Изобретение относится к области металлургии и может быть использовано при калибровке и последующей прокатке швеллеров преимущественно больших размеров, в калибрах, имеющих изгиб стенки и большой уклон полок с применением контрольных калибров полузакрытого типа.
Известны несколько способов калибровки швеллеров, из которых основными являются следующие:
1. Балочный.
2. Со сгибанием полок.
3. С большим выпуском полок.
В настоящее время на отечественных заводах основным методом калибровки признан метод с применением больших уклонов (выпусков) полок. Уклон полок принимают в пределах 15-20% к вертикали, что допускает значительные боковые обжатия металла при прокатке и позволяет легко восстанавливать калибр при переточках валков с относительно малым съемом металла.
Уклон полок обеспечивается или благодаря углу между полкой и стенкой более 90°, или прогибом стенки, чтобы между полкой и стенкой в месте их соединения постоянно сохранялся прямой уголок (1, стр.389). По последнему способу скалиброван швеллер №40, калибры которого представлены на рис.282 (2).
Недостатком известного способа калибровки швеллеров с большим уклоном полок является то, что при прокатке швеллеров больших размеров на станах оснащенных черновыми клетями трио (рельсобалочных, крупносортных), на бочке валков которых врезаются несколько калибров, из-за ограниченной ширины бочки валков прочность буртов оказывается недостаточной, а величина применяемых в настоящее время уклонов полок 15-20% ограничивает стойкость калибров и увеличивает съем металла с валков при их переточках.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ калибровки швеллера №40 (3, стр.47-49) (прототип).
Применение калибров с уклонами (разворотом) фланцев на 25-28% с дополнительным отгибом стенки вниз и смещением по этой причине вниз нейтральной линии калибров позволило повысить стойкость калибров, уменьшить съем металла с валков при ремонтах за счет увеличения уклонов полок калибров, увеличить прочность буртов за счет уменьшения их высоты (что увеличило отношение ширины бурта к высоте), а также увеличить диаметры валков по местам возможной поломки (3, рис.3).
Недостатком способа калибровки по прототипу является то, что увеличение уклонов полок калибров более чем 20% нередко приводит к непопаданию полок в выточки нижнего ручья полузакрытого калибра при захвате полосы валками или выдавливанию полок из этих выточек при установившемся процессе прокатки, а это приводит и к ухудшению качества профиля и к авариям на стане.
Техническая задача, решаемая изобретением, состоит в улучшении качества профиля и стабилизации процесса прокатки полосы в контрольных полузакрытых калибрах с уклоном полок более 20% путем повышения надежности захвата и удержания при прокатке полок полосы, в выточках нижнего ручья полузакрытого калибра.
Технический результат достигается тем, что в способе калибровки швеллеров, в основном большого размера, включающем многопроходное обжатие заготовки в валках с калибрами, имеющими изгиб стенки и уклон полок в пределах 25-30%, с использованием контрольных калибров полузакрытого типа, в контрольном и предшествующем контрольному калибрах полки выполняют с двойным уклоном и с одинаковыми длинами участков, прилегающих к стенке профиля, при этом величину уклонов участков полок со стороны разъема валков принимают на 10% меньше участков полок, прилегающих к стенке, а уклоны соответствующих участков полок в контрольном калибре принимают на 2-5% больше, чем в калибре, предшествующем контрольному.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
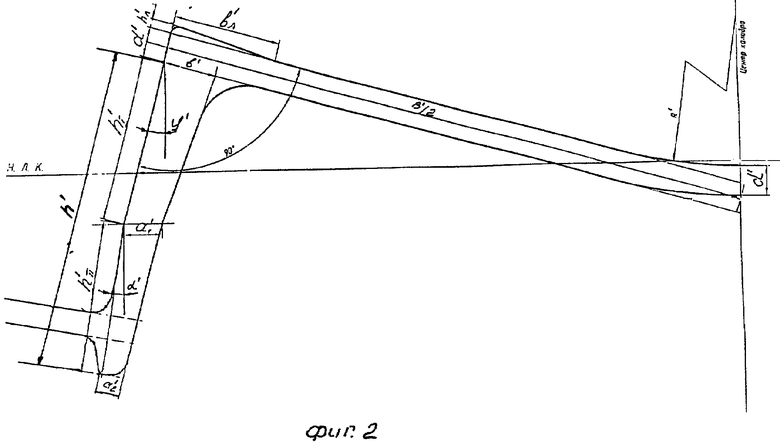
На фиг.1 изображен калибр, предшествующий контрольному калибру полузакрытого типа. На фиг.2 - контрольный полузакрытый калибр. Уклоны участков полок калибров к вертикали - это тангенсы углов наклона к вертикали соответствующих участков полок, выраженных в процентах, α - это угол наклона участка полки прилегающего к стенке профиля, ϕ - это угол наклона участка полки со стороны разъема валков. Размеры калибров, изображенных на фиг.1-2 - ширина (В); толщина стенки (d); высота действительного и ложного фланцев (h и h л.ф.); толщина действительного и ложного фланцев у основания (в и в л.ф.), толщина действительного и ложного фланцев на конце (а и а л.ф.); радиусы закруглений определяются по известным методикам расчета швеллеров.
Величина участков полок, прилегающих к стенке в обоих калибрах, принимается равной половине высоты полки в калибре, предшествующем контрольному, hI=h'I=0,5h, величина их уклонов к вертикали (tgϕ и tgϕ') составляет 25-30%, а величина уклонов полок со стороны разъема валков (tgα и tgα') принимается на 10% меньше. При этом уклоны участков полок в контрольном калибре (tgϕ' и tgα') принимаются на 2-5% больше уклонов соответствующих участков полок в калибре, предшествующем контрольному (tgϕ и tgα).
Такие величины уклонов полок со стороны стенки в этих калибрах объясняются тем, что уклон менее 25% невыгоден из-за быстрой выработки калибров и высокого расхода материала валков при переточках, а уклон более 30% - из-за ухудшения устойчивости полосы в калибре. Разница в величине уклонов участков полок менее 10% ухудшает удержание полок в полузакрытых выточках нижних ручьев калибра, а разница уклонов более 10% значительно уменьшает стойкость калибра из-за малого уклона участков полок со стороны разъема валков и высокого расхода валков при переточках. Разница уклонов соответствующих участков контрольного калибра и калибра, предшествующего контрольному, менее 2% не обеспечивает надежного попадания концов фланцев полосы в выточки нижних ручьев контрольного калибра в момент захвата, а более 5% может привести к перекосу полосы в контрольном калибре при ее захвате.
Конкретный пример способа калибровки швеллеров.
В качестве примера рассмотрим способ калибровки швеллера №40 на рельсобалочном стане ОАО "НКМК".
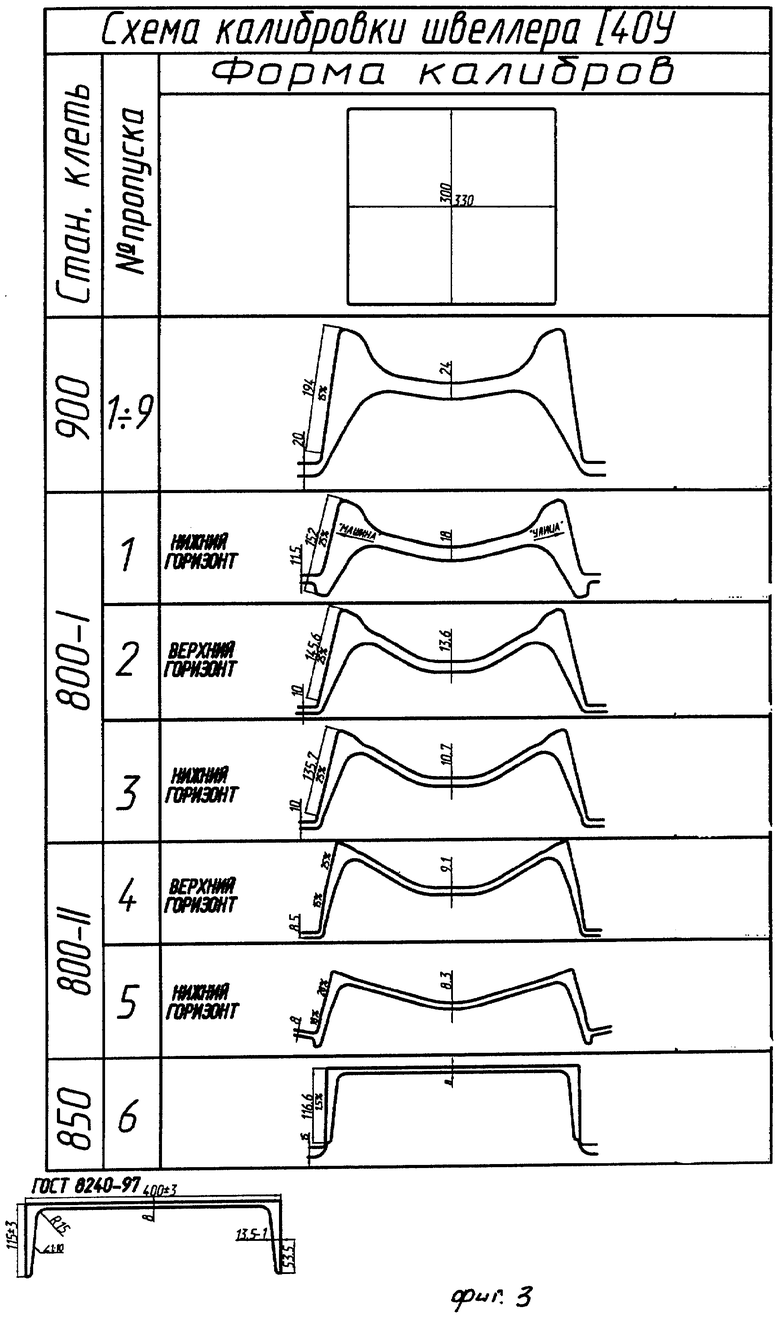
Швеллер №40 прокатывается из заготовки сечением 320×330 мм. Нагретые до температуры прокатки заготовки деформируют в дуореверсивной клети лини 900 в калибрах открытого и закрытого типов за 9 пропусков до подката с толщиной стенки 24 мм.
Дальнейшая прокатка осуществляется в I и II клетях трио линии "800", где в 1-й клети делается 3 пропуска, во 11-й - 2 пропуска в калибрах закрытого и полузакрытого типов, последний пропуск осуществляется в чистовой клети дуолинии 850 в калибре закрытого типа (фиг.3). Схемой калибровки в валках линии 800 предусмотрены два калибра полузакрытого типа - калибры №1 и №5.
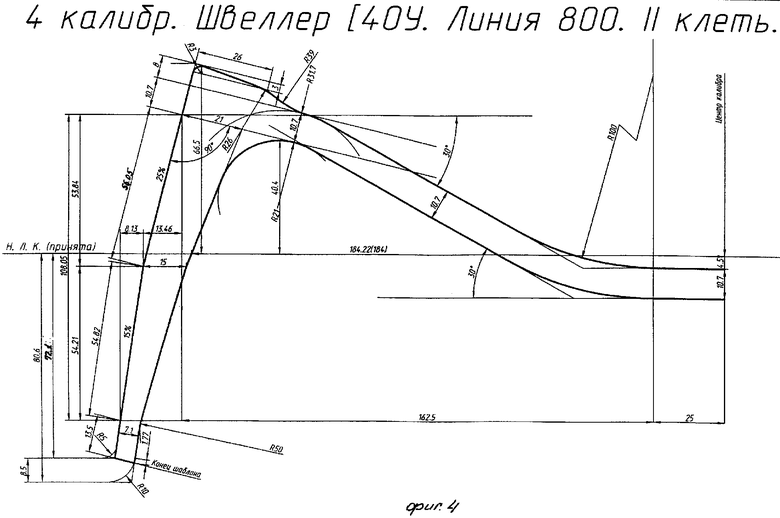
При разработке калибровки калибры №4 и №5 линии 800 спроектированы по новому способу калибровки швеллеров. Калибр №4 предшествует предчистовому контрольному калибру №5. Построение калибров, размеры толщины и ширины стенки, высоты и толщины действительных и ложных фланцев калибров определяются по методике расчета калибровки швеллеров, принятой на ОАО "НКМК". В 4-м калибре величина уклона участков полок, прилегающих к стенке (tgϕ×100%), принята 25%, а участков со стороны разъема валков (tgαх100%) - 15%. Длина участка полки, прилегающего к стенке (hI), принята половине длины полки этого калибра (0,5 h) и равна 56,05 мм (фиг.4).
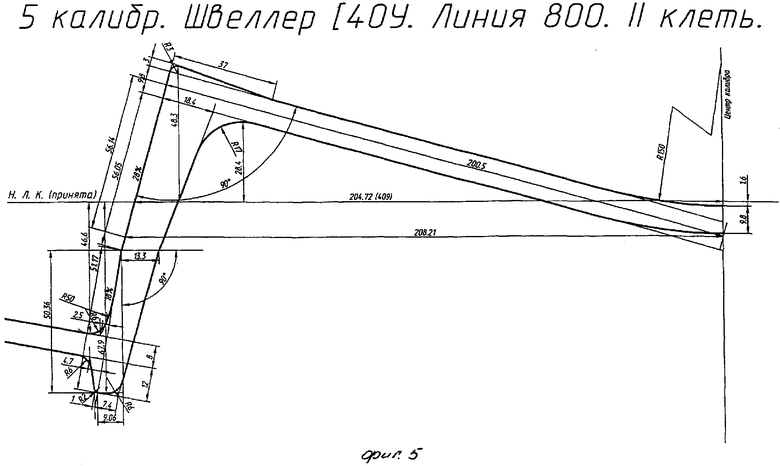
В 5-м полузакрытом контрольном калибре полки также выполнены с двойным уклоном. Величина уклона участков полок, прилегающих к стенке (tgϕ'×100%) принята равной 28%, а участков со стороны разъема валков (tgα'×100%) - 18%. Длина участка полки, прилегающего к стенке калибра (h'I), равна соответствующему участку полки в 4-м калибре (hI) и равна 56,05 мм (фиг.5).
Использование предлагаемого способа калибровки швеллеров по сравнению с существующим обеспечивает следующие преимущества:
1. Стабилизирует процесс прокатки полосы в контрольном калибре за счет предотвращения попадания полок на бурты валков при заходе металла в калибр.
2. Увеличивает вертикальную составляющую деформации полок в контрольном калибре, что уменьшает вероятность выдавливания полок из выточек нижнего ручья калибра.
3. Повышает качество проката.
4. Уменьшает расход валков при прокатке швеллеров.
Источники информации
1. Литовченко Н.В. Калибровка профилей и прокатных валков. М.: Металлургия, 1990 - 432 с.
2. Литовченко Н.В., Диомидов Б.Б., Курдюмова В.А. Калибровка валков сортовых станов. - М.: Металлургиздат, 1963 - 6388 с.
3. Лысенко И.К., Шарапов И.А., Кравченко Е.Л., Назаров А.И. Усовершенствование калибровки швеллера №40 // Сталь. 1982, №4 - С.47-49.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ калибровки рельсов | 1987 |
|
SU1445823A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
Изобретение относится к области прокатного производства и может быть использовано при калибровке и последующей прокатке швеллеров преимущественно больших размеров. Задачей изобретения является улучшение качества профиля и стабилизация процесса прокатки полосы в контрольных калибрах полузакрытого типа с уклоном полок более 20%. Способ включает многопроходное обжатие заготовки в валках с калибрами, имеющими изгиб стенки и уклон полок в пределах 25-30% с использованием контрольных калибров полузакрытого типа, где в контрольном и предшествующем контрольному калибрах полки выполняют с двойным уклоном и с одинаковыми длинами участков, прилегающих к стенке профиля. Величину уклонов участков полок со стороны разъема валков принимают на 10% меньше участков полок, прилегающих к стенке, а уклоны соответствующих участков полок в контрольном калибре принимают на 2-5% больше, чем в калибре, предшествующем контрольному. Изобретение обеспечивает повышение надежности захвата и удержания при прокатке полок полосы в выточках нижнего ручья полузакрытого калибра. 5 ил.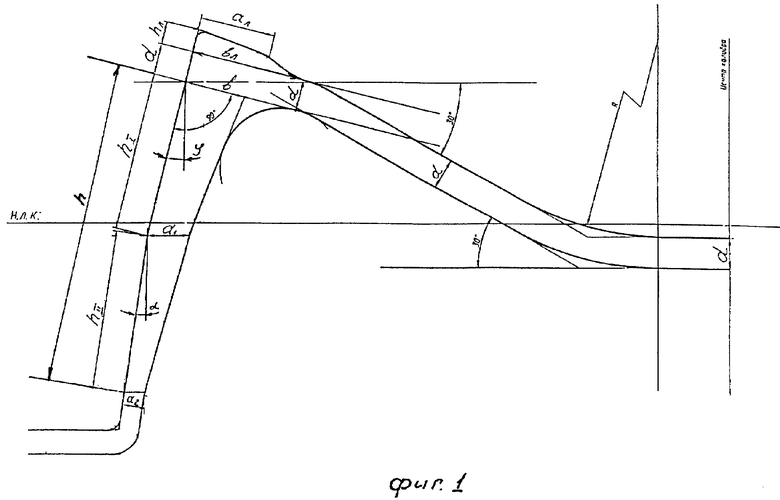
Способ прокатки швеллеров преимущественно больших размеров, включающий многопроходное обжатие заготовки в валках с калибрами, имеющими изгиб стенки и большой уклон полок с применением контрольных калибров полузакрытого типа, отличающийся тем, что в контрольном и предшествующем контрольному калибрах полки выполняют с двойным уклоном и с одинаковыми длинами участков, прилегающих к стенке профиля, причем величина уклонов этих участков составляет 25-30%, а величину уклонов участков полок со стороны разъема валков принимают на 10% меньше, при этом уклоны соответствующих участков полок в контрольном калибре принимают на 2-5% больше, чем в калибре, предшествующем контрольному.
| ЛЫСЕНКО И.К | |||
| и др | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |

