Изобретение относится к металлургии, в частности к непрерывному литью металлов, и может быть использовано для регулирования скорости вытягивания слитка и скорости заведения затравки в кристаллизатор на машинах непрерывного литья заготовок.
Целью изобретения является повышение выхода годных заготовок за счет повышения стабильности процесса при передаче управления вытягиванием слитка и повышение надежности в работе системы.
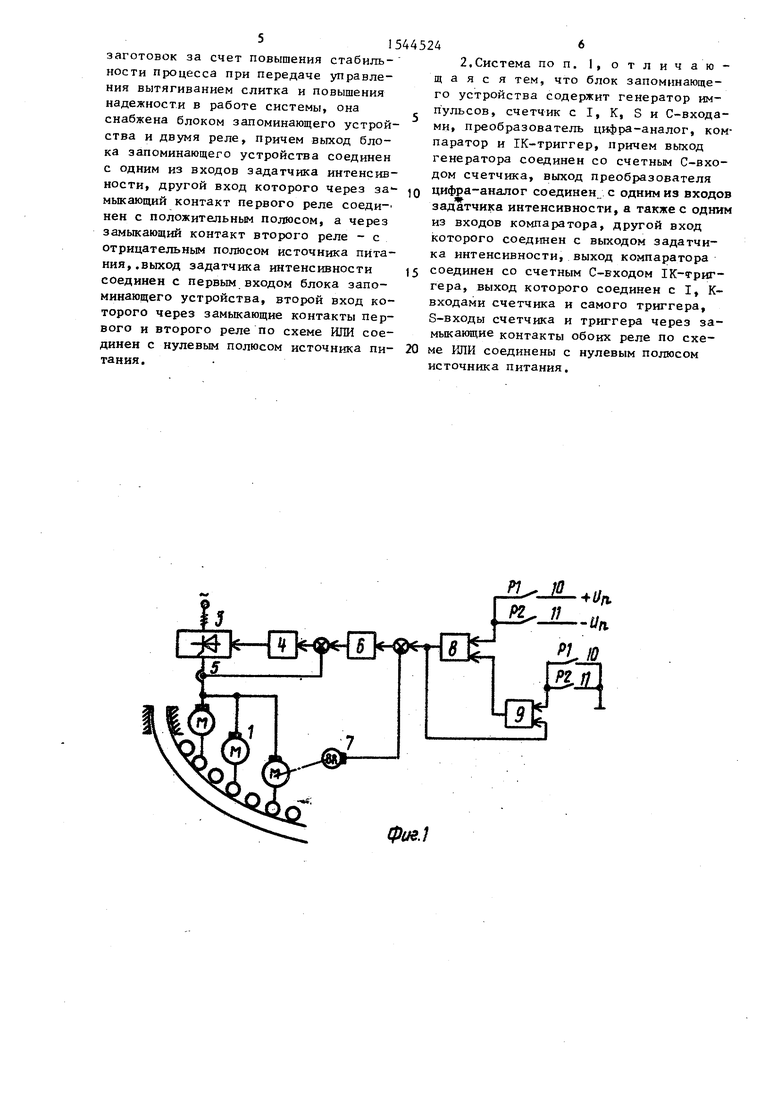
Ь а фиг. 1 представлена блок-схема системы автоматического регулирования скорости вытягивания слитка на машине
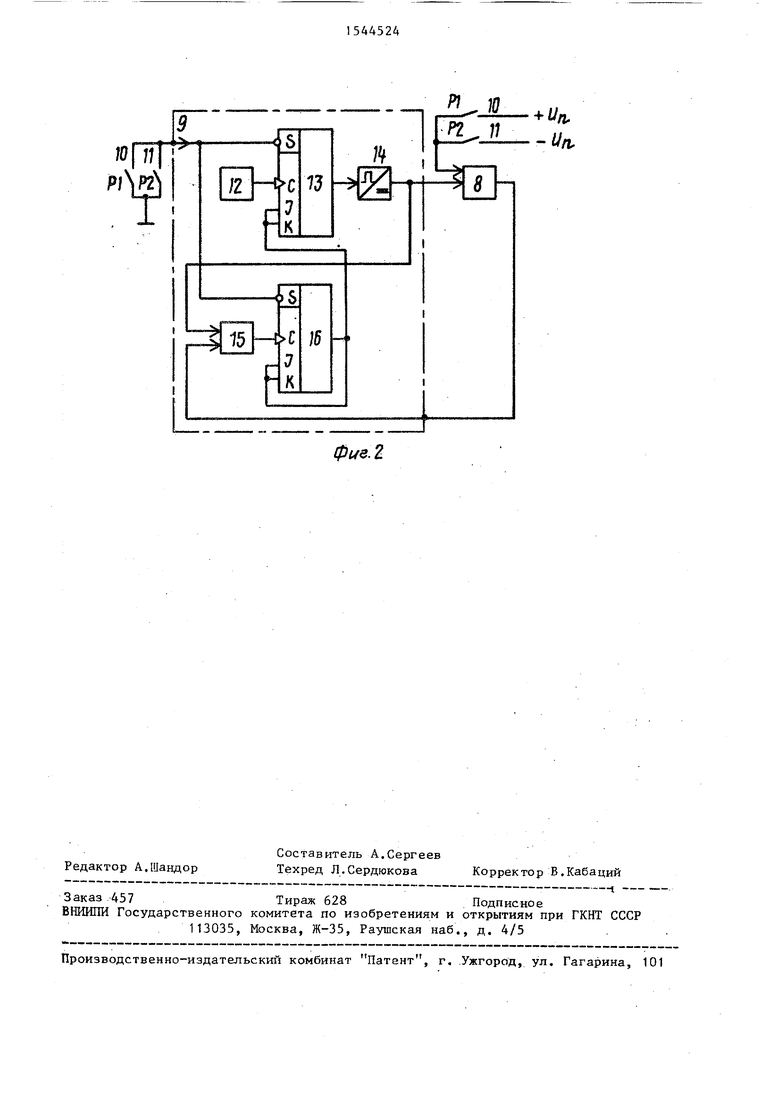
непрерывного литья заготовок; на фиг. 2 - структурная схема блока запоминающего устройства.
Система автоматического управления содержит двигатель 1 вращения тянущих роликов 2, регулируемый источник 3 питания двигателя, систему подчиненного регулирования с регулятором 4 и датчиком 5 тока, регулятором 6 и датчиком 7 скорости, эадатчиком 8 интенсивности, а также блок 9 запоминающего устройства и два реле 10 Р1 и II Р2.
Блок 9 запоминающего устройства (фиг. 2) содержит генератор 12 импульсов, счетчик 13 с I, К, S и С(
ел
4Ь
Ј
te
входами, преобразователь 14 цифра- аналог, компаратор 15 и триггер 16, причем выход генератора 12 соединен со счетным С-входом счетчика 13, выход которого соединен с входом преобразователя 14 цифра-аналог, выход которого является выходом блока и соединен с входом задатчика 8 интенсивности, а также с входом компаратора 15, другой вход которого является первым входом блока и соединен с выходом задатчика 8 интенсивности, выход компаратора 15 соединен со счетным С-входом триггера 16, выход которого соединей с IK- входами счетчика 13 и триггера 16, S-входы счетчика 13 и триггера 16 соединены с вторым входом блока и через замыкающие контакты реле 10 Р1 и 11 Р2 по схеме ИЛИ соединены с нулевым потенциалом источника питания.
Система работает следующим образом При заполнении кристаллизатора жидким металлом до нужного уровня оператор-разливщик с рабочего места включает реле 10 Р1, которое своими замыкающими контактами подключает вход эа- датчика 8 интенсивности к положитель- 1ному потенциалу источника питания, а S-входы счетчика 13 триггера 16 - к нулевому потенциалу источника питания. При этом на выходе задатчика 8 интенсивности с темпом, определяемым его параметрами, нарастает напряжение задания скорости вытягивания не- арерывно-литого слитка, а напряжение па выходе преобразователя 14 цифра- аналог равно нулю.
При достижении заданной скорости вытягивания оператор-разливщик отключает реле 10 Р1, его контакты размыкаются, начинается счет импульсов, поступающих с генератора 12 высокой частоты на С-вхОд счетчика 13, и на выходе преобразователя 14 цифра-аналог увеличивается напряжение. Когда о-но сравняется с напряжением на выходе задатчика 8 интенсивности, срабатывает компаратор 15, с выхода которого сигнал поступает на счетный С-вход триггера 16. На выходе триггера 16 появляется сигнал логической l, поступающий на IK-входы счетчика 13 и самого триггера 16. Счет импульсов с генератора 12 в счетчике 13 прекращается, на выходе счетчика 13 и преобразователя 14 цифра-аналог сох раняется соответственно число и напря
5
0
5
0
5
0
5
0
5
жение на выходе преобразователя 14 цифра-аналог и на выходе задатчика 8 интенсивности сохраняется неизменньм до включения реле 10 PI или 11 Р2.
В случае необходимости увеличить (уменьшить) скорость вытягивания непрерывно-литого слитка оператором- разливщиком или оператором с главного поста управления включается реле 10 Р1 (или реле 11 Р2). При этом через его замыкающие контакты вход задатчика 8 интенсивности подключается к положительному (отрицательному) потенциалу источника питания, а S-входы счетчика 13 и треггера 16 соединя - ются с нулевым потенциалом и происходит обнуление счетчика 13 и переключение триггера 16 в исходное состояние .
На выходе задатчика 8 интенсивности увеличивается (уменьшается) напряжения скорости вытягивания. Этот процесс идет до момента отключения реле 10 Р1 (реле И Р2), после чего начинается счет импульсов, поступающих с выхода генератора 12 на С-вход счетчика 13. При этом изменяется напряжение на выходе преобразователя 14 цифра-аналог, которое сравнивается с напряжением задатчика 8 интенсивности на входе компара,тора 15. При равенстве этих напряжений срабатывает компаратор 15 и сигнал с его выхода останавливает счет импульсов в счетчике 13.
Напряжение на выходе преобразова.- теля 14 цифра-аналоп и на выходе эа- датчика 8 интенсивности сохраняется до следующего включения реле 10 PI (или 11 Р2).
Система позволяет при ее использовании на машинах непрерывного литья заготовок, а также на других машинах и агрегатах, где требуется регулирование скорости-с нескольких мест управления, повысить качество изделий, а также стабильность и надежность технологического процесса. Формула изобретен, ия
1. Система автоматического регулирования скорости вытягивания слитка на машине непрерывного литья заготовок, содержащая двигатели в ращения тянущих роликов, источник питания с регулято ром и датчиком тока, регулятором и датчиком скорости и задатчиком интенсивности, отличающаяся тем, что, с целью повышения выхода годных
заготовок за счет повышения стабильности процесса при передаче управления вытягиванием слитка и повышения надежности в работе системы, она снабжена блоком запоминающего устрой ства и двумя реле, причем выход блока запоминающего устройства соединен с одним из входов задатчика интенсив ности, другой вход которого через за мыкающий контакт первого реле соединен с положительным полюсом, а через замыкающий контакт второго реле - с отрицательным полюсом источника питания,.выход задатчика интенсивности соединен с первым входом блока запоминающего устройства, второй вход которого через замыкающие контакты первого и второго реле по схеме ИЛИ соединен с нулевым полюсом источника питания.
445246
2.Система по п. 1, отличающаяся тем, что блок запоминающего устройства содержит генератор импульсов, счетчик с I, К, S и С-входа- ми, преобразователь цифра-аналог, компаратор и IK-триггер, причем выход генератора соединен со счетным С-вхо- дом счетчика, выход преобразователя
Ю цифра-аналог соединен с одним из входов эадатчика интенсивности, а также с одним из входов компаратора, другой вход которого соединен с выходом эадатчика интенсивности, выход компаратора
J5 соединен со счетным С-входом 1К-триг- гера, выход которого соединен с I, K- входами счетчика и самого триггера, S-входы счетчика и триггера через замыкающие контакты обоих реле по схе20 ме ИЛИ соединены с нулевым полюсом источника питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ МЕТАНА И ДРУГИХ ГОРЮЧИХ ГАЗОВ | 1991 |
|
RU2013565C1 |
| Устройство для управления электродвигателем позиционного электропривода | 1985 |
|
SU1307523A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Устройство автоматического управления установкой непрерывной разливки металла | 1981 |
|
SU997965A1 |
| СПОСОБ УПРАВЛЕНИЯ НАСОСНОЙ УСТАНОВКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2095633C1 |
| Устройство для определения токсичности вод | 1990 |
|
SU1746303A2 |
| Устройство для приема слябов машины непрерывного литья заготовок | 1985 |
|
SU1414497A1 |
| Система автоматического регулирования уровня расплава в приемной ванне агрегата непрерывной разливки и прокатки медной катанки | 1985 |
|
SU1252026A1 |
Изобретение относится к металлургии, в частности к непрерывному литью металлов, и может использоваться для регулирования скорости вытягивания слитка и скорости заведения затравки в кристаллизатор на МНЛЗ. Цель - повышение стабильности процесса при подаче управления вытягиванием слитка и повышение надежности в работе системы. Система содержит двигатели вращения тянущих роликов, источник питания с регулятором и датчиком тока, регулятором и датчиком скорости и задатчиком интенсивности и снабжена блоком запоминающего устройства и двумя реле, при этом блок ЗУ соединен с задатчиком интенсивности и источником питания. 1 з.п. ф-лы, 2 ил.
фае.1
фие.2
| Марголин Ш.М | |||
| Модернизация систем автоматизированного электропривода машин непрерывного литья заготовок | |||
| Сборник | |||
| Обзорная информация ин-та Черметинформация, М.: 1978, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Бычков В.П | |||
| Электропривод и автоматизация металлургического производства | |||
| М.: Высшая школа, 1977, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
