Изобретение относится к сварочному производству и может быть применено для вращения цилиндрических изделий в процессе сварки.
Цель изобретения - стабилизация скорости вращения изделия при отклонении его формы от цилиндрической.
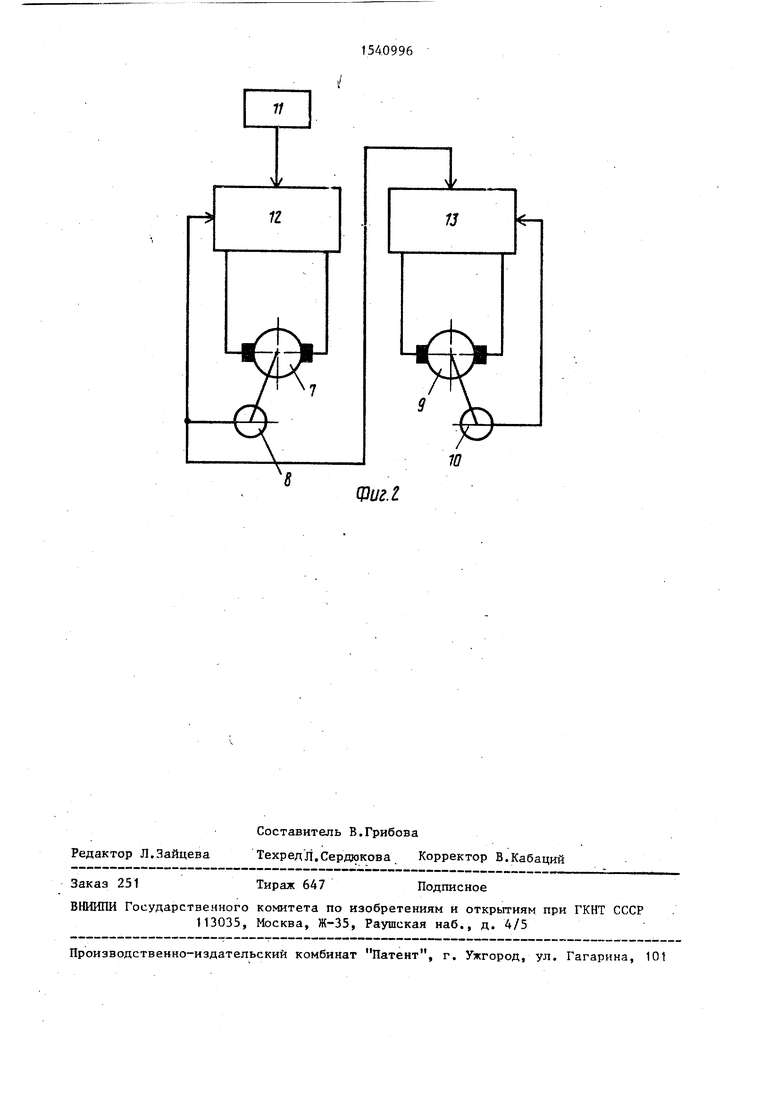
На фиг.1 дан роликовый вращатель, вид сверху; на фиг.2 - схема управления двигателями приводной роликоопоры.
Роликовый вращатель содержит холостую роликоопору 1 и приводную роликоопору 2. На холостой ролико- опоре 1 установлены холостые ролики 3, а на приводной роликоопорё 2 - приводные ролики 4. Приводные ролики 4 содержат редукторы 5 и 6, первый двигатель 7 с тахогенератором 8, второй двигатель 9 с тахогенератором 10. Схема управления содержит блок 11 задания скорости (БЗС), регуляторы скорости (PC) 12 и 13, соответственно первого и второго двигателей.
Схема регулирования каждого двигателя выполнена с обратной связью по скорости.
Регулятор скорости 12 первого двигателя 7 подключен к блоку 11 задания, а задающий сигнал второго двигателя 9 является сигналом обратной связи первого двигателя 7.
Роликовый вращатель работает следующим образом.
Перед сваркой изделие укладывается на вращатель. При этом ввиду неточности изготовления изделие может опереться: в первом случае ча два
СП
Ј
СС СО
оэ
приводных ролика 4 и один из холостых роликов 3; во втором случае на оба холостых ролика 3 и на приводной ролик 4, кинематически связанный с первым двигателем 7; в третьем случае на оба холостых ролика 3 и на приводной ролик 4, кинематически связанный с вторым двигателем 9.
В первом случае при помощи БЯС 11 установлена частота вращения первого двигателя 7, равная п об/мин. Вследствие влияния нагрузки от изделия на первый двигатель 7 его частота вращения будет п - Дп об/мин или близкая к ней. Эту величину задает тахогенератор 8 через PC 13 второму двигателю 9, частота вращения которого будет также n- An об/мин, так как оба приводных ролика кинематически связаны через изделие.Таким образом, БЗС 11 определяет частоту вращения обоих двигателей 7 и 9 и скорость сварки.
Роликовый вращатель, содержащий холостую роликоопору с двумя холостыми роликами и приводную роликоопо ру с двумя приводными роликами, каж дый из которых связан через редукто с двигателем, причем первый двига- г-,---- - . v« «и у I -a. wi-4 111 jy -ULJin ftfOn.1. Cl -
Во втором случае частота вращения 25 тель подключен через первый регулядвигателя 7 также будет п- лп об/мин и эта величина будет передана тахоге- нератором 8 первого двигателя 7 через PC 13 второму двигателю 9, частота вращения которого будет п -4поб/мин,,п так как нагрузка на этот двигатель равна нулю. Таким образом, БЗС 11 определяет частоту вращения первого двигателя 7 и скорость сварки.
В третьем случае нагрузка на первый двигатель 7 равна нулю, частота вращения этого двигателя равна задаваемой, т.е. п. Величина задания, соответствующая частоте вращения
тор скорости к блоку задания скорости, второй вход регулятора скоро ти соединен с тахогенератором первого двигателя отличающий- с я тем,что,с целью стабилизации скорости вращения изделия при отклонении его формы от цилиндрической, второй двигатель снабжен тахогенератором и введен второй регулятор скорости, первый вход которого подключен к тахогенератору первого двигате ля , второй вход - к тахогенератору второго двигателя, а выход - к второ му двигателю.
9964
п об/мин, от тахометра 8 через PC 13 передается второму двигателю 9, частота вращения которого вследствие нагрузки от изделия будет равна п - Лп.
Таким образом, во всех трех случаях, .которые могут происходить попеременно в течение одного оборота изделия, частота вращения двигателей / и 9 будет постоянна, что обеспечивает высокую стабильность скорости вращения свариваемого изделия, выполненного с отклонениями цилиндрич- ности.
Формула изобретения
Роликовый вращатель, содержащий холостую роликоопору с двумя холостыми роликами и приводную роликоопору с двумя приводными роликами, каждый из которых связан через редуктор с двигателем, причем первый двига- г-,---- - . v« «и у I -a. wi-4 111 jy -ULJin ftfOn.1. Cl -
тель подключен через первый регулятель подключен через первый регулятор скорости к блоку задания скорости, второй вход регулятора скорости соединен с тахогенератором первого двигателя отличающий- с я тем,что,с целью стабилизации скорости вращения изделия при отклонении его формы от цилиндрической, второй двигатель снабжен тахогенератором и введен второй регулятор скорости, первый вход которого подключен к тахогенератору первого двигателя , второй вход - к тахогенератору второго двигателя, а выход - к второму двигателю.
Щи г. I

| название | год | авторы | номер документа |
|---|---|---|---|
| Вращатель цилиндрических изделий при сварке | 1987 |
|
SU1489959A1 |
| МНОГОДВИГАТЕЛЬНЫЙ ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА С ЦИФРОВЫМ УПРАВЛЕНИЕМ | 1969 |
|
SU436425A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Вращатель цилиндрических изделий при сварке | 1981 |
|
SU996155A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для регулирования числа оборотов асинхронного двигателя | 1977 |
|
SU871746A3 |
| Система автоматического регулирования осевой нагрузки частоты вращения | 1990 |
|
SU1719122A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Привод агрегата для производстваХиМичЕСКиХ МОНОНиТЕй | 1978 |
|
SU844641A1 |
Изобретение относится к сварочному производству и может быть использовано для вращения цилиндрических изделий в процессе сварки. Цель изобретения - стабилизация скорости вращения изделия при отклонении его формы от цилиндрической. Вращатель цилиндрических изделий содержит холостую и приводную роликоопоры. Привод роликов выполнен раздельным. Каждая схема управления двигателем включает регулятор скорости и обратную связь по скорости двигателя. Задающий сигнал на первый регулятор скорости поступает от блока задания, а задающим сигналом второго регулятора является сигнал обратной связи по скорости. Такое включение двигателей позволяет стабилизировать скорость вращения изделия, что повышает качество сварки. 2 ил.
| Роликоопорный стенд MRS фирмы ESAB, Швеция, техническая документация . |
