные размеры исходной заготовки перед штамповкой и детали связаны следующей зависимостью:
3,8<d/(Dн-Dвн)<8,6,
где d - диаметр исходной заготовки перед штамповкой;
Dн и Dвн - соответственно наружный и внутренний диаметры детали.
2. Способ по п.1, отличающийся тем, что в конце третьей стадии штамповки на открытом торце детали формируют утолщение в виде фланца, наружный диаметр которого превышает наружный диаметр детали.
| US 3263468 А, 02.08.1966 | |||
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТИПА СТАКАНОВ | 1993 |
|
RU2089324C1 |
| СПОСОБ ПОДСЛИЗИСТОЙ КОНХОТОМИИ НИЖНЕЙ НОСОВОЙ РАКОВИНЫ | 2006 |
|
RU2312624C1 |

