Фиг.
Изобретение относится к машиностроению и может быть использовано при алмазно-абразивной обработке различных цилиндрических деталей.
Цель изобретения - повышение производительности обработки при одновременном снижении износа круга путем значительного уменьшения глубины шлифования, приходящейся на один обо- Q рот детали, и суммарной мгновенной площади среза всеми зернами, находящимися одновременно в контакте с обрабатываемым материалом,
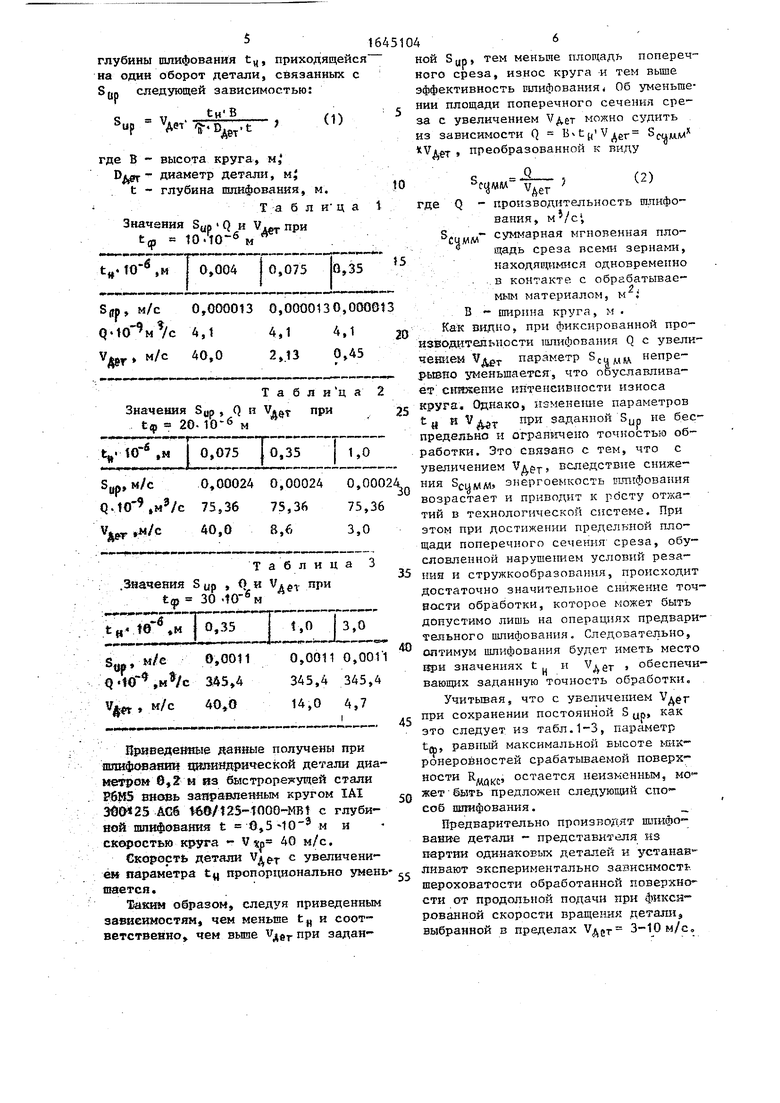
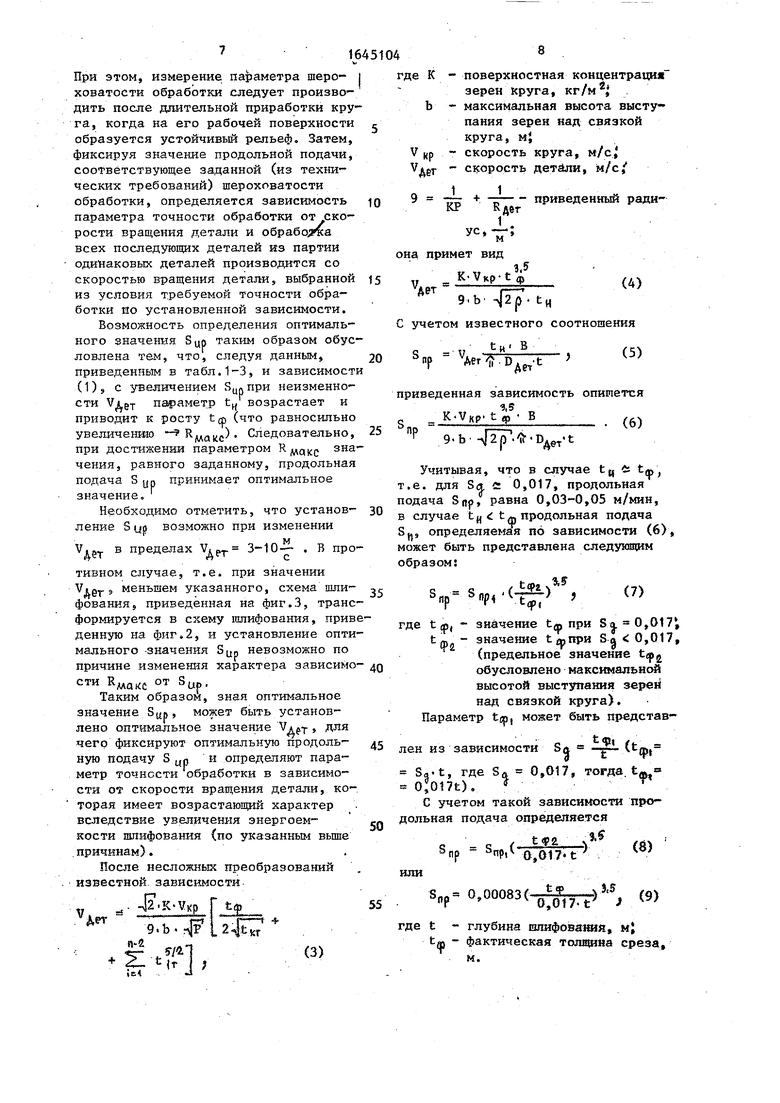
На фиг. 1 показана схема обработ- |5 ки на фиг. 2 - расчетная схема шлифования для случая, когда глубина шлифования, приходящаяся на оборот детали, значительно выше максимальной глубины внедрения металла в рабо- 20 чую поверхность круга; на фиг, 3 - расчетная схема для случая, когда глубина шлифования, приходящаяся на один оборот детали t, меньше максимальной глубины внедрения металла 25
1645104
при такой схеме шлифования не успевает срезаться зернами круга за один; оборот детали и поэтому они форми- ,. руют слой шероховатости обработан- ной поверхности, который полностью удаляется при втором обороте детали.
В
случае, когда Сц t, закономерности среза оболочек принципиально изменяются Полный срез оболочек происходит в результате большого числа контактов их с режущими зернами, т.е. полный сре-з фиксированной оболочки происходит через определенное число оборотов детали, определяемое соотношением {:ф/1:ц. Максимальную глубину внедрения в рабочую поверхность круга в этом случае имеет не периферийная, а промежуточная оболочка. Линия полного съема металла, определяющая границу полного среза оболочек, что соответствует границе -завершения диспергирования режущими зернами металла, подводимого в зону резания, становится симметричной относительно осевой плоскости шлифования, соединяющей центры круга и цилиндрической детали. Съем припуска по такой схеме шлифования имеет ряд особенностей, выгодно отличающих ее от схемы шлифования с t Это связано прежде всего с изменением условий работы зерен. Единичный срез происходит не по свежев рабочую поверхность круга t
ФНа фиг.1-3 обозначены осевая плоскость 1 шлифования, соединяющая центры круга и детали, линия 2 полного- съема металла, уровень 3 вершин максимально выступающих зерен над связкой кругаi элементарные оболочки 4, которыми условно представлен снимаемый припуск, обрабатываемая деталь 5.
В данной расчетной схеме шлифования снимаемый припуск представлен пакетом элементарных цилиндрических оболочек, что весьма удобно при анализе процесса шлифования. Исходя из приведенной схемы шлифования, соотношение параметров
ьсри
-И
оказывает существенное влияние на закономерности съема металла и формообразование поверхностей при шлифовании . Б случае когда t , т.е. для первого случая, срез оболочек происходит за один оборот детали. Максимальную глубину внедрения в рабочую поверхность круга имеет периферийная оболочка. Все оболочки, расположенные ближе к центру детали, срезаются зернами круга при меньшей глубине их внедрения в рабочую поверхность круга, что обусловлено различными углами,входа оболочек в рабочую поверхность круга. Чем больше угол входа, тем больше параметр и наоборот. Незначительная часть оболочек
5
В
0
5
случае, когда Сц t, закономерности среза оболочек принципиально изменяются Полный срез оболочек происходит в результате большого числа контактов их с режущими зернами, т.е. полный сре-з фиксированной оболочки происходит через определенное число оборотов детали, определяемое соотношением {:ф/1:ц. Максимальную глубину внедрения в рабочую поверхность круга в этом случае имеет не периферийная, а промежуточная оболочка. Линия полного съема металла, определяющая границу полного среза оболочек, что соответствует границе -завершения диспергирования режущими зернами металла, подводимого в зону резания, становится симметричной относительно осевой плоскости шлифования, соединяющей центры круга и цилиндрической детали. Съем припуска по такой схеме шлифования имеет ряд особенностей, выгодно отличающих ее от схемы шлифования с t Это связано прежде всего с изменением условий работы зерен. Единичный срез происходит не по свеже0
му металлу, а по ранее образованной канавке ч, что приводит к снижению площади единичного среза и соответственно уменьшению нагрузки, действующей на зерно, и износа круга в целом. При этом эффект снижения износа зерен имеет место без уменьшения производительности шлифования, поскольку объем металла, с снимаемый отдельным зерном, остается прежним, происходит лишь перераспределение соотношения между длиной среза и площадью поперечного среза - последний параметр уменьшается, а первый пропорционально возрастает. Об -этом свидетельствуют результаты, приведенные в табл«Л-3, согласно которым при заданной максимальной глубине внедрения металла в рабочую поверхность круга tm продольная подача 5Цр, а следовательно, и производительность шлифования Q, остаются неизменными независимо к от соотношения скорости детали дет и
0
5
глубины шлифования t4, приходящейся на один оборот детали, связанных с S(,p следующей зависимостью:
возрастает и приводит к гбсту отжа- тий в технологической системе. При этом при достижении предельной площади поперечного сечения среза, обусловленной нарушением условий резания и стружкообразовпння, происходит достаточно значительное снижение точ ности обработки, которое кожет быть допустимо лишь на операциях предвари тельного шлифования. Следовательно, олтимум шлифования будет иметь место ври значениях t и дет , обеспечи вающих заданную точность обработки. Учитывая, что с увеличением Удег при сохранении постоянной S цл, как это следует из табл.1-3, параметр tjj), равный максимальной высоте мнк- ронеровностей срабатываемой поверх ности , остается неизменным, мо- сп жет быть предложен следующий спо соб шлифования.
Предварительно производят шлифование детали - представителя из партии одинаковых детален и устанавПриведенные данные получены при шлифовании цилиндрической детали диаметром 8,2 м из быстрорежущей стали Р6К5 вновь заправленным кругом IAI АС6 ШВ/Ш-f 000-MB t с глубиной шлифования t в, 5 м и скоростью круга - V % 40 м/с.
Скорость детали V с увеличени- ettt параметра tw пропорционально умень- 55 пивают экспериментально зависимость юаетсп. шероховатости обработанной поверхноХаким образом, следуя приведенным сти от продольной подачи при фикся зависимостям, чем меньше tH и соот- рованной скорости вращения петали9 ветственно чем выше дег при задан- выбранной в пределах VЈgT 3-10 м/с.
где
)
(2)
мм
ной Sup, тем меньше площадь поперечного среза, износ круга и тем выше эффективность шлифования Об уменьшении площади поперечного сечения сре за с увеличением Удет можно судить из зависимости Q S, V«eT , преобразованной к виду
с J
ЬС(М«А- уАет
Q - производительность шлифования, ,
суммарная мгновенная площадь среза всеми зернами, находящимися одновременно в контакте с обргбатывае- мым материалом, м . В - ширина круга, м . Как видно, при фиксированной производительности шлифования Q с увеличением параметр ScyMW непрерывно уменьшается, что обуславливает снижение интенсивности износа круга. Однако, исменение параметров ta и при заданной SUp не беспредельно и ограничено точностью обработки. Это связано с тем, что с увеличением вследствие снижения S,
сумм
энергоемкость шлифования
возрастает и приводит к гбсту отжа- тий в технологической системе. При этом при достижении предельной площади поперечного сечения среза, обусловленной нарушением условий резания и стружкообразовпння, происходит достаточно значительное снижение точности обработки, которое кожет быть допустимо лишь на операциях предварительного шлифования. Следовательно, олтимум шлифования будет иметь место ври значениях t и дет , обеспечивающих заданную точность обработки. Учитывая, что с увеличением Удег при сохранении постоянной S цл, как это следует из табл.1-3, параметр tjj), равный максимальной высоте мнк- ронеровностей срабатываемой поверх ности , остается неизменным, мо- п жет быть предложен следующий спо соб шлифования.
Предварительно производят шлифование детали - представителя из партии одинаковых детален и устанав5 пивают экспериментально зависимость шероховатости обработанной поверхно
При этом, измерение параметра шеро- ховатости обработки следует производить после длительной приработки круга, когда на его рабочей поверхности образуется устойчивый рельеф. Затем, фиксируя значение продольной подачи, соответствующее заданной (из технических требований) шероховатости обработки, определяется зависимость параметра точности обработки от скорости вращения детали и обработка всех последующих детапей из партии одинаковых деталей производится со скоростью вращения детали, выбранной из условия требуемой точности обработки со установленной зависимости.
Возможность определения оптимального значения Sun таким образом обусловлена тем, что, следуя данным, приведенным в табл.1-3, и зависимост
(1), с увеличением $,,лпри неизменно„ Р
сти ет параметр t возрастает и
приводит к росту ten (что равносильно увеличению КдАаис) Следовательно, при достижении параметром Кддакс зна чения, равного заданному, продольная подача S Up принимает оптимальное значение,
Необходимо отметить, что установ- ление S ур возможно при изменении
AW
в пределах V.
3-10.2.
с
В пр
vAPT
тивном случае, т.е. при значении э меньшем указанного, схема шлифования , приведенная на фиг.3, транформируется в схему шлифования, приденную на фиг.2, и установление оптмального значения SUn невозможно по причине изменения характера зависим
сти кмокс от supТаким образом, зная оптимальное
значение SUp, может быть установлено оптимальное значение , для чего фиксируют оптимальную продольную подачу S цр и определяют параметр точности обработки в зависимости от скорости вращения детали, которая имеет возрастающий характер вследствие увеличения энергоемкости шлифования (по указанным выше причинам).
После несложных преобразований известной зависимости
42.K-VKO
V
УЛет
п-2
Z
9.Ь. $
У/4 t,r
3
(3)
V
b кр
A&r
a - L
KP
де К - поверхностная концентрация зерен круга, кг/м2 максимальная высота высту- пания зерен над связкой круга, Mj
скорость круга, M/cJ скорость детали,
1
Кдег
- приведенный радим
она примет вид
K-VKp-t3/
V,
Дет
9.Ь
2р
5„„ V,
учетом известного соотношения tn« В
DAeVt
)
(5)
приведенная
лр
зависимость опишется
K-VRP- В
9-Ь -sjTjbft-D t Учитывая, что в случае ti
(6)
Ј t,
и - -(pi
т.е. для S a. a 0,017, продольная
подача Snp, равна 0,03-0,05 м/мин, в случае продольная подача S, определяемая по зависимости (6 может быть представлена следующим образом;
5
Q
(7)
где
, 2
значение tm при 5а 0,017 t значение tmtipH Sa 0,017, (предельное значение tq обусловлено максимальной высотой выступания зерен1 над связкой круга). Параметр tap, может быть представ t(U 3 Т
5 лен из зависимости SA
(t
Sg.t, где Sa 0,017, тогда t 0,017t).
фГ
С учетом такой зависимости про дольная подача определяется
пр
snp,
..
a,
ъ$
(8)
или
5
где
«рt t« 0,00083(t«Ј
0,017-1
J,5
(9)
глубина шлифования, Mj фактическая толщина среза, м.
Из формулы (2) скорость детали
Дет
равна
vAer
м/с
5
6
10 8
15
10
20 18
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования цилиндрической детали | 1987 |
|
SU1542782A1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| Способ глубинного шлифования | 1987 |
|
SU1542783A1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ круглого продольного шлифования | 1987 |
|
SU1539046A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
Изобретение относится к машино 2 строению и может быть использовано при алмазно-абразивной обработке различных цилиндрических деталей. Целью изобретения является повышение производительности обработки при одновременном снижении износа круга путем значительного уменьшения глубины шлифования. Кругу 6 из синтетических сверхтвердых материалов сообщают вращение со скоростью VKA, a цилиндрической детали 5 - вращение со скоростью Чети продольную подачу пр - VAer и ор определяют по приведенным в описании расчетным формулам в зависимости от диаметра детали, глубины шлифования и фактической толщины среза. 3 табл., 3 ил. с Ј
Дет
S с
МЛА
(10)
10
15
С учетом Q и Вд -Snp- t, зависимость (1) примет вид
V., РЛет- Snp- t (11) Аег
Значения продольной подачи Sn«B приведенной зависимости следует принимать больше значений 0,03-0,05 м/мин, обеспечивая при этом соблюдение условия 0,017.
Предельное значение 3СцМЛЛ определяется расчетно-экспериментальным путем, для чего устанавливается экспериментальная зависимость точности обработки Д (отжатий в технологиче- 20 ской системе) от скорости детали и определяется точка на зависимости, в которой начинается интенсивный рост величины отжатий.
Определение зависимости параметра точности обработки Д от скорости вращения детали дег производится следующим образом. При постоянных значениях ,5-10-3ми Snp 0,002 м/с задается конкретное значение и производится съем припуска за один продольный проход круга. Замеряется фактический диаметр обработанной детали D л и определяется параметр точности обработки U по зависимости 35
25
30
Д(Бф- )„) ,
(12)
D.. - номинальный диаметр обра
ботанной детали, полученный40 вен 4010 м.
Учитывая, чт выступания зере (из условий про ния) составляет т.е. 40-10 м,
из расчета съема всего припуска за один продольный ход круга без учета деформаций (отжатий) в технологической системе.
&ля другого значения устанавливается пересчетом DH и измеряется D ф после одного продольного хода круга с той же глубиной шлифования, Половина разности диаметра дает но- вое значение U. и т.д.
Зависимость Д от Удет определялась в-диапазоне изменения VieT 5- 20 м/с. Для этого производились измерения Вф и устанавливались значения D H для Удет 5, 10, 15, 20 м/с. Ниже приведены полученные значения
Как следует из приведенных выше данных, требуемая точность обработки, равная Д м достигается при Удвт 15 м/с.
Следовательно, предельное значение 8Сц ум достигается при V.eT 15 м/с. Для определения предельного значения SC(,MM можно восполь- зовать зависимость (11), представив ее в виде
с 1Г-Рдет-5ПР1 t aCUMMV
э vAet Подставляя в зависимость (13)
(13)
значения D.er 0,2 t 0,5-10- м , чают
S,,..,„ 42. 10
м, Sn 0,002м/с,
Удет 15 м/с, полу
-Э
м
сумлг
С учетом полученного значения счмм зависимость (11) принимает
ВИД
7,5-10
,Т,
DAer snp
(14)
вен 4010 м.
Пример. Производилась обработка цилиндрической детали диаметром 0,05 м из Р6М5 кругом |А| 300 х25 АС6 160/125-100%-МВ1 с глубиной шлифования t 0, м и скоростью круга - УПя 40 м/с.
Учитывая, что максимальная высота выступания зерен над связкой круга (из условий прочности алмазоудержа- ния) составляет 0,3 размера зерна, т.е. 40-10 м, параметр будет ра
Тогда
Snn 11,25 м/мин. Скорость детали равна
Удет 337 м/с. Формула изобретения
Способ шлифования кругом из синтетических сверхтвердых материалов, при котором цилиндрической детали сообщают вращательное, возвратно-поступательное движения и продольную подачу, а съем припуска производят по крайней мере за один проход, отличающийся тем, чтов с целью повышеяия производительности обработки при одновременном снижении из- носа круга, продольную подачу Sfip
и скорость вращения детали VIPT определяют соответственно по формулам
snp о.ооовзиф/о.оп-о ;5
VAfir 7,5-Ю7. Пдеу Sflp t, /
.2
где диаметр детали, MJ
t - глубина шлифования, м; t{ - фактическая толгдана среза; м.
| Захаренко И.П | |||
| Алмазные инструменты и процессы обработки | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
