коэффициент; равный 0,4 мм-11 ; 8 йвэл- площадь поперечного сечения разделки, a Svt.Ac - площад Ь поперечного сечения усиления с лицево,й стороны будущего ремонтного шва, величина которой определяется предварительно при -отработке технологии подварки на образцах или расчитывается. После этого производят подварку раэделанно-JQ го участка с выполнением усиления с лицевой стороны, а затем выполняют усиление с обратной стороны.
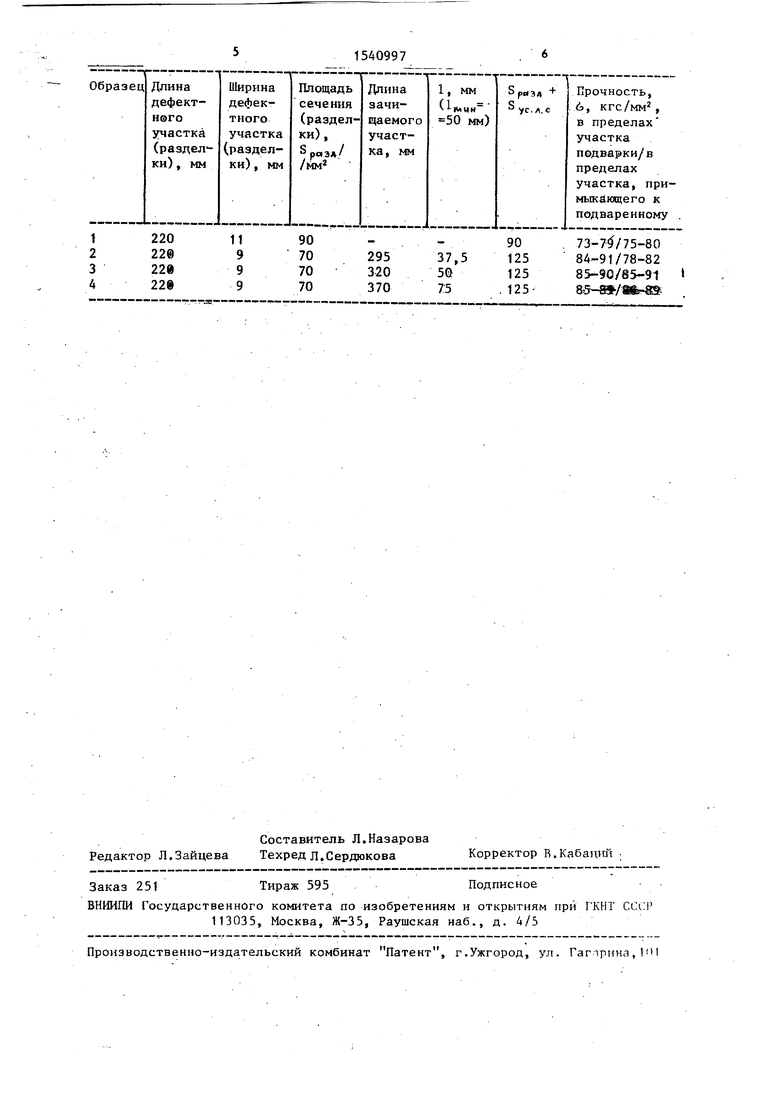
По предлагаемому способу был выполнен ремонт образцов с Двухсторон- «- ним двухпроходным сварным соединением стали. 10Х14П4Н4Т толщиной 12 мм, сваренного проволокой Св-ЮХ1бН25АМб под флюсом АН-26с. Размеры дефектных участков (разделок) приведены в таблице.
Подварку осуществляли следующим образом. Вначале заваривали ручной аргонодуговой сваркой за два прохода канавку, получившуюся после выборки дефекта шва. Затем выполняли под флюсом усиления шва таким образом, что их ширина перекрывала литую зону исходного шва. В итоге зона наибольшей чувствительности к карбидообразова- нию (литая зона) перекрылась усилением. Последним выполнялось усиление шва с обратной стороны соединения.
Как следует из таблицы, на образ()
20
25
30
Увеличение 1
Я° 1/иин (образец 2) приводит к тону, что прочность участка, прилегающего к подваренному, вы-, ходит на уровень исходной, т.е. при данной длине зачищенного участ - ка подварка не влияет на несущую спосйбность сварного узла. Именно поэтому она была принята в качестве граничной.
Использование изобретения позволяет сохранить несущую способность сварных узлов после исправления де- фектвв шва на уровне исходной после сварки качественного сварного соединения. Это обеспечивает повышение эксплуатационной надежности сварных криогенных конструкций. Формула изобретения
Способ исправления дефектов сварного шва, при котором производят разделку дефектного участка с удалением усилений и его подварку с выполнением усилений с обеих сторон ремонтного шва, отличающийс я тем,что,с целью повышения работоспособности сварного шва с подварка- ми, удаление усилений производят на длине, превышающей длину разделки дефектного участка в каждую сторону на величину 1, которую определяют из соотношения
(5раэд+8„с
це U J-MHrt имеет место падение прочности участка, -примыкающего к ремонт- 5 „где К - коэффициент, равный 0,4 мм 1;
Q
-
0
5
0
Увеличение 1
Я° 1/иин (образец 2) приводит к тону, что прочность участка, прилегающего к подваренному, вы-, ходит на уровень исходной, т.е. при данной длине зачищенного участ - ка подварка не влияет на несущую спосйбность сварного узла. Именно поэтому она была принята в качестве граничной.
Использование изобретения позволяет сохранить несущую способность сварных узлов после исправления де- фектвв шва на уровне исходной после сварки качественного сварного соединения. Это обеспечивает повышение эксплуатационной надежности сварных криогенных конструкций. Формула изобретения
Способ исправления дефектов сварного шва, при котором производят разделку дефектного участка с удалением усилений и его подварку с выполнением усилений с обеих сторон ремонтного шва, отличающийс я тем,что,с целью повышения работоспособности сварного шва с подварка- ми, удаление усилений производят на длине, превышающей длину разделки дефектного участка в каждую сторону на величину 1, которую определяют из соотношения
(5раэд+8„с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ (ВАРИАНТЫ), РЕМОНТНОЕ УСТРОЙСТВО И СИСТЕМА ДЛЯ ИСПРАВЛЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ И ТРУБОУКЛАДОЧНОЕ СУДНО | 2010 |
|
RU2568856C2 |
| Способ ремонта стенки резервуара | 2017 |
|
RU2686407C1 |
| Способ ремонта корпусных конструкций | 2017 |
|
RU2678357C1 |
| Способ исправления внутренних дефектов сварных швов | 1979 |
|
SU899307A1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
Изобретение относится к сварке, а именно к способам исправления дефектов сварных швов, преимущественно на сталях, склонных к охрупчиванию в результате термодеформационного старения или карбидообразования, и может быть использовано в различных отраслях машиностроения при изготовлении криогенных сварных конструкций. Цель изобретения - повышение работоспособности сварного шва с подварками. После определения длины дефектного участка производят его разделку и зачистку усиления с обеих сторон на длине, которая больше длины разделанного участка на величину L, которая определяется по эмпирическому выражению L≥К(Sразд + Sус.л.с), где K - коэффициент, равный 0,4 мм-1
Sразд - площадь поперечного сечения разделки, мм
@ Sус.л.с - ожидаемая площадь поперечного сечения усиления ремонтного шва с лицевой стороны, мм2. После этого производят заварку разделки ремонтным швом с усилением с лицевой стороны. В последнюю очередь выполняют усиление с обратной стороны ремонтного шва. 1 табл.
ному шву на 7-8 кгс-см2. Это объясняется тем, что подварка сопровождается угловой деформацией соединения. В результате этой деформации происходит течение металла в зоне сопряжения несошлифованного усиления с основным металлом тем большее, чем ближе расположено это усиление к зоне подварки.
1 раз
ЧС. Л С
площадь поперечного сечения разделки, мм2;
ржидаемая площадь поперечного сечения усиления ремонтного шва с лицевой стороны, мм2 ,
а усиление с обратной стороны ремонтного шва выполняют после выполнения усиления с лицевой стороны шва.
220 220 22в 22
11 9 9 9
90 70 70 70
37,5
5Q
75
9073-79 /75-80
12584-91/78-82
12585-90/85-91
125-8 5-8 /afe-€&
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Киев: ИЭС им | |||
| Е.О.Патона, 1979 | |||
| Макаров К | |||
| И | |||
| и др | |||
| Влияние термодеформационного цикла сварки на пластичность металла шва на аустенитных сталях | |||
| - Автоматическая сварка, 1975, К 9, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
