Изобретение относится к литеййому. производству и может быть использовя- но для изготовления литейных форм и стержней преимущественно из смесей с термопластичным связующим.
Цель изобретения - повышение размерной точности стержней и форм, их прочности и снижение осыпаемости.
Сущность изобретения состоит в том, что смесь с термопластичным связующим помещают в оснастку, уплотняют под давлением 0,5-1,5 МПа, после чего осуществляют жесткую фиксацию под этим же давлением уплотненного
объема смеси, который подвергают термообработке при температуре термопластичного состояния связующего (200-400°С). Извлечение стержня или формы из оснастки осуществляют после того как связующее переходит из вязкопластичного в твердое состояние.
Для осуществления способа используются в составах смесей термопластичные пеки и смолы, жидкое стекло, соли и др.
В качестве огнеупорного наполнителя применяются итвестные формовочные материалы: кварцевый песок, циркон,
31
графит; я также минеральное и углеродное волокно, металлическая дробь и порошок,
Способ осуществляют следующим образом, В смесителях непрерывного или периодического действия приготовляется формовочная смесь из зернистого / огнеупорного наполнителя и термопластичного связующего, которая в холодной формообразующей оснастке уплотняется посредством пуансона, таким образомs что после достижения заданного объема (или плотности смеси) все подвижные элементы формообразующей оснастки, как со стороны лада, так и контрлада (со стороны знаков в стержневом ящике), жестко фиксируются под усилием давления (например, зажимами, болтами или другим способом) и в таком состоянии непосредственно в оснастке при неизменном формообразующем объеме полученна форма (стержень) подвергается тепловой обработке при температуре пластичного состояния связующего 200- 400 С, Такая термообработка препят- ствует увеличению объема формы (стер ня) при термическом объемном расширении и вспучивании термопластичного связующего под воздействием выделяющихся газов и паров растворителя, влаги и других газифицирующих добаво и примесей смеси в процессе ее нагревания в оснастке. Термообработка формы при температуре плавления (жид копластичного состояния)связующего с последующим охлаждением и извлечением формы из оснастки обеспечивает полное совпадение размеров и геометрии формы.(стержня) и формообразующей поверхности оснастки, точный отпечаток рельефа модели при одновременном повышении прочности. Давление на смесь прекращают после выдержки, достаточной для перехода связующего из вязкопластичного в твердое состояние. Извлечение форм и стержней из оснастки производят только после охлаждения, т.е. снижения температуры ниже температуры пластического состояния.
Использование предлагаемого способа обеспечивает получение точных форм и стержней с высокой податливостью при заливке, а следовательно, получение отливок высокой размерной и геометрической точности (в раз
0
5
0
5
мер формообразующей оснастки), т.е. 1-2 кл, точности, в том числе из сплава с большой усадкой, повышается прочность и плотность поверхности форм в холодном состоянии на 25- 100% по сравнению с сушкой в свободном состоянии при одинаковом содержании связующего, появляется возможность применять связующее, в том числе новые, в виде порошка без растворителей или в виде плакирующей наполнитель твердой пленки,что снижает расход связующего и газовыделения, а также улучшает условия
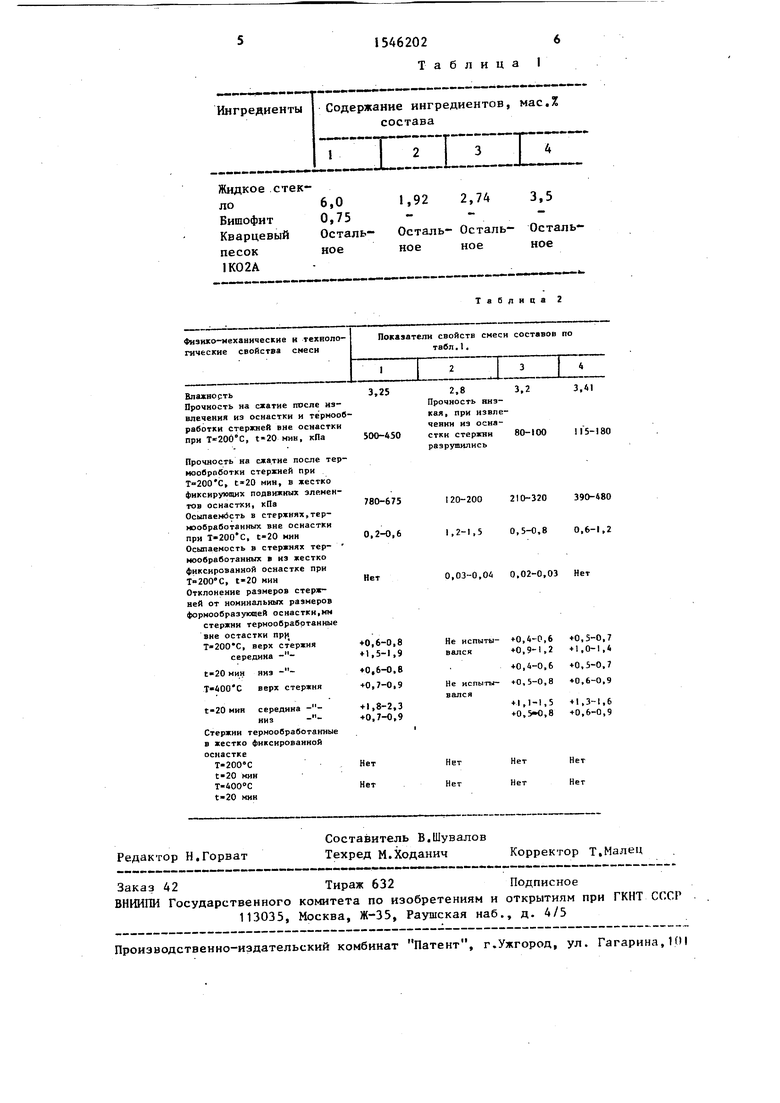
В таблице 1 и 2 приведены соответственно составы и сравнительные характеристики стержней с уменьшенным и общепринятым содержанием связующего, изготовленных предлагаемым способом.
Анализ результатов испытаний показывает, что у стержней, изготовленных по предлагаемому способу прочность стержней на сжатие при равном содержании связующего (6%) повышается более чем на 60%, а при пониженном содержании связующего (2-3,5%).их прочность увеличивается в 2-3 раза; осыпаемость стержней практически отсутствует даже при более низком содержании связующего; стержни не деформируются и сохраняются те же размеры,что и у полостей формообразующей оснастки; стержни с низким содержанием связующего (2-3%) требуют на 50% меньше энергозатрат на выбивку.
Формула изобретения
Способ изготовления литейных стержней и форм преимущественно из смесей с термопластичным связующим, включающий заполнение литейной оснастки смесью, уплотнение смеси под дав 5 лением, ее последующую жесткую фиксацию в уплотнительном состоянии при воздействии давления и извлечение стержня или формы, отличающийся тем, что, с целью повышения размерной точности стержней и форм их прочности и снижения осыпаемости, жестко фиксированный под давлением объем смеси в оснастке подвергают термообработке при температуре термопластичного состояния связующего, а воздействовать на смесь давлением прекращают после выдержки, достаточной для перехода связующего из вязкопластичного в твердое состояние.
0
5
0
0
5
15462026
Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| Смесь для изготовления стержней при литье титановых сплавов и способ изготовления стержней из указанной смеси | 1983 |
|
SU1187904A1 |
| Способ изготовления литейных стержней и форм из жидкостекольных смесей | 2020 |
|
RU2735607C1 |
| Смесь для изготовления стержней в нагреваемой оснастке | 1989 |
|
SU1694306A1 |
| Смесь для изготовления литейных форм и стержней теплового отверждения | 1987 |
|
SU1423252A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2033880C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1998 |
|
RU2145265C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, ОТВЕРЖДАЕМЫХ ТЕПЛОВОЙ СУШКОЙ | 1992 |
|
RU2026766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1970 |
|
SU276325A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
Изобретение относится к литейному производству и может быть использовано для изготовления литейных стержней и форм, преимущественно из смесей с термопластичным связующим. Цель изобретения - повышение размерной точности стержней и форм, их прочности и снижение осыпаемости, которая достигается за счет определенного способа изготовления литейных стержней и форм. Способ изготовления литейных стержней и форм, преимущественно из смесей с термопластичным связующим, заключается в том, что приготовленную смесь засыпают в литейную оснастку, осуществляют уплотнение смеси под давлением и ее последующую жесткую фиксацию при воздействии давления в уплотненном состоянии. После этого жестко фиксированный под давлением объем смеси в оснастке подвергают термообработке при температуре термопластичного состояния связующего, а воздействовать на смесь давлением прекращают после выдержки, достаточной для перехода связующего из вязкопластичного в твердое. 2 табл.
Ингредиенты
Содержание ингредиентов, мас.% состава
1
к
6,0 0,75 Остальное
Физико-механические н технологические свойства смеси
Влажность3,25
Прочность на сжатие после извлечения иэ оснастки и термообработки стержней вне оснастки при Т-200°С, t-20 мин, кПа 500-450
Прочность на сжатие после термообработки стержней при Т 200 С, мин, в жестко фиксирующих подвижных элементов оснастки, кПа780-675 Осыпаемость в стержнях,тер- мообработанньгх вне оснастки при , t-20 мин 0,2-0,6 Осыпаемость в стержнях тер- необработанных в иэ жестко фиксированной оснастке при Т 200°С, мин Нет Отклонение размеров стержней от номинальных размеров формообразующей оснастки,мм
стержни термообработанные
вне остастки прц
Т-200 С, верх стержня +0,6-0,8 середина ,5-1,9
t-20 мин ,6-0,8
Т«400 С верх стержня +0,7-0,9
t-20 мин середина +1,8-2,3 низ +0,7-0,9 Стержни термообработанные в жестко фиксированной оснастке
Т-200 СНет
t-20 мин
Т-400°СНет
t-20 мин
.
L.3 I
1,92 2,74
3,5
Осталь- Осталь- Остальное ное ное
Таблица 2
Показатели свойств смеси составов по табл. 1.
2,8 3,2 Прочность низкая, при извлечении иэ оснастки стержни 80-100 разрушились
120-200 210-320 390-480
1,2-1,5 0,5-0,8 0,6-1,2
0,03-0,04 0,02-0,03 Нет
Не испыты- +0,4-0,6 +0,5-0,7
Нет Нет
Нет Нет
| Сварика А.А | |||
| Формовочные материалы | |||
| Справочник | |||
| Киев: Техника, 1983, с.48, 50, 51 | |||
| Способ изготовления литейных стержней и форм | 1983 |
|
SU1154030A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
