Изобретение относится к производству прессованных конструктивных элементов и изделий из древесно-клеевой композиции (ДКК) и может быть использовано в деревообрабатывающей промышленности и промышленности строительных материалов.
Цель изобретения - получение изделия с равным сопротивлением нагру- жению в условиях неоднородного распределения напряжений по площади из- делий.
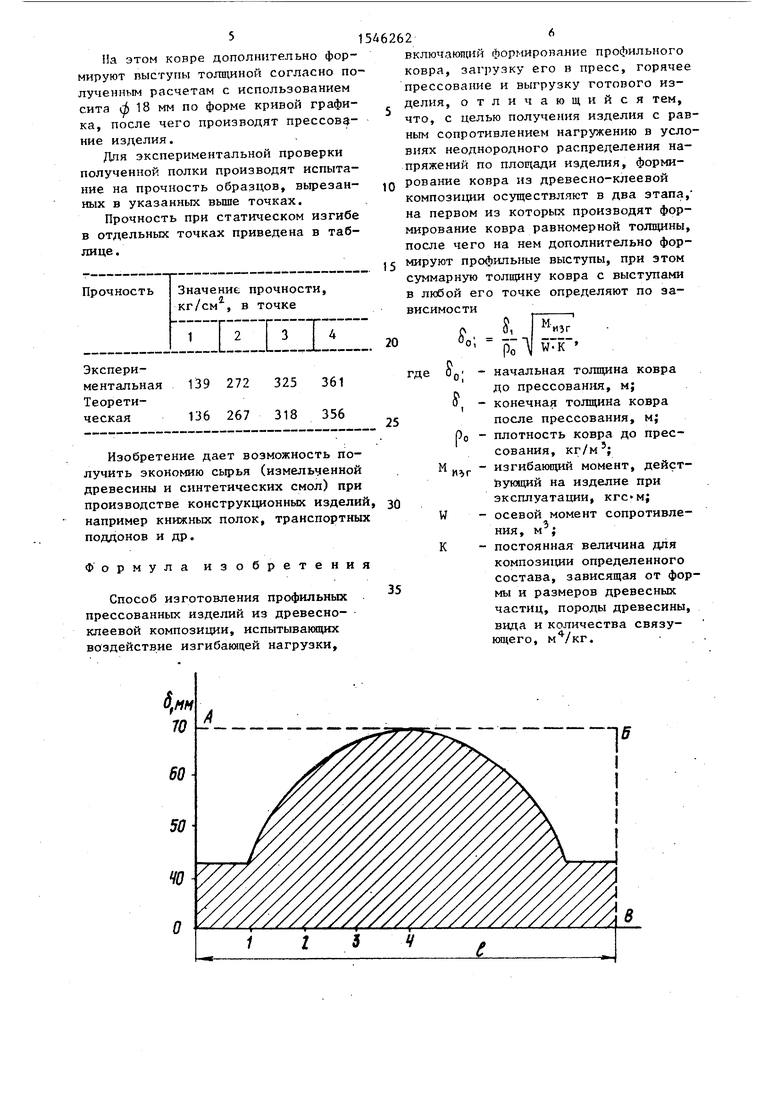
На чертеже изображен график изме- нения толщины ковра по длине изделия.
Пример. Из ДКК изготовляют книжную полку следующих размеров: толщина 8 14 мм, ширина Ь 250 мм, длина 1 1000 мм. Масса книг 250 кг. Равномерно распределенная нагрузка
е при его эксплуатации гс/м.
насыпки ковра определяют р,
& I JW
роД| V-K
начальная толщина ковра
(до прессования), м; ig конечная толщина ковра
после прессования (равна толщине изделия), м; плотность ковра до прессования, кг/м ;J5 изгибающий момент, действующий на изделие при эксплуатации (фактический), кгс. м;
осевой момент сопротивле- ро ния, м
W
Т7Г;
т- ьЦ
1 12
25
I - осевой момент инерции, м ; К - постоянная величина для композиции определенного состава, зависящая от вида и количества связующего, формы и размеров древесных частиц, породы 30 древесины (например, для ДКК фракции 5/0 (частицы древесины, прошедшие через сито ф - 5 мм) и связующего вещества - смолы КФ-МГ-П в количест- 35 ве 15% по сухому остатку к массе абсолютно сухой древесины К 4,5 м /кг); К определяют экспериментально путем аппроксимации результатов эксперимента; 40
...4 - номер соответствующей Точки в сечении ковра ДКК, для которой определяют его толщину.
Изгибающий момент Ми,. определяют По формуле45
М
qlx qx г 22
где х - текущее значение длины изделия, м.
Поскольку эпюра изгибающих моментов изделия в данном случае определяется параболой, то наибольшее значение момент имеет в средней части
1
Пролета изделия при х
2
Для построения кривой эпюры половину длины изделия разбивают, например, на четыре равных участка (так как парабола симметрична) и определяют изгибающий момент в каждой точке 1/2; J/81; 1/4; 1/8. Значения изгибающих моментов в этих точках следующие:
5
о
5
0 5 0
5
0
5
МИм.т.э кгс/м; ,2
23,4 кгс.м; МИЗг.т,1 кгс-м;
Миы-.т.о 0 кгс.м.
Момент сопротивления сечения изделия определяют по формуле
W rj- . При Ј 0,014 м
I 5, M4;W 8,3-10-6м3.
Определяют толщину ковра в четырех точках:
О 0±014
% 18(Г Ч
0,069 м;
Оэ 0,ОЬ5 м; 50г 0,06 м;
50l 0,043 м;
Определяют плотность древолита изделия в точках, имеющих различную толщину ковра, по формуле
р, ..
(. р, 840 кг/м3; рй 77U D, 550 кг/м5.
Определяют предел прочности при статическом изгибе в этих точках по формуле
GW; K(p;)2;
Си1г4 4,5 (890/ 35,6 МПа; СИЗГэ 31,« МПа; СГй,Гг 26,7 МПа;
GV, 1/ша.
Следует отметить, что от точки 1/8 (т.1) до точки О из конструктивных соображений плотность принимают равной 550 кг/м .
Строят график толщин ковра. Насыпают ковер из ДКК равномерной толщины, равной 0,043 м.
а этом ковре дополнительно формируют выступы толщиной согласно полученным расчетам с использованием сита ф 18 мм по форме кривой графика, после чего производят прессование изделия.
Для экспериментальной проверки полученной полки производят испытание на прочность образцов, вырезанных в указанных выше точках.
Прочность при статическом изгибе в отдельных точках приведена в таблице.
включающий формирование профильного ковра, загрузку его в пресс, горячее прессование и выгрузку готового изделия, отличающийся тем, что, с целью получения изделия с равным сопротивлением нагружению в условиях неоднородного распределения напряжений по площади изделия, формирование ковра из древесно-клеевой композиции осуществляют в два этапа, на первом из которых производят формирование ковра равномерной толщины, после чего на нем дополнительно фор- с мируют профильные выступы, при этом суммарную толщину ковра с выступами в любой его точке определяют по зависимости
10

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования ковра из древесно-клеевой композиции | 1990 |
|
SU1782756A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЛАГОСТОЙКИХ КОМПОЗИТНЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ И ПОЛИЭТИЛЕНА | 2005 |
|
RU2314195C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЛЯЦИОННЫХ КОМПОЗИТНЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 2010 |
|
RU2440234C1 |
| Способ изготовления изделий из древесно-клеевой композиции | 1980 |
|
SU935306A1 |
| Способ изготовления строительных многослойных плит | 1990 |
|
SU1824311A1 |
| ПРЕССОВАННАЯ ДЕТАЛЬ | 2002 |
|
RU2239609C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ И ИЗГОТОВЛЕННАЯ СОГЛАСНО СПОСОБУ ПАНЕЛЬ | 2010 |
|
RU2540663C2 |
| Способ изготовления изделий из древесных частиц | 1980 |
|
SU874388A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2016 |
|
RU2642568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
Изобретение относится к производству прессованных конструктивных элементов и изделий из древесно-клеевой композиции и может быть использовано использовано в деревообрабатывающей промышленности и промышленности строительных материалов. Цель изобретения - получения изделия с равным сопротивлением нагружению в условиях неоднородного распределения напряжений по площади изделий. Для этого формирование изделий осуществляют в два этапа, на первом из которых производят формирование ковра равномерной толщины, после чего на нем дополнительно формируют профильные выступы, при этом суммарную толщину ковра с выступами в любой его точке определяют по зависимости δOI=δ1/ρ0√Mизг/W.K, где δOI - начальная толщина ковра до прессования м
δ1 - конечная толщина ковра после прессования, м
δ0 - плотность ковра до прессования, кг/м3
Mизг - изгибающий момент, действующиий на изделие при эксплуатации, кгс.м
W - осевой момент сопротивления, м3
K - постоянная величина для композиции определенного состава, зависящая от формы и размеров древесных частиц, породы древесины, от вида и количества связующего, м4/кг. Изобретение дает возможность получить экономию сырья при производстве конструкционных изделий. 1 ил., 1 табл.
Изобретение дает возможность получить экономию сырья (измельченной древесины и синтетических смол) при производстве конструкционных изделий, например книжных полок, транспортных поддонов и др.
Формула изобретения
Способ изготовления профильных прессованных изделий из древесно- клеевой композиции, испытывающих воздействие изгибающей нагрузки,
О
где
.:
5
, PC
0
5
начальная толщина ковра до прессования, м; конечная толщина ковра после прессования, м} плотность ковра до прессования, кг/м5;
М - изгибающий момент, действующий на изделие при эксплуатации,
W - осевой момент сопротивления, м ;
К - постоянная величина для композиции определенного состава, зависящая от формы и размеров древесных частиц, породы древесины, вида и количества связующего, м4/кг.
| Морозов М.А., Щедро Д.А | |||
| Изготовление цельнопрессованной мебели | |||
| М.: Лесная промышленность, 1965, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Способ формирования заготовок из смеси древесной стружки и связующего при изготовлении прессованных изделий | 1977 |
|
SU929000A3 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
