н - нHMOIICC
нт, - HM(
(4)
Значение tTo соответствует координате элементарной оболочки, полный срез которой происходит в момент выхода из рабочей поверхности круга. Определяется из условия Нт Нт0 СТо и зависимости (1) ,в которой вместо VAer принимается значение 0,5 VAer . Это обусловлено тем, что до момента полного среза фиксированная точка на элементарной оболочке проходит двойной путь (прямой и обратный)
Н
макс
MgjcЈ
4t
(5)
С физической точки зрения параметр Нт равен максимальной высоте микронеровностей обработанной поверхности &л,чкс. Глубина шлифования t, при которой обеспечивается выполнение двух заданных параметров Н, RMOKC определится
а также
ГЧ
(11)
RAer
где RKp кдет соответственно радиусы круга и детали, м, и подставив со
отношение
I Mejcc
Н
макс
0,4 в виде R
макс
0,4 НмаКС получим скорость детали V... в
5
Дет V
окончательном виде Нмвкс
Г(:Г7:1-7
(12)
Параметр Н
макс
R-кр Дет в зависимости (7),
для эффективного ведения процесса шлифования, не должен превышать предельной толщины среза, обусловленной прочностными свойствами обрабатываемого материала. В противном случае круг будет интенсивно изнашиваться.
Предельная толщина среза Н оможет быть представлена следующим образом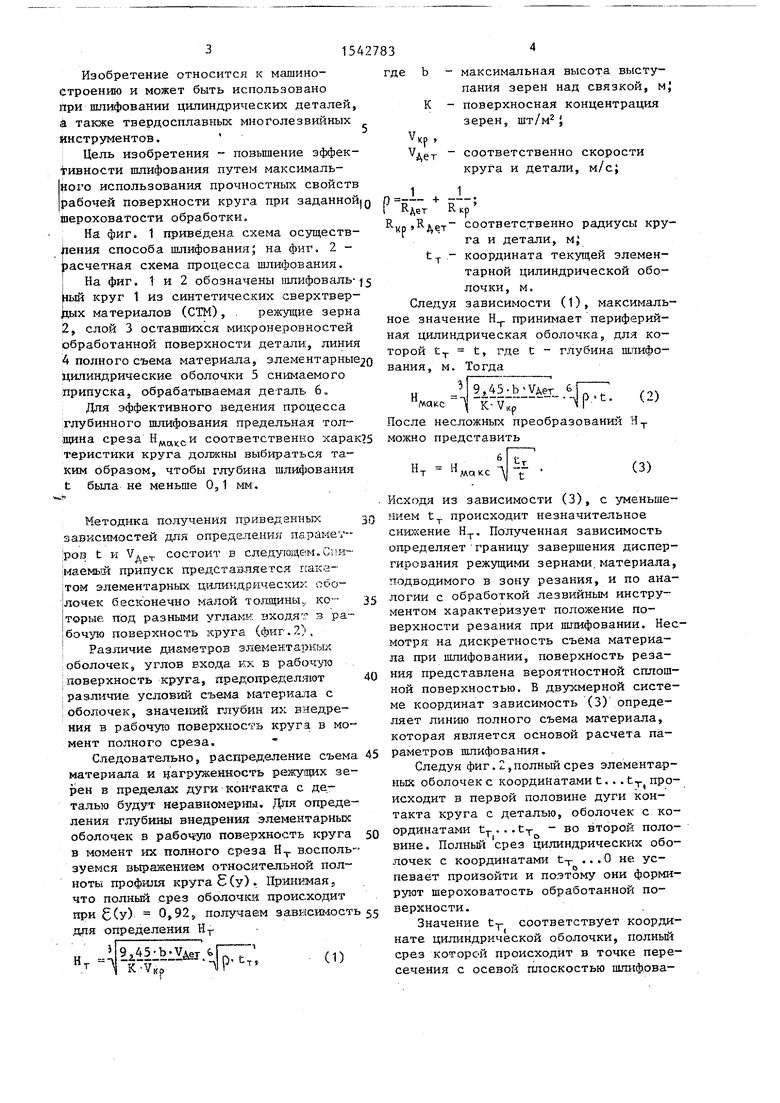
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования цилиндрической детали | 1987 |
|
SU1542782A1 |
| Способ шлифования кругом из синтетических сверхтвердых материалов | 1988 |
|
SU1645104A1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| Способ шлифования хромированных цилиндрических заготовок торцом алмазного чашечного круга | 1990 |
|
SU1776539A1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
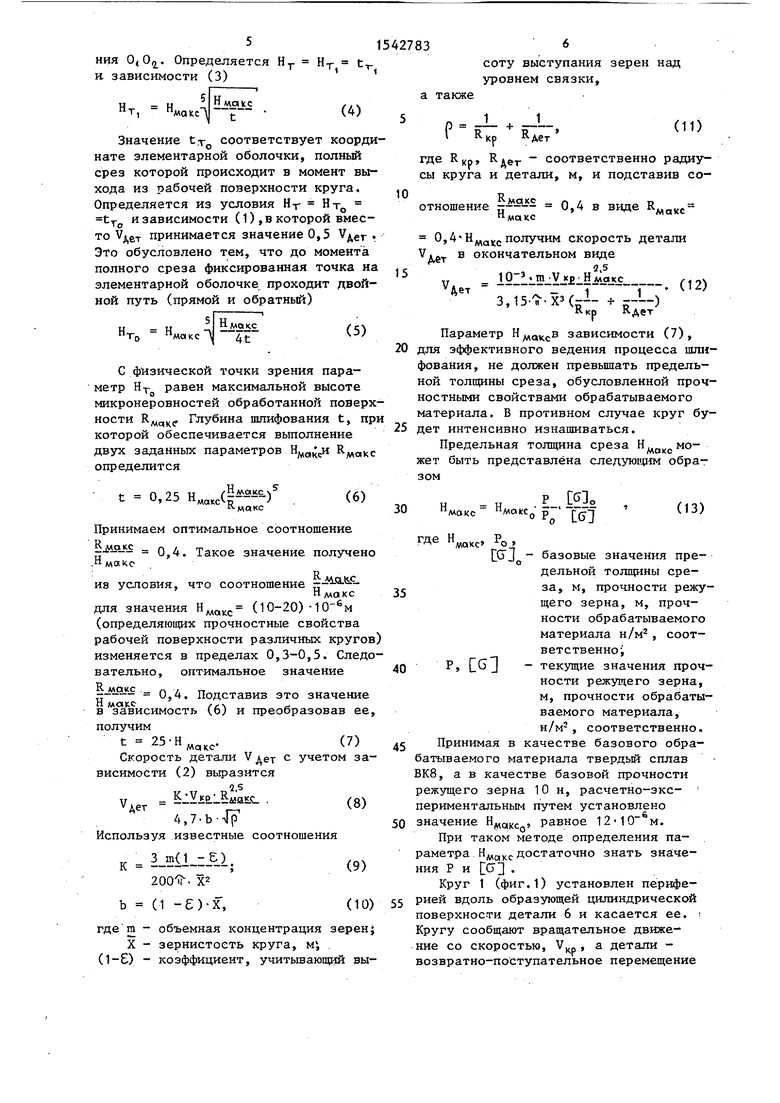
Изобретение относится к машиностроению и может быть использовано при шлифовании цилиндрических деталей, а также твердосплавных многолезвийных инструментов. Цель изобретения - повышение эффективности шлифования путем максимального использования прочностных свойств рабочей поверхности круга при заданной шероховатости обработки. Для этого шлифование ведут кругом из синтетического сверхтвердого материала. Детали сообщают вращение и возвратно-поступательное перемещение со скоростью продольной подачи, равной 0,5-0,9 высоты круга, а скорость вращения детали и глубину шлифования определяют по математическим зависимостям, приведенным в описании изобретения. 2 ил.
0,25 Н
.
М01КС з7
Лп
макс
(6)
Принимаем оптимальное соотношение
0,4. Такое значение получено
KjyujKC
н
маке
R,
из условия, что соотношение --44й- Ј.
Н макс
для значения Нмау (10-20) -10
- 6
м
(определяющих прочностные свойства рабочей поверхности различных кругов) изменяется в пределах 0,3-0,5. Следовательно, оптимальное значение
о,4. Подставив это значение
Н макс- ,..-. .
в зависимость (6) и преобразовав ее,
получим
25-Н
Скорость детали V дет висимости (2) выразится
2,5
5lYЈPl isa LC .
VAer
4,7-Ь-4р Используя известные соо
L.
X2
(1 -Ј)-х,
(9)
(10) 55
где га - объемная концентрация зерен;
X - зернистость круга, м; (1-Е) - коэффициент, учитывающий вы
Нмакс Нмакс0 JT
iЈU
та
(13)
5
0
5
0
5
где
макс о
КгЗ р, G базовые значения предельной толщины среза, м, прочности режущего зерна, м, прочности обрабатываемого материала н/м2, соответственно i
текущие значения прочности режущего зерна, м, прочности обрабатываемого материала, н/м2, соответственно. Принимая в качестве базового обрабатываемого материала твердый сплав ВК8, а в качестве базовой прочности режущего зерна 10 н, расчетно-экс- периментальным путем установлено значение Нмакс , равное 12-10 м.
При таком методе определения параметра HWaKCдостаточно знать значения Р и (JJ .
Круг 1 (фиг.1) установлен периферией вдоль образующей цилиндрической поверхности детали 6 и касается ее. Кругу сообщают вращательное движение со скоростью, VK., а детали - возвратно-поступательное перемещение
со скоростью продольной подачи, равной 0,5-0,9 высоты круга, и вращательное движение со скоростью , определяемой в соответствии с зависимостью (12). Съем припуска осуществляется с глубиной шлифования t, определяемой зависимостью (7)„
В предложенном способе глубинного шлифования возможно использование известных способов электроэрозионной и электрохимической правки кругов из СТМ на токопроводящей связке.
Пример расчета параметров t и ет для круглоге наружного шлифования многолезвийных инструментов, оснащенных твердым сплавом ВК8, алмазным кругом 1А1 300x25 АС 6 2SO/200 - 100% - МВ1. Диаметр обработки - 0,1 м, скорость круга Vkp 30 м/с. Предельная толщина среза для таких условий шлифования в соответствии с зависимостью (13), равна 12-10 6м.
Тогда t 25-12- 10 300 О 0 м
Дет
0,1 м/с.
Формула изобретения
Способ глубинного шлифования кругом из синтетического сверхтвердого
материала, при котором вращающейся детали сообщают возвратно-поступательное перемещение относительно круга со скоростью продольной подачи, равной 0,5-0,9 высоты круга, отличающийся тем, что, с целью повышения эффективности шлифования путем максимального использования прочностных свойств рабочей поверхности круга при обеспечении минимально возможной высоты микронеровностей обработанной поверхности, скорость вращения детали и глубину шлифования определяют соответственно по формулам
2,5
u - iQ Li™iYjse.u5.Majcc
V -«- .ж- vm-
Дет
3,15ff X(- f
R.
1 чО,5
о
5
t 25 Н r«e H aкета - X VK :Р
R
Дет
R Кр и R
Дет
0
t макс
предельная толщина среза, м ;
объемная концентрация зерен;
зернистость круга, м, скорость круга9 м/с., соответственно радиусы круга и детали, мЈ глубина шлифования, м.
Фи.г
| Новиков Ф.В | |||
| и др | |||
| Некоторые предпосылки разработки физической модели алмазного шлифования | |||
| Резание и инструмент | |||
| Вып | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
