Изобретение относится к дуговой сварке стыковых соединений тонколистовых конструкций в среде защитных га зов неплавящимся электродом, преимущественно, автоматической.
Цель изобретения - повышение качества- сварного соединения и стабильности процесса.
На чертеже показана схема сварки по предлагаемому способу.
Свариваемые элементы 1 и 2 собирают на подкладке 3 так, чтобы отбортованная кромка элемента 2 разместилась в формирующей канавке прокладки 3, а кромку элемента 1 стыкуют с ней по внешней стороне отбортовки, направленной в сторону электрода 4. Собранный таким образом стык элементов фиксируют прижимными клавишами 5. Сварку производят неплавящимся электродом без подачи присадочного металла с полным расплавлением отбортованных кромок. Усиление и проплав сварного шва формируются за счет равплавления отбортованных кромок. Величина отбортовки кромок (/) и угол их наклона (а) обусловливают геометрические размеры сварного шва и находятся в следующих пределах: величина отбортовки /(1-2)5, где S - толщина свариваемых деталей, а угол наклона отбортовки ос 30-60°.
При отбортовке величиной менее 15 в стыке не хватает металла для формирования шва номинального сечения и образуются подрезы. При отбортовке величиной более 25 в стыке избыток металла для формирования шва, происходит неполное расплавление нижней кромки и искажение формы поперечного сечения сварного шва. При отбортовке с углом менее 30° кромки отбортовок выходят в периферийную часть шва, образуются несплавления или подрезы. При отбортовке с углом более 60° происходит неполное расплавление нижней кромки с искажением формы сварного шва.
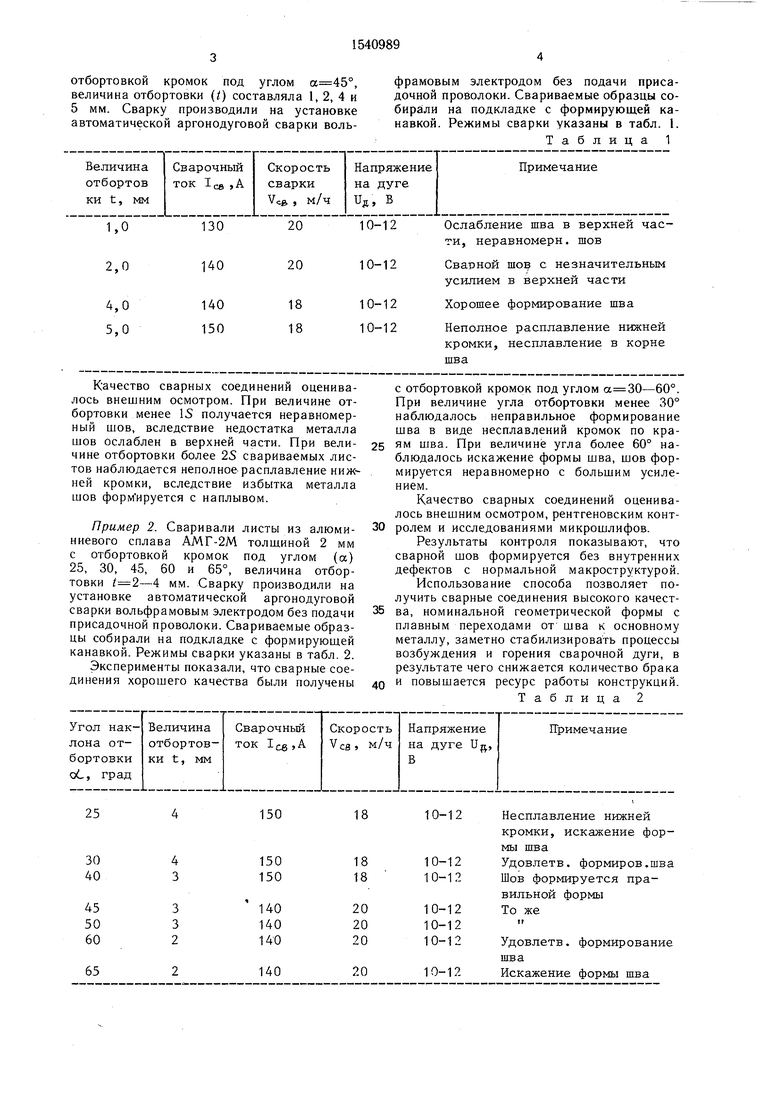
Пример 1. Сваривали листы из алюминиевого сплава АМ-2М толщиной 2 мм с
О1
4ь
О
со оо со
отбортовкой кромок под углом , величина отбортовки (t) составляла 1, 2, 4 и 5 мм. Сварку производили на установке автоматической аргонодуговой сварки вольфрамовым электродом без подачи присадочной проволоки. Свариваемые образцы собирали на подкладке с формирующей канавкой. Режимы сварки указаны в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЗАГОТОВОК ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2181648C1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Способ подготовки под сварку кольцевых и круговых стыковых соединений | 1990 |
|
SU1763131A1 |
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| Способ дуговой односторонней сварки | 1985 |
|
SU1274888A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
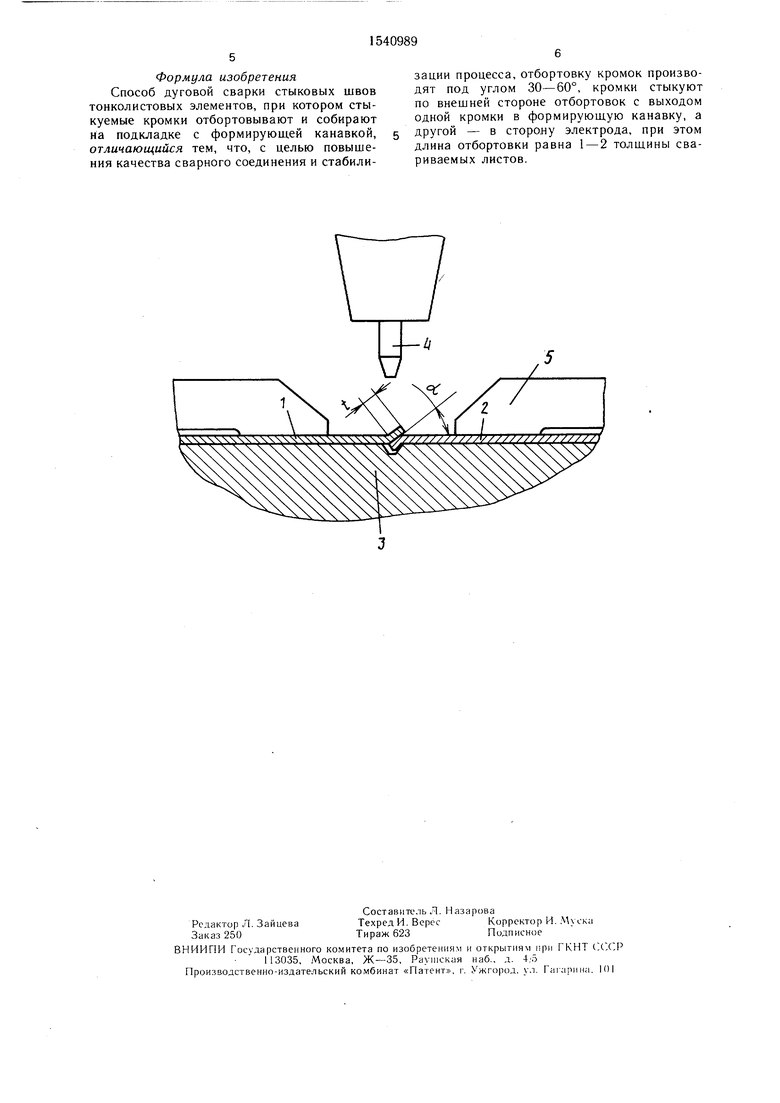
Изобретение относится к дуговой сварке стыковых соединений тонколистовых конструкций в среде защитных газов неплавящимся электродом, преимущественно автоматической, и может быть применено в различных отраслях машиностроения для сварки листовых конструкций. Цель изобретения - повышение качества сварных соединений и стабильности процесса сварки. В процессе сварки свариваемые элементы собирают на подкладке так, чтобы отбортованная кромка первого элемента разместилась в формирующей канавке подкладки, а кромку второго элемента стыкуют с ней по внешней стороне отбортовки, направленной в сторону электрода. Угол наклона составляет 30 - 60°, а величина отбортовки (1 - 2) S, где S - толщина материала. В результате получают сварное соединение номинальной геометрической формы с плавными переходами от шва к основному металлу, стабилизируется процесс возбуждения и горения дуги, что повышает качество соединения. 1 ил., 2 табл.
140 150
18 18
Качество сварных соединений оценивалось внешним осмотром. При величине отбортовки менее IS получается неравномерный шов, вследствие недостатка металла шов ослаблен в верхней части. При величине отбортовки более 2S свариваемых листов наблюдается неполное расплавление нижней кромки, вследствие избытка металла шов формируется с наплывом.
Пример 2. Сваривали листы из алюминиевого сплава АМГ-2М толщиной 2 мм с отбортовкой кромок под углом (а) 25, 30, 45, 60 и 65°, величина отбортовки мм. Сварку производили на установке автоматической аргонодуговой сварки вольфрамовым электродом без подачи присадочной проволоки. Свариваемые образцы собирали на подкладке с формирующей канавкой. Режимы сварки указаны в табл. 2.
Эксперименты показали, что сварные соединения хорошего качества были получены
25
150
4 3
3 3 2
150 150
140 140 140
140
усилием в верхней части Хорошее формирование шва
Неполное расплавление нижней кромки, несплавление в корне шва
с отбортовкой кромок под углом а 30-60°. При величине угла отбортовки менее 30° наблюдалось неправильное формирование шва в виде несплавлений кромок по краям шва. При величине угла более 60° наблюдалось искажение формы шва, шов формируется неравномерно с большим усилением.
Качество сварных соединений оценивалось внешним осмотром, рентгеновским контролем и исследованиями микрошлифов.
Результаты контроля показывают, что сварной шов формируется без внутренних дефектов с нормальной макроструктурой. Использование способа позволяет получить сварные соединения высокого качества, номинальной геометрической формы с плавным переходами от шва к основному металлу, заметно стабилизировать процессы возбуждения и горения сварочной дуги, в результате чего снижается количество брака
и повышается ресурс работы конструкций.
Таблица 2
10-12
10-12 10-12
10-12 10-12 10-12
10-12
Несплавление нижней кромки, искажение формы шва
Удовлетв. формиров.шва Шов формируется правильной формы То же
п
Удовлетв. формирование
шва
Искажение формы шва
Формула изобретения Способ дуговой сварки стыковых швов тонколистовых элементов, при котором стыкуемые кромки отбортовывают и собирают на подкладке с формирующей канавкой, отличающийся тем, что, с целью повышения качества сварного соединения и стабилизации процесса, отбортовку кромок производят под углом 30-60°, кромки стыкуют по внешней стороне отбортовок с выходом одной кромки в формирующую канавку, а другой - в сторону электрода, при этом длина отбортовки равна 1 - 2 толщины свариваемых листов.
| Столбов В | |||
| И | |||
| и Осянкин Г | |||
| В | |||
| Высокоскоростная сварка тонких листов из алюминиевых сплавов | |||
| - Сварочное производство, 1973, № 3, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1985 |
|
SU1301615A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
