ле, а также вторым задатчиком.расхода воды, соединенным с вторым входом четвертого блока сравнения, причем выход блока деления соединен с входом дифференгщрующего блока и вторым входом третьего блока сравнения,- выход которого соединен с третьим входом блока управления, второй выход которого соединен с входом второго усилителя и вторым входом нуль-реле, выход которого соединен с входом первого усилителя.
Изобретение относится к металлургии, а именно к непрерывной разливке металла.
Целью изобретения является повышение качества слитка.
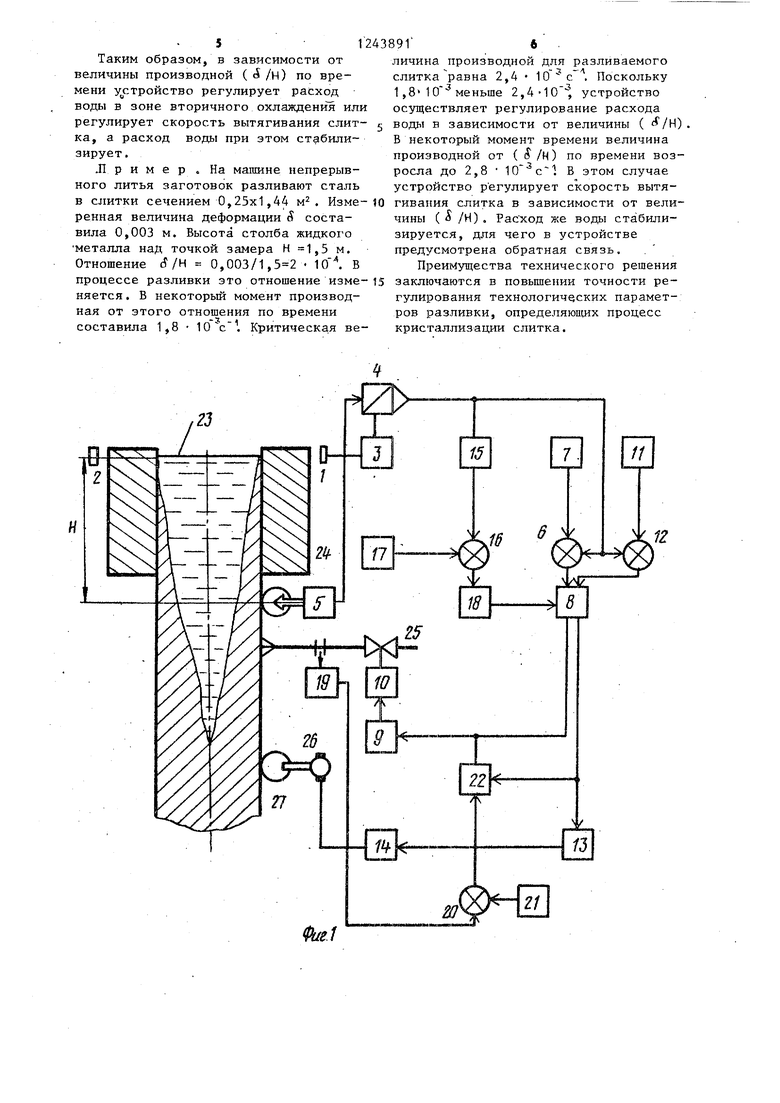
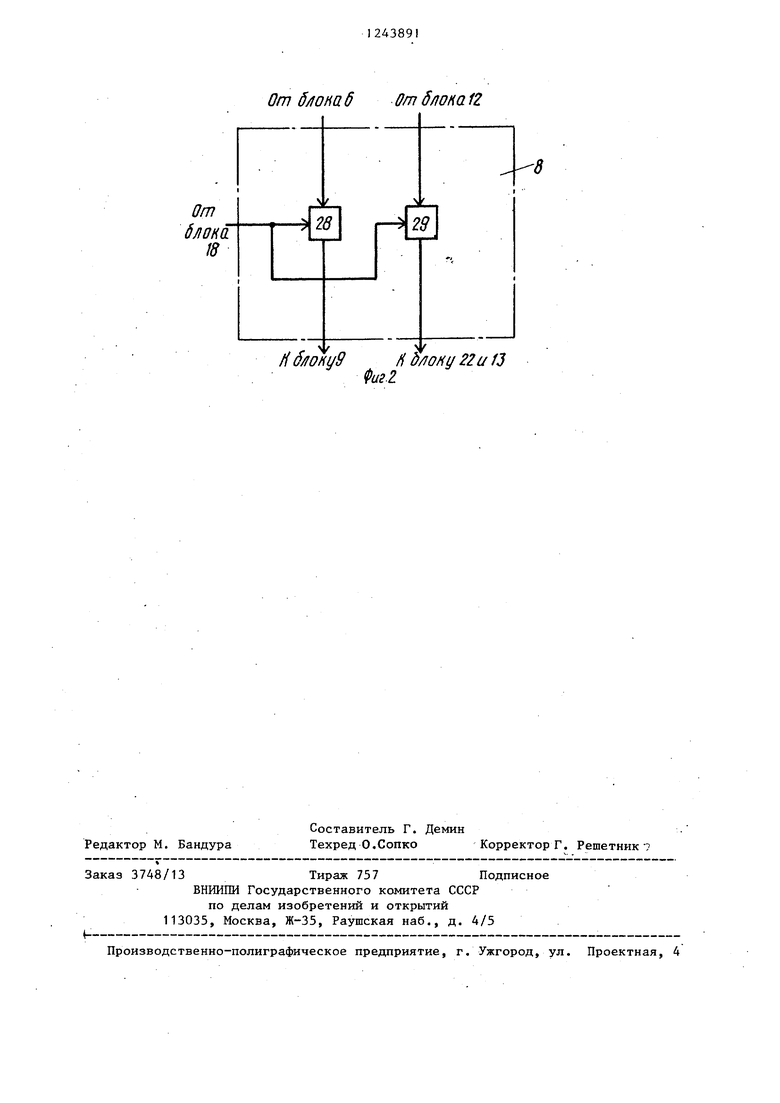
На фиг. 1 приведена функциональная схема устройства, предназначенного для осуществления способа; на фиг. 2 - схема блока управления.
Устройство содержит галогенный счегчик 1, изотопный датчик 2, электронный преобразователь 3, блок 4 деления, измеритель 5 деформации корочки слитка, блок 6 сравнения, задатчик 7 расхода воды, блок 8 управления, усилитель 9, исполнительный механизм 10 регулирования расхода воды, задатчик 11 скорости вытягивания слитка, блок 12 сравнения, усилитель 13, исполнительный механизм 14 изменения скорости вытягивания слитка, дифференцирующий блок 15, блок 16 сравнения, программный задатчик 17, триггер 18 Шмитта, измеритель 19 расхода воды блок 20 сравнения, задатчик 21 рас- хода воды, нуль-реле 22, уровень 23 металла в кристаллизаторе 24, регу- лируюпщй подачу воды клапан 25, элект родвигатель 26 вращения ролика 27.
Под действием ферростатического давления столба жидкого металла вы- .сотой Н корочка слитка прогибается на величину
S KpgbhH,
(1)
где К - коэффициент, учитывающий сопротивление корочки слитка
А3891 . .
3, Устройство по п, 2, о т л и - чающееся тем, что блок управ- .ления содержит два нуль-реле, причем выход триггера Шмитта соединен с первыми входами первого и второго нуль- реле, выход первого блока сравнения соединен с вторым входом первого нуль-реле, выход которого соединен с входом первого усилителя, выход третьего блока сравнения соединен свторым входом второго нуль-реле, выход которого соединен с входом второгоусилителя,
деформации (зависит от толщины корочки), м/Н;
Р - плотность жидкого металлаj кг/м ;
g - ускорение свободного падения, м/е2;
b - ширина слитка, м;
h - шаг роликов, м. Из (1) получим
- 4 (2)
В правой части (2) переменной является лишь величина К . Следовательно, по величине отношения можно вполне определенно судить о толщине корочки слитка. Увеличение отношения свидетельствует о росте корочки, а уменьшение - о снижении ее толщины. Стабильное поддержание толщины корочки слитка во многом определяет качество готовой заготовки. Таким образом, для стабилизации корочки слитка при возрастании отношения следует уменьшить расход воды, а при снижении - увеличить. Однако в практике непрерывной разливки металла часто имеет место такое резкое уменьшение толщины корочки (например, из-за падения уровня металла в кристаллизаторе вследствие использования некачественного шлака и т.п.), которое увеличением расхода воды не компенсировалось. Существенное уменьшение толщи- ны корочки ведет к заметному ухудшению качества металла, а в ряде случаев может быть причиной аварий.
Для установления предела возможности управления путем изменения расхода воды необходимо определить производную от левой части уравнения (2) по времени. Анализ напряженно- деформированного состояния слитков показал, что критическая величина производной лежит в диапазоне (2-5) причем большее значение соответствует более крупным слиткам. Поскольку после превышения производной заданного значения возможности управления охлаждающей водой исчерпаны, расход воды застабилизируется на максимуме. В этом случае повлиять на толщину корочки можно лишь путем {изменения скорости вытягивания слит- JKa, причем при возрастании отношения скорость вытягивания следует умень- шать, а при снижении - увеличивать.
20
25
30
Устройство работает следующим образом.
Интенсивность импульсов, поступающих на галогенный счетчик 1 от датчика 2 излучения, изменяется в зависимости от уровня.23 металла в крис таллизаторе 24, т.е. интенсивность импульсов зависит от высоты Н столба жидкого металла. В соответствии с изменением интенсивности импульсов электронный преобразователь 3 выделяет электрический сигнал, который поступает на первый вход блока 4 деления. На второй вход этого блока подается сигнал, который формирует измеритель 5 деформации корочки слитка. На выходе блока 4 вырабатывается управляющий 5 сигнал. Этот сигнал в блоке 6 сравнения сравнивается с сигналом, вырабатываемым задатчиком 7 расхода воды и поступает на вход блока 8 управления. Кроме того, управляющий сигнал с ка 4 поступает в блок 12 сравнения, где сравнивается с сигналом, поступающим с задатчика 11 скорости вытяги- .вания слитка, и далее поступает на второй вход блока 8. Тот же сигнал с 5 блока 4 поступает на вход дифференцирующего блока 15, где вырабатывается сигнал, пропорциональный значению -производной от ( ) по времени, и передает его на вход блока 16 срав- 50 нения, который сравнивает, его с сигналом, поступающим с программного задатчика 17.
Сигнал, пропорциональный разности этих сигналов, поступает на вход триг55 гера 18 Шмитта, который вырабатывает сигнал, управляющий блоком 8. Таким образом, в зависимости от наличия
5 0 5
0
5
или отсутствия управляющего сигнала, блок 8 беспрепятственно пропускает сигнал с блока 6 сравнения на усилитель 9 или сигнал с блока 12 сравнения на усилитель 13 и нуль-реле 22, Усилитель 9 усиливает поступивший сигн ал до мощности, необходимой для управления исполнительным механизмом 10 клапана 25, регулирующего расход охлаждающей воды. Усилитель 13 усиливает поступивший сигнал до мощности, необходимой для управления исполнительным механизмом 14 электродвигателя 26, изменяющего частоту вращения тянущего ролика 27.
Сигнал, которьш формирует измеритель 19 расхода воды, в блоке 20 сравнения сравнивается с сигналом, поступившим с задатчика 21 расхода воды, и передается на вход нуль-реле 22. При наличии здесь управляющего сигна- .ла, поступившего с блока 12 сравне- ния через блок 8 управления, нуль-реле 22 беспрепятственно пропускает сигнал с блока 20 сравнения на вход yci-шителя 9 и далее на исполнительный механизм 10. При этом на усилитель 9 сигнал с блока 6 сравнения череЗ блок 8 не поступает.
Блок 8 управления содержит два нуль-реле 28 и 29 (фиг. 2), причем выход триггера 18 Шмитта соединен с входом нуль-реле 28 и входом нуль-ре- ле 29. Второй вход нуль-реле 28 соединен с выходом блока 6 сравнения, а его выход соединен с входом усилителя 9. Второй вход нуль-реле 29 соеди-. нен с выходом блока 12 сравнения, а его выход соединен с входами усилителя 13 и нуль-реле 22.
Блок 8 работает следующим образом. Управляющий сигнал с триггера 18 Шмитта поступает на входы нуль-реле 28 и нуль-реле 29. При наличии этого сигнала сигнал с блока 12 сравнения беспрепятственно проходит через нуль- реле 29 и поступает на вход усилителя 13 и вход нуль-реле 22. В то же время сигнал на выходе нуль-реле 28 отсутствует. В другой момент времени на первые входы нуль-реле 28 и 29 управляющий сигнал с триггера 18 , Шмитта не поступает. Тогда сигнал с блока 6 сравнения беспрепятственно поступит через нуль-реле 28 на вход усилителя 7.
В то же время на выходе нуль-реле 29 сигнал будет отсутствовать.
Таким образом, в зависимости от величины производной ( t$ /н) по времени у г-тройство регулирует расход воды в зоне вторичного охлаждени я или регулирует скорость вытягивания слит- ка, а расход воды при этом стабилизирует.
.Пример. На машине непрерывного литья заготовок разливают сталь в слитки сечением 0,25x1,44 м. Измеренная величина деформации iS составила 0,003 м. Высота столба жидкого Металла над точкой замера Н 1,5 м. Отношение 0,003/1, 10 В процессе разливки это отношение изменяется. В некоторый момент производная от этого отношения по времени составила 1,8 10 c l Критическа я величина производной для разливаемого слитка Нравна 2,4 Поскольку 1,8 10 меньше 2,4-10, устройство осуществляет регулирование расхода воды в зависимости от величины ( /Н) В не соторый момент времени величина производной от ( (/Н) по времени возросла до 2,8 В этом случае устройство регулирует скорость вытягивания слитка в зависимости от величины ( S /И). Расход же воды стабилизируется, для чего в устройстве предусмотрена обратная связь.
Преимущества технического решения заключаются в повышении точности регулирования технологических параметров разливки, определяюпщх процесс кристаллизации слитка.
/
От
блоков 18
/f 6/1оку9 fi S/ioMy 22 и 13 Фиг2
Редактор М. Бандура
Составитель Г. Демин
Техред О.Сопко Корректор Г. Решетник 7
Заказ 3748/13Тираж 757Подписное
ВНИИПИ Государственного ко штета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ii
29
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления машиной непрерывного литья заготовок | 1984 |
|
SU1219240A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1447554A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Способ управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1532193A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
1. Способ автоматического управ ления машиной непрерьгоного литья заготовок, включающий измерение деформации оболочки слитка в зоне вторичного охлаждения, а также высоты столба, жидкого металла над точкой, в которой измеряют деформацию, определение отношения величины .деформации к измеренной высоте столба жидкого металла и регулирование расхода воды в зоне вторичного охлаждения в зависимости от этого отношения, отличающийся тем, что, с целью повышения качества слитка, дополнительно определяют производную величины деформации к измеренной высоте столба жидкого металла по времени и при величине производной ниже заданного значения и одновременном ее воз- 1эастании расход воды увеличивают, а ; скорость вытягивания уменьшают, при снижении величины производной расход воды уменьшают, а скорость вытягивания увеличивают, при величине производной вьше заданного зачения расход воды стабилизируют и изменяют скорость вытягивания слитка. . 2. Устройство для автоматического управления машиной непрерывного ли- т;ья заготовок, содержащее изотопный датчик, галогенный счетчик, последовательно соединенные преобразователь, блок деления, первый блок сравнения, блок управления, первый усилитель и исполнительный механизм подачи воды, последовательно соединенные дифференцирующий блок, второй блок сравнения и триггер Шмитта, выход которого соединен с вторым входом блока управления, а также измеритель деформации оболочки слитка, соединенный с вторым входом блока деления, программный задатчик, соединенный с. вторым входом второго блока сравнения, и первый задатчик расхода воды, соединенный с вторым входом первого блока сравнения, отличающееся тем, что, с целью повьш1ения качества слитка, оно снабжено последовательно соединенными задатчиком скорости Вытягивания слитка и третьим блок ом сравнения, последовательно соединенными вторым усилителем и исполнительным механизмом привода вытягивания слитка, последовательно сое- диненньпии измерителем расхода воды, четвертым блоком сравнения и нуль-рес « (Л
| Способ управления тепловым режимом кристаллизатора | 1980 |
|
SU884845A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
