Защитный газ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термообработки протяжных изделий | 1983 |
|
SU1145040A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2116360C1 |
| Протяжная вертикальная печь для обезуглероживающего отжига | 1988 |
|
SU1678863A1 |
| Проходная муфельная печь для спекания изделий из металлических порошков | 1974 |
|
SU516465A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Способ герметизации протяжной электропечи и протяжная электропечь | 1985 |
|
SU1295180A1 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| Способ работы муфельной печи непрерывного действия для спекания изделий из порошков | 1988 |
|
SU1786128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| ПЕЧЬ ДЛЯ КОМБИНИРОВАННОГО ОТЖИГА ПОРОШКА-СЫРЦА | 1998 |
|
RU2138748C1 |
Изобретение относится к агрегатам для термообработки проволоки и ленты. Целью изобретения является повышение качества обработки протяжных изделий путем достижения оптимальных скоростей охлаждения. Агрегат состоит из камеры 1 нагрева, камеры 2 воздушного охлаждения, камеры 3 водяного охлаждения с установленным внутри них муфелем, в который подается защитный газ через Ю-образный коллектор 5 с регулятором 7 расхода газа. Ю-образный коллектор 5 размещен в камере 2, а часть его кольцевого участка размещена в камере 1 нагрева. Заданное качество обработки изделий достигается за счет обеспечения в агрегате оптимальной кривой охлаждения подачи, получаемой за счет регулирования регулятором 7 соотношения подаваемых в муфель 4 порций холодного газа и газа, нагретого в камере 1 нагрева при прохождении его по замкнутому кольцевому участку коллектора. В агрегате достигается изменение степени распада аустенита и напряжения в металле, влияющие на предел прочности. 3 ил.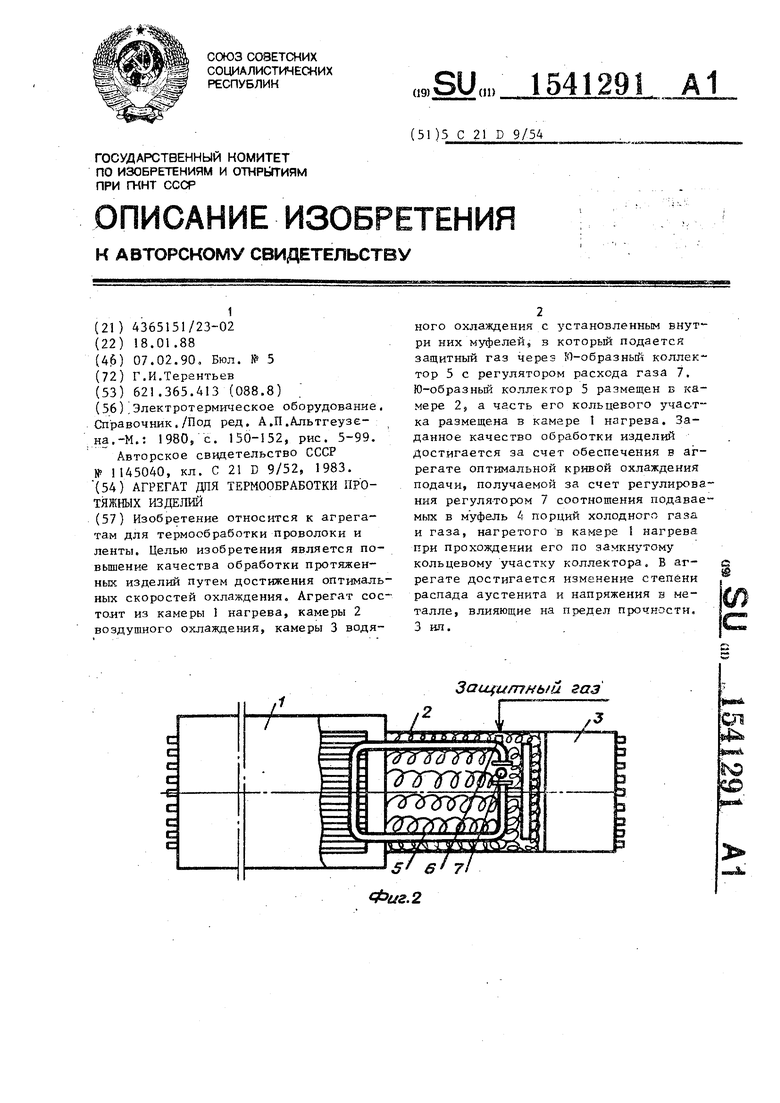
tm&
ю
Изобретение относится к металлургии и может быть использовано для термообработки проволоки и ленты, преимущественно для рекристаллизационно- го отжига.
Целью изобретения является повышение качества обработки протяженных изделий путем достижения оптимальных скоростей охлаждения.. JQ
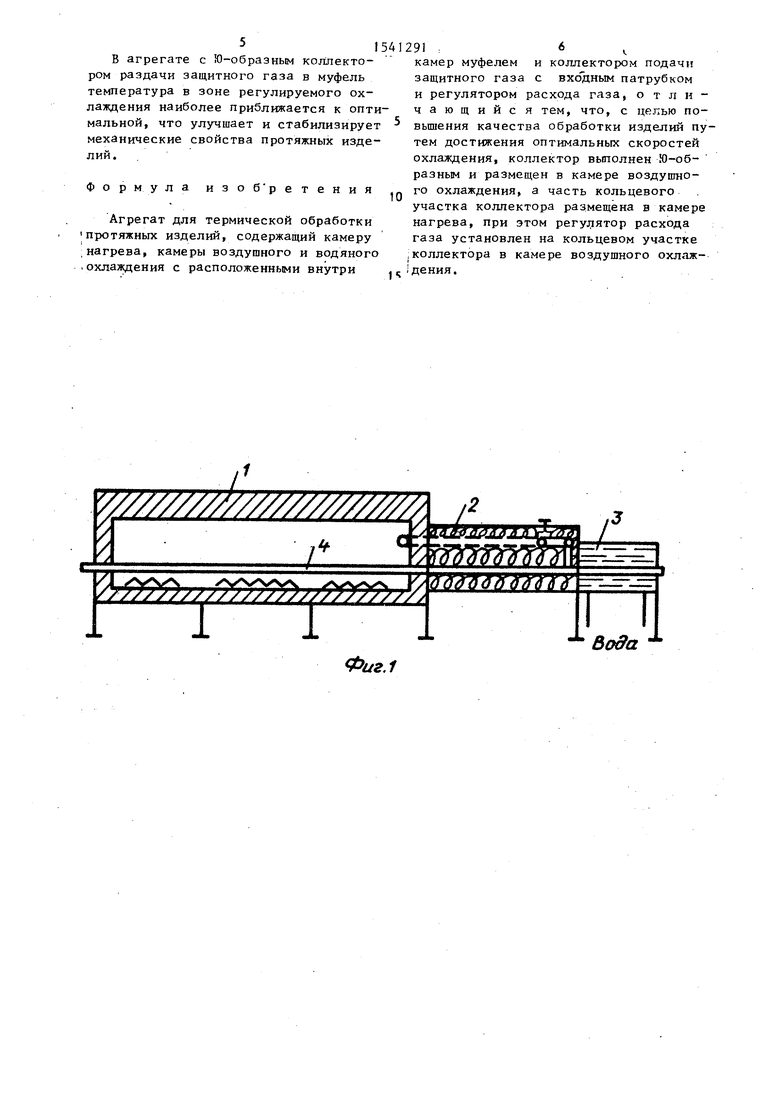
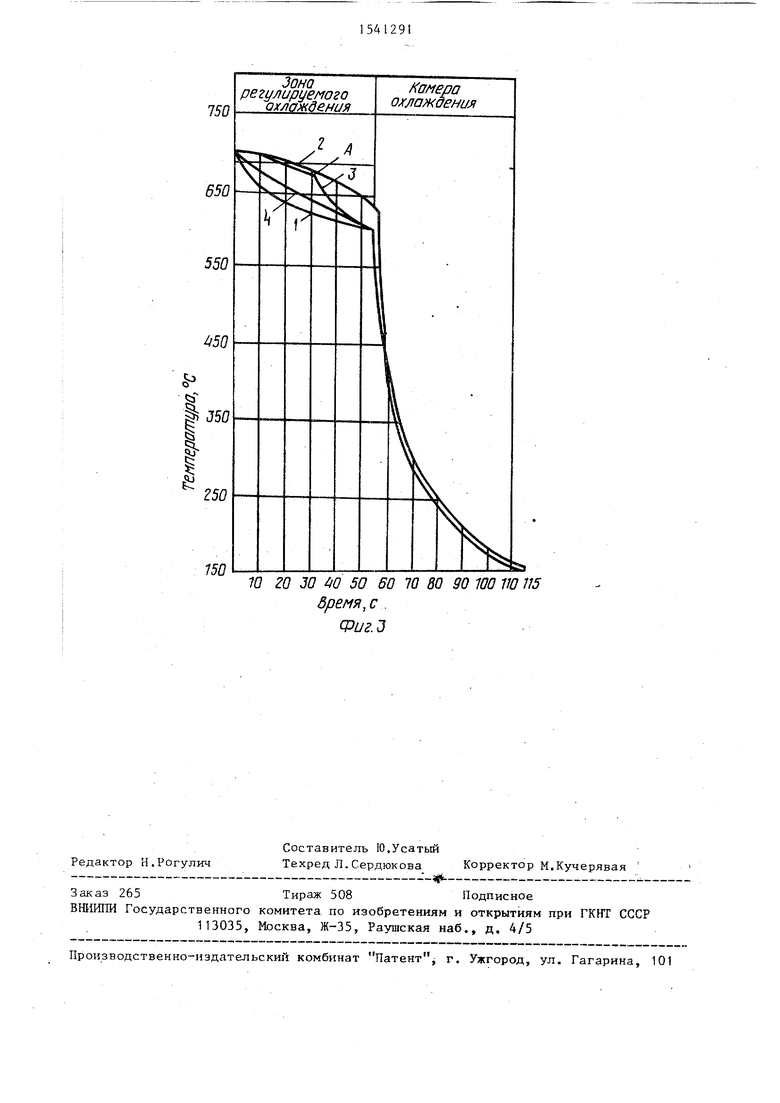
Рй фиг. 1 изображен агрегат для термообработки протяжных изделий, вид сбоку; на фиг. 2 - то же ,вид сверху; на фиг. 3 - кривые охлаждения ленты марки SOT сечением 1,18x3,2 мм в аг- j$ регатах различной конструкции. где 1 - кривая охлаждения изделий в известном агрегате при отключенных нагревателях в зоне регулируемого охлаждения, 2 - то же, при включенных нагре- 2Q вателях в зоне регулируемого охлаждения, 3 - кривая охлаждения изделий в известном агрегате с секционным водо- воздушным охлаждением, 4 - кривая ох- лаждений изделий в предлагаемом агре- 25 гате.
Агрегат для термообработки прЙтяж- ных изделий срдержит камеру 1 нагрева, теплоизолированную камеру 2 воздушного охлаждения, камеру 3 водяного JQ охлаждения, внутри которых установлен модуль 4, в который подается защитный газ через Ю-образный коллектор 5 с патрубком 6 подвода защитного газа и регулятором 7 расхода защитного газа. Ю-образный коллектор 5 размещен в камере 2, а часть его кольцевого участка размещена в камере 1 нагрева.
Агрегат работает следующим обра- . зом.
Протяжные изделия протягиваются через муфель 4. Металл в зоне камеры 1 нагрева нагревается, в зоне теплоизолированной камеры 2 охлаждается 45 с технологически необходимой скоростью, затем ускоренно охлаждается в камере 3 водяного охлаждения. Защитный газ из сети через патрубок 6 поступает в Ю-образный коллектор 5 и ,- разделяется на два потока . Один поток кратчайшим путем направлен в муфель 4 через регулятор 7 расхода, а другой лоток в муфель 4 поступает через кольцевой участок, часть которого находится в камере 1 нагрева. Положением регулятора 7 расхода регулируют соотношение потоков, устанавливая необходимую температуру защитного газа
35
55
$ Q 5
Q
5 -
5
5
в муфеле 4 на входе в камеру 2.Наибольшая скорость охлаждения достигается при полностью открытом регуляторе 7 расхода, когда защитный газ поступает в муфели с наименьшей температурой, а наименьшая температура - при полностью закрытом.
Сталь марки 50Г имеет предел прочности не более 65 кгс/мм. В производстве плющенной ленты при отжиге в протяжных печах предел прочности & 64-65 кг/мм . Бывают случаи, когда Сзв превышав т предельно допустимые пределы и достигается 70 кг/мм.
Одним из факторов нестабильности механических свойств ленты по длине является скорость регулируемого охлаждения, определяемая положением электронагревателей (в аналоге), которые находятся в отключенном или включенном состоянии (фиг. 3, кривые 1 и 2, (Гв 64-65 до 70 кгс/мм ).
В агрегате с секционным водо-воз- душным охлаждением значение температур в зоне регулируемого охлаждения стабилизируется, но положение точки А на кривой 3 (фиг. 3) зависит от сечения ленты, скорость ее движения, длины теплоизолированной секции и т.д. Предел прочности ленты 63-65 кгс/мм4.
Оптимальным режимом охлаждения стали марки 50Г для достижения максимальной производительности агрегатов следует считать следующий: охлаждение до 550°С с максимально возможной скоростью, выдержка при 550°С в течение 6-10 с и дальнейшее быстрое охлажде-ч ние.
Учитывая, что на протяжных агрегатах обрабатывается лента различных марок сталей и различных сечений, для которых меняется оптимальный режим подстуживания, предлагаемый агрегат с Ю-образным коллектором раздачи защитного гада позволяет регулировать температуру в зоне регулируемого охлаждения при максимальных скоростях движения ленты. Предел прочности ленты из стали 50Г составляет 58- 63 кгс/мм4.
Как видно из фиг. 3, скорости охлаждения ленты для четырех случаев различны, так как за одинаковое время в зоне регулируемого охлаждения достигаются различные температуры, а соответсвенно, меняются степень распада аустенита и напряжения в металле, влияющие на предел прочности.
5I541
В агрегате с Ю-образным коллектором раздачи защитного газа в муфель температура в зоне регулируемого охлаждения наиболее приближается к оптимальной, что улучшает и стабилизирует механические свойства протяжных изделий.
Формула изо б р е т е н и я
Агрегат для термической обработки протяжных изделий, содержащий камеру нагрева, камеры воздушного и водяного .охлаждения с расположенными внутри {ч
Фаг.1
0
ч
.
камер муфелем и коллектором подачи защитного газа с вхо дным патрубком и регулятором расхода газа, отличающийся тем, что, с целью повышения качества обработки изделий путем достижения оптимальных скоростей охлаждения, коллектор выполнен Ю-образным и размещен в камере воздушного охлаждения, а часть кольцевого участка коллектора размещена в камере нагрева, при этом регулятор расхода газа установлен на кольцевом участке коллектора в камере воздушного охлаждения.
2ШЕШ
00000000086
Вода А
Ю 20 30 40 50 60 70 80 90 100 110 115 Время, с.
Фиг.З
| Электротермическое оборудование | |||
| Справочник./Под ред | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Агрегат для термообработки протяжных изделий | 1983 |
|
SU1145040A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
