Изобретение относится к электрической сварке плавлением, в частности к сварке стыковых соединений тонко листовых оболочек,
Известен способ подготовки под сварку кольцевых и круговых стыковых соединений тонколистовых оболочек,например, при соединении цилиндрического корпуса сосуда с донной частью, заключающийся в том, что перед выполнением непосредственно сварного шва одну кромку отбортовывают, а Другую скашивают под прямым углом,после чего части стыкуют с гарантированным зазором и выполняют сварной шов, например, автоматической aproно-дуговой сваркой вольфрамовым электродом без присадки, расплавляя отбортовку и скошенную кромку.
Однако способ не гарантирует высокого качества стыкового сварного соединения в ряде конкретных ситуации по той причине, что сложно и дорого обеспечить точный зазор по всей периферии соединяемых частей оболочкиа
Наиболее близким способом подготовки под сварку кольцевых и круговых стыковых соединений является решение, согласно которому одну из свариваемых кромок скашивают под углом 20-45°, а другую отбортовывают под тем же углом на длину, равную двум свариваемым толщинам, а сварку ведут с приложением усилия при неполном расплавлении сварочных кромок,
Недостатком этого способа подготовки под сварку является то, что он непригоден для сварки с полным расплавлением сварочных кромок кольцевых и круговых стыковых соединений из-за низкого качества сварного соединения.
XI О Ы
„л
w
31763131
Цель изобретения - повысить каче
ство сварного шва,,
Поставленная цель достигается тем что предварительно скашивают кромку одной из стыкуемых частей оболочки под острым углом и отбортоеывают под тем же углом другую кромку на размер 0,5-1,5 длины скоса кромки, при этом скашивают и отбортовыеают кромки под углом
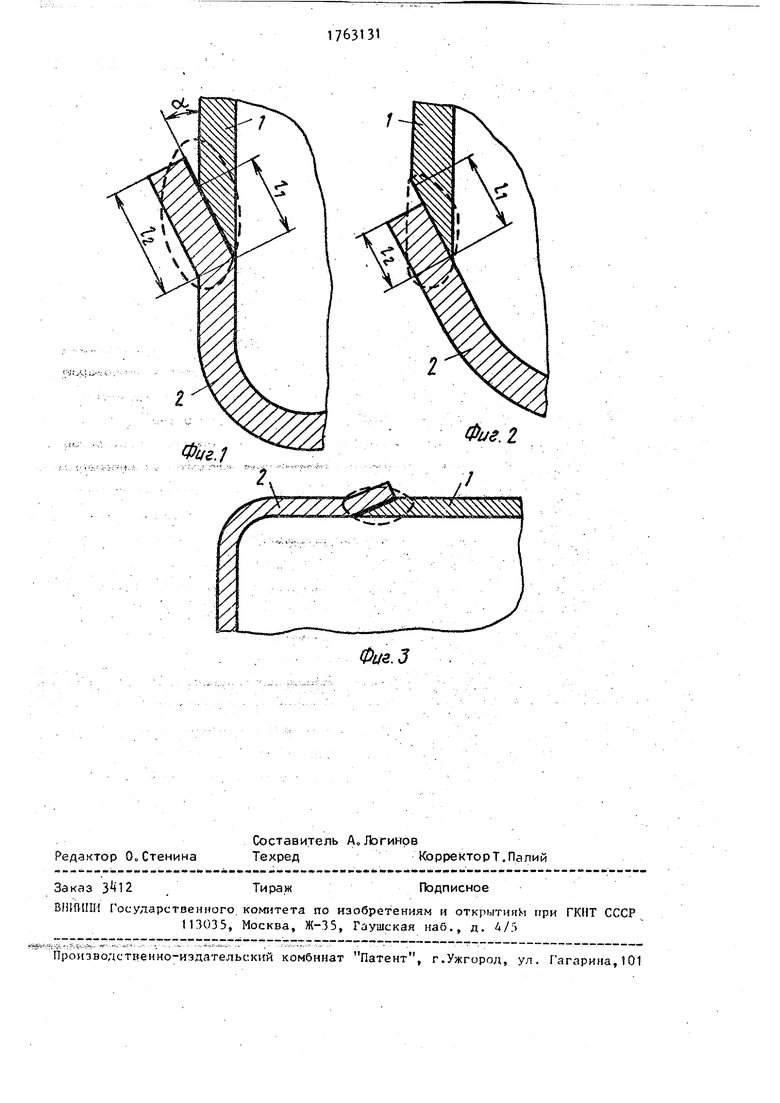
На чертеже изображено схематическое выполнение предложенного способа на стыковых кольцевых и круговых швах свариваемых оболочек На фиг„1 представлено стыковое кольцевое соединение, где величина отбортовки больше длины скоса; на фиг«2 - соединение, где величина отботовки меньше длины скоса; на фиг„3% круговое соединение, где длина отбортовки равна величине скоса
Стыковое соединение оболочек включает оболочку 1 со скосом кромки L,,,
оболочку 2 с отбортовкой Ь, выпол- ненные под одним и тем же углом оЈ
15-А5 К. . V,-.
Ниже приведен пример осуществления предложенного способа сварки сосуда из листов стали 12x18 Hi ОТ толщиной 0,8 мм. Сосуд сваривают из двух частей: цилиндрического корпуса диаметром М)0 мм и донной обечайки, заканчивающейся цилиндрическим поясом аргоно-дуговой сваркой Перед выполнением сварного шва стыкуемый торец оболочки 1 скашивали под углом 30 острием внутрь, так что скошенная кромка имела длину - 2 ммс Пояс данной оболочки 2 отбор товывали под углом 30° на длину L 2 мм„ Соединяемые оболочки 1,2 стыковали без зазора с размещением в месте стыка кольцевой медной подкладки, осуществляли прихватку арго- но-дуговой сваркой без присадочной t проволоки в диаметрально противо
0
5
положных точках После прихватки выполняли шов автоматической аргоно- дуговой сваркой неплавящимся электродом без присадки с защитой корня шва чистым газом. Режим сварки: сила тока 70+5А, скорость сварки 25±2 м/ч,
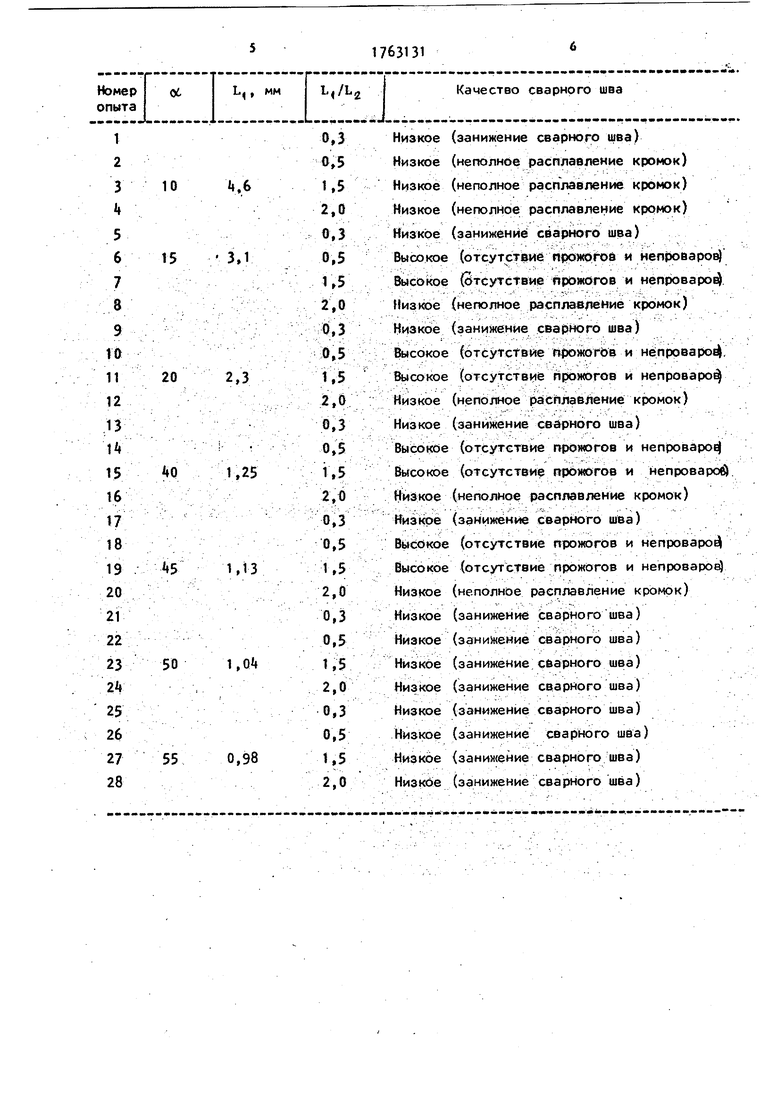
В таблице представлены результаты различных сочетаний геометрических характеристик свариваемых кромок, их расположений, качество сварного шва.
Анализ исследований показал, что при соотношениях размеров кромок ( Lf/L2,равном 0,5-1,5, и угла скоса и отбортовки в интервале получают стыковое соединение сварного шва высокого качества (без прожогов и непроваров).
Предлагаемый способ сварки можно рекомендовать для соединения путем плавления без присадочной проволоки частей тонколистовых металлических оболочек (0,5-2,5 мм) при изготовлении сосудов и трубопроводов для самых разнообразных областей применения,i
Формула изобретения
1„ Способ подготовки под сварку кольцевых и круговых стыковых соединений, преимущественно тонколистовых оболочек, заключающийся в том, что предварительно скашивают кромку одной из стыкуемых частей оболочки под острым углом и отбортовывают под тем же углом кромку другой,после чего части стыкуют без зазора, отличающийся тем, что, с целью повышения качества сварного шва, кромку отбортовывают на 0,5- 1,5 длины скоса другой кромки,,
2„ Способ по п.1, отличающий с я тем, что одну из кромок скашивают, а другую отбортовывают под углом .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1985 |
|
SU1301615A1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2181648C1 |
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1988 |
|
SU1540989A1 |
| Способ получения кольцевых стыковых соединений | 1981 |
|
SU963767A1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| Способ разделки стыкуемых кромок под сварку для соединения трубы и патрубка под прямым углом | 2019 |
|
RU2732846C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Использование: электрическая сварка плавлением, в частности сварка стыков тонколистовых оболочек в различных отраслях машиностроения. Сущность изобретения: предварительно скашивают кромку одной из стыкуемых частей оболочки под острым углом Отбор- товывают под тем же углом кромку другой на размер 0,5-1,5 длины скоса кромки, При этом одну кромку скашивают, а другую отбортовывают под углом 15-45°, Затем кромки стыкуют без зазора, а сварку ведут с полным расплавлением сварочных кромок. 1 з,п„ф-лы, 3 ил , 1 табл.
Фиг.З
| Сварка в машиностроении, т Л | |||
| Под,, ред„ Н.А.Ольшанского, - М„: Машиностроение, 1978, Со224 | |||
| Авторское свидетельство СССР № 1058733, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
