1
Изобретение ртносится к прокатноMV производству, а именно: к сортовым станам с широким сортаментом, правильным машинам и тянущим транспортным устройствам.
Известны конструкции валков сортовых станов, состоящие из оси и ряда надетых на нее бандажей l.
Известен также рабочий валок, который содержит бандаж с ручьями, насаженный на бочку несущей оси, и промежуточные в сулки, причем, на внешних образующих промежуточных втулок и бочке несущей оси выполнены ручьи. С целью повышения жесткости в ручьях промежуточных втулок и несущей оси установлены вкладыши 21,
Недостатком известной конструкции валка является то, что он не обеспечивает высокой точности проката при высоких скоростях прокатки; достигающих в настоящее время 60 м/с, когда особенно велики вибрации и колебания валка, то его изгиб в процессе прокатки неизбежно нарушает балансировку Поскольку величина изгиба и возникающего дисбаланса переменная и зависит от многих факторов: температуры, размеров проката, степени износа валка.
натяжений между клетями, учесть этот изгиб заранее невозможно.
Изобретение имеет целью обеспечить повышение точности прокат1си за счет уменьшения вибраций при высоких скоростях вращения валка.
Эта цель обеспечивается за счет того, что на внутренних поверхностях бандажа и промежуточной втулки с
0 обеих концов выполнены кольцевые выточки, заполненные на 0,2-0,5 их длины шарами, а прюстранство между ними жидкостью, например маслом.
На фиг. 1 представлен калиброванный составной валок в разрезе; на фиг. 2 - разрез А-А.
На несущую ось 1 насажена промежуточная втулка 2, а на нее - бандаж 3. В ручьях промежуточной втул0 ни 2 установлены вкладыши 4 и 5, выполненные в виде полуколец. В ручье оси 1 установлена втулка 6, выполненная также из двух половин. Вкладыши 4 и 5 и втулка 6 предусмотрены для 5 обеспечения жесткости системы. В бандаже 3 и промежуточной втулке 2 концентрично с ручьями выполнены кольцевые выточки 7, заполненные на 20-50% их длины шарами 8, а остальное пространство жидкостью, например
маслом. Кольцевые выточки 7 уплотнены от вытекания масла уплотнениями 9 и расположены симметрично относительно оси прокатки.
Заполнение кольцевых выточек 7 маслом производится через отверстия 10, закрываемые пробками 11. При неподвижном валке шары 8 расположены в нижней части вы.точек 7 (фиг. 2) .
При вращении шары под действием тангенциальной сост.авляющей центробежной силы перемещаются в сторону обратную центру тяжести неуравновешенной системы сил, и занимают положение, при котором достигается полное уравновешивание всей системы и исключается биение валйа.
Благодаря концентричному выполнению выточек 7 и симметричному их расположению относительно оси прокатки достигается полная динамическая бгшансировка валка и исключаются продольные вибрации пои любых изменениях исходной геометрической формы валка.
При необходимости перехода на другой сортамент проката, например круг, бандаж 3 стягивается, из прсялежуточной втулки 2 и из ручьев извлекаются вкладыши 4 и 5. В случае прокатки полосы промежуточная втулка 2 спресровывается из оси 1, и из ручья оси извлекается втулка 6. В этом случае ось валка превращается в обычный прокатный валок и, в связи с уменьшением диаметра, влияние неуравновешенных масс на точность прокатки значительно уменьшается.
Величина заполнения кольцевых выточек шарёши на 0,2-0,5 длины зависит от степени неуравновешенности валка. Обычно определяется она опытным путем на основании определения величины неуравновешенности валка, которая характеризуется смещением центра тяжести от центра вращения валка.
О&иёйтйровочНй масса шаров , запюлняющих кольцевую выточку, может быть определена:
Q tP-ct/R,
где Р - масса валка;
а - смещение центра тяжести от
центра вращения валка R - радиус кольцевой выточки.
Формула изобретения
Рабочий валок, преимущественно сортового прокатного стана, содержащий 0 бандаж с ручьями, насгикенный на промежуточную втулку, установленную на оси, отличающийся тем, что, с целью повышения точности проката за счет уменьшения вибраций валка, на внутренних поверхностях бандажа и промежуточной втулки с обеих концов выполнены кольцевые выточки, заполненные на 0,2-0,5 их длины шарами, а пространство между ними - жидкостью, например маслом.
Источники информации, гфинятые во внимание при экспертизе
1.Патент США 3842471, кл. 72-247, 1971.
2.Авторское свидетельство СССР 543438, кл. В 21 В 27/02, 1975.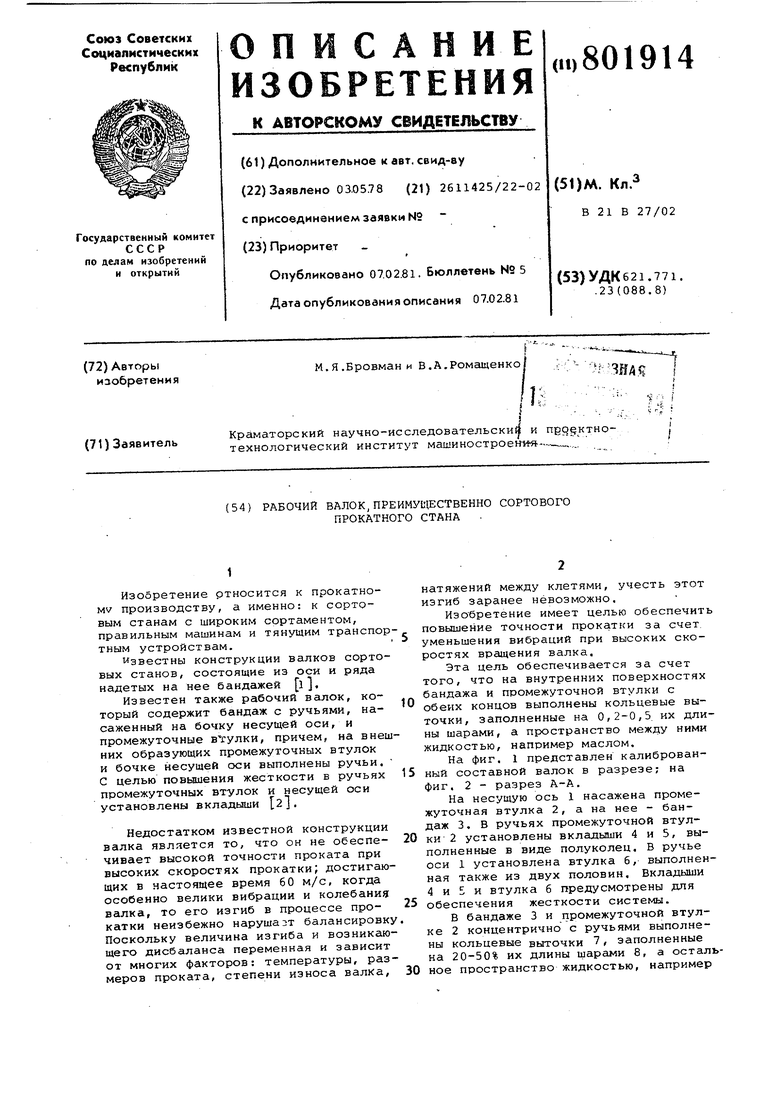
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок преимущественно сортового прокатного стана | 1990 |
|
SU1752458A1 |
| Рабочий валок,преимущественно, сортового прокатного стана | 1975 |
|
SU543438A1 |
| Валок | 1988 |
|
SU1547897A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Прокатная клеть | 1988 |
|
SU1524948A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |

ut
{Rft./
