СП Јь
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1985 |
|
SU1260203A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Устройство открывания и закрывания термокамер в линиях с передаточными тележками для изготовления строительных изделий | 1989 |
|
SU1779594A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |


Изобретение относится к строительной индустрии и может быть использовано при производстве плоских строительных изделий в вертикальном положении. Цель изобретения - повышение съема продукции с единицы производственной площади и снижение удельной металлоемкости. Установка содержит подвижные йормы 1, которые могут пе- ремещаться по рельсовым направляющим вдоль технологического оборудования, включающего передаточную тележку 3, оборудование для подготовки форм и формования, платформы с рельсовыми направляющими для подвижных форм. Оборудование для формования выполнено в виде пространственной рамы со iсмонтированными на ней неподвижным щитом 5, разделительными подвижными щитами 6, установленными на жестко закрепленных на раме рельсовых направляющих, и крайним подвижным щитом 7, между которыми зажимаются подвижные Аормы 1. Щиты в верхнем ряду попарно соединены между собой тягами, а в нижнем ряду тягами соединены крайние щиты с ближайшей платформой и платформы между собой. 7 ил„ (Л
,т
т,
т Г-. i
Изобретение относится к области строительной индустрии и может быть использовано при производстве плоских строительных изделий в вертикальном положении.
Целью изобретения является повышение съема продукции с единицы производственной площади и снижение удельной металлоемкости,,
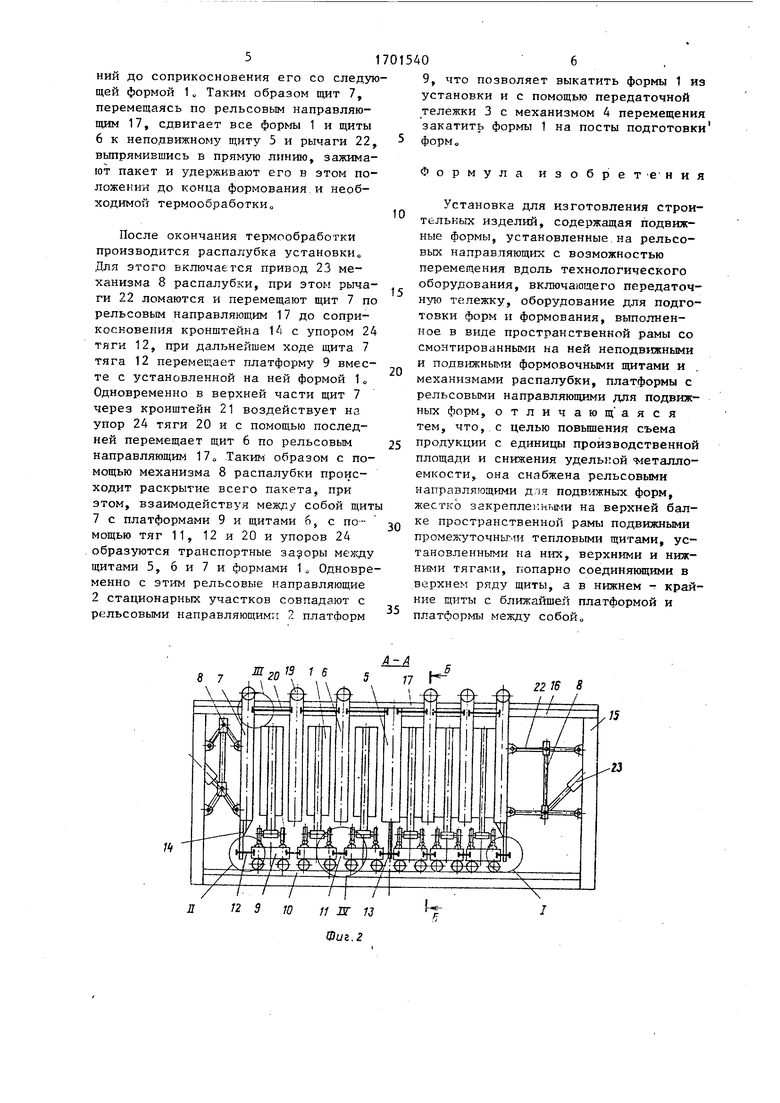
На фиг 1 показан формовочный узел, вид п плане; на фиг„ 2 - разрез А-А на фигс 1; на фиг0 3 - узел I на фиго 2 j на фиг0 4 - узел II на фиг0 2; на фиг0 5 - разрез Б-Б на фиго 2; на фиг„б - узел III настиг 2; на фиг0 7 - узел IV на фиг„ 2„
Установка для изготовления строительных изделий содержит подвижные формы 1 установленные на рельсовых направляющих 2 с возможностью перемещения вдоль технологического оборудования, включающего передаточную тележку 3 с механизмом 4 перемещения форм 1, оборудование для подготовки форм (не показано) и формования„
Оборудование для формования состоит из установленных параллельно неподвижного формовочного щита 5,, раз- делительных подвшхиых формовочных щи тов 6 и крайних подвижных формовочных щитов 7, между которыми с помощью механизма 8 распалубки зажимаются подвижные формы , установленные на платформы 9Э имеющие возможность поперечного перемещения относительно продольной оси оборудования для формования по рельсовым направляющим 10. Платформы 9 соединены между собой регулируемыми тягами 11,,а крайние платформы - регулируемыми тягами 12 с кронштейнами 13 и 14, соответственно жестко закрепленными на неподвижном формовочном щите 5 и на крайних подвижных формовочных щитах 70
По продольным сторонам формовочных щитов 5, 6 и 7 смонтирована пространственная рама 15 содержащая верхние балки 16 с рельсовыми направляющими 17, на которые с помощью кронштейнов 18 и роликов 19 опираются подвижные щиты б и 7„
Подвижные щиты 6 и 7 соединены между собой, а щиты 6 с неподвижным щитом 5-регулируемыми тягами 20, с помощью которых регулируется расстояние между щитами 5 я 6, 6 и б, 6 и 7, необходимое для свободного,
0 5
0 5 0 5
0
5
с достаточными зазорами закатывания и выкатывания подвижных форм 1„
Регулируемые тяги 20 свободно установлены в кронштейнах 21, жестко смонтированных соответственно на кронштейнах 18 щитов б и 7, а также на неподвижной стенке 50
По горцам установки смонтированы механизмы 8 распаггубки, шарнирно установленные с одной стороны на раме 15, а с другой на подвижных щитах 70 Механизм 8 распалубки состоит из ломающихся рычагов 22 и привода 23„ С помощью механизма 8 распалубки производится раскрытие одной части установки (правой или левой) при распалубке, а также сплачивание и удержание пакета при формовании.
На регулируемых тягах 11, 12 и 20 смонтированы упоры 24,, удерживающие платформы 9, щиты 6 и 7 при раскрытой установке в положении, при котором рельсовые направляющие платформы 9 совпадают с рельсовыми направляющими 2 продолженными стационарно, что позволяет закатывать и выкатывать передвижные формы 1 на платформы 9, при этом иметь необходимые транспортные зазоры между формами 1 и щитами 5 6 и 7 (в зависимости от того, между какими щитами находится форма 1) в Установка работает следующим образом.
Подготовленная к формованию форма 1 с помощью передаточной теле-лки 3 доставляется к оборудованию для формования и механизмом 4 перемещения по рельсовым направляющим 2 закаты - вается в свободный отсек на платформу 9, После заполнения формами 1 всех отсеков раскрытой части установки (правая и левая части работают самостоятельно, независимо друг от друга) пакет из подвижных форм 1 и щитов 6 и 7 с помощью механизма 8 сдвигается к неподвижному щиту 5 и зажимает- ся„ При этом включается привод 23 механизма 8 распалубки,который воздействует на ломающиеся рычаги 22„ последние, распрямляясь, перемещают щит 7, который катится роликами 19 по рельсовым направляющим 17 до соприкосновения с формой 1, далее щит 7 сдвигает форму 1, установленную на платформе 9, которая перемещается по рельсовым направляющим 10. Выбрав транспортный зазор между формой 1 и щитом 6S форма 1 сдвигает последний до соприкосновения его со следующей формой 1,, Таким образом щит 7, перемещаясь по рельсовым направляющим 17, сдвигает все формы 1 и щиты 6 к неподвижному щиту 5 и рычаги 22, выпрямившись в прямую линию, зажимают пакет и удерживают его в этом положении до конца формования и необходимой термообработкио
После окончания термообработки производится распалубка установки Для этого включается привод 23 механизма 8 распалубки, при этом рычаги 22 ломаются и перемещают щит 7 по рельсовым направляющим 17 до соприкосновения кронштейна 14 с упором 24 тяги 12, при дальнейшем ходе щита 7 тяга 12 перемещает платформу 9 вместе с установленной на ней формой 1„ Одновременно в верхней части щит 7 через кронштейн 21 воздействует на упор 24 тяги 20 и с помощью последней перемещает щит 6 по рельсовым направляющим 170 Таким образом с помощью механизма 8 распалубки происходит раскрытие всего пакета, при этом, взаимодействуя между собой щит 7 с платформами 9 и щитами 6, с по - мощью тяг 11, 12 и 20 и упоров 24 образуются транспортные зазоры между щитами 5, 6 и 7 и формами 10 Одновременно с этим рельсовые направляющие 2 стационарных участков совпадают с
рельсовыми направляющим:; 2 платформ
8 7
Ж уп W 6
П
0
5
о
0
5
5
9, что позволяет выкатить формы 1 из установки и с помощью передаточной тележки 3 с механизмом 4 перемещения закатить формы 1 на посты подготовки1 форм
Формула изобретения
Установка для изготовления строи- тьльных изделий, содержащая подвижные формы, установленные на рельсовых направляющих с возможностью перемещения вдоль технологического оборудования, включающего передаточную тележку, оборудование для подготовки форм и формования, выполненное в виде пространственной рамы со смонтированными на ней неподвижными и подвижными формовочными щитами и механизмами распалубки, платформы с рельсовыми направляющими для подвижных форм, отличаю щ аяся тем, что, с целью повышения съема продукции с единицы производственной площади и снижения удельной яметалло- емкости, она снабжена рельсовыми направляющими дчч подвижных форм, жестко закрепленными на верхней балке пространственной рамы подвижными промежуточными тепловыми щитами, установленными на них, верхними и нижними тягами, попарно соединяющими в верхнем ряду щиты, а в нижнем - крайние щиты с ближайшей платформой и платформы между собой„
17 К
А 22№ 8
I /
15
w/m
«s
-
го
ад tea 5
в
оэ
«м
«
®s Z3
в
г
«J5
I
S
S2 К «
9
ю
Фиг. 7
Ж
11
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
