А-А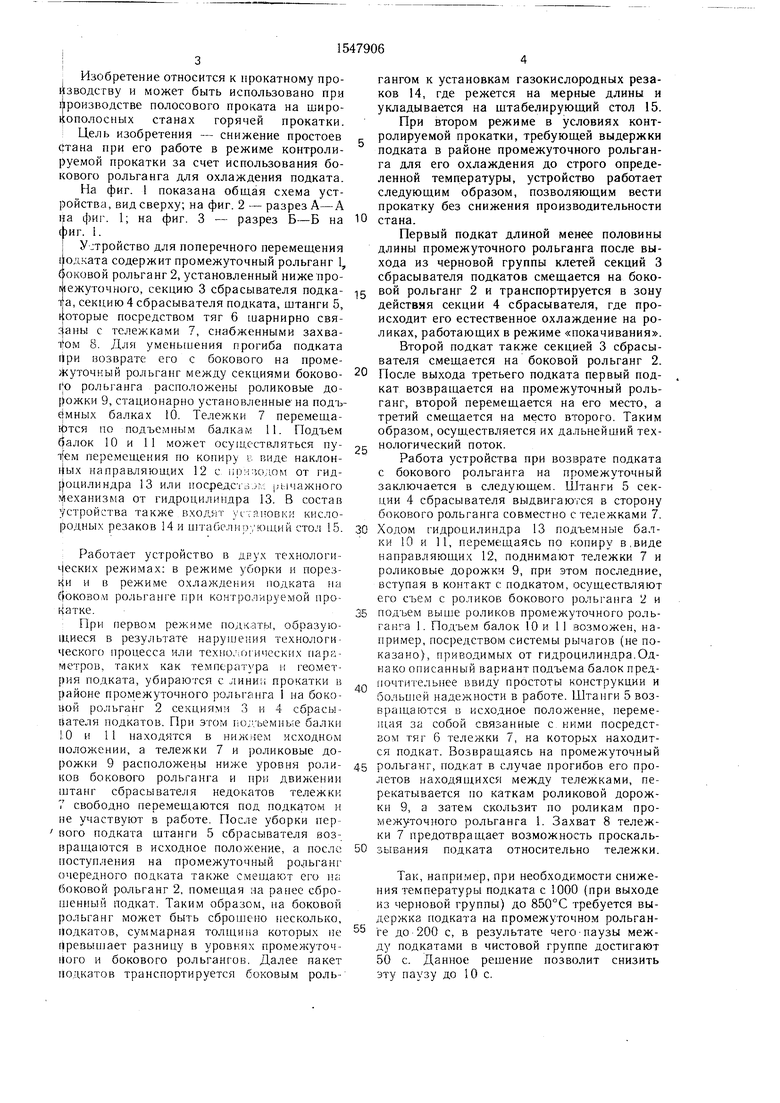
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| ТЕПЛОЭКРАНИРУЮЩАЯ УСТАНОВКА НАД РОЛЬГАНГОМ ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2015 |
|
RU2597181C1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2317163C1 |
| ЭКРАНИРУЮЩАЯ ПАНЕЛЬ СЕКЦИИ УСТАНОВКИ СОХРАНЕНИЯ ТЕПЛА МЕТАЛЛОМ НА РОЛЬГАНГЕ ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2012 |
|
RU2487769C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |
| СПОСОБ КОНТРОЛИРУЕМОЙ ПРОКАТКИ ЛИСТОВ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319561C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ КОНТРОЛИРУЕМОЙ ПРОКАТКИ ЛИСТОВ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2596733C1 |
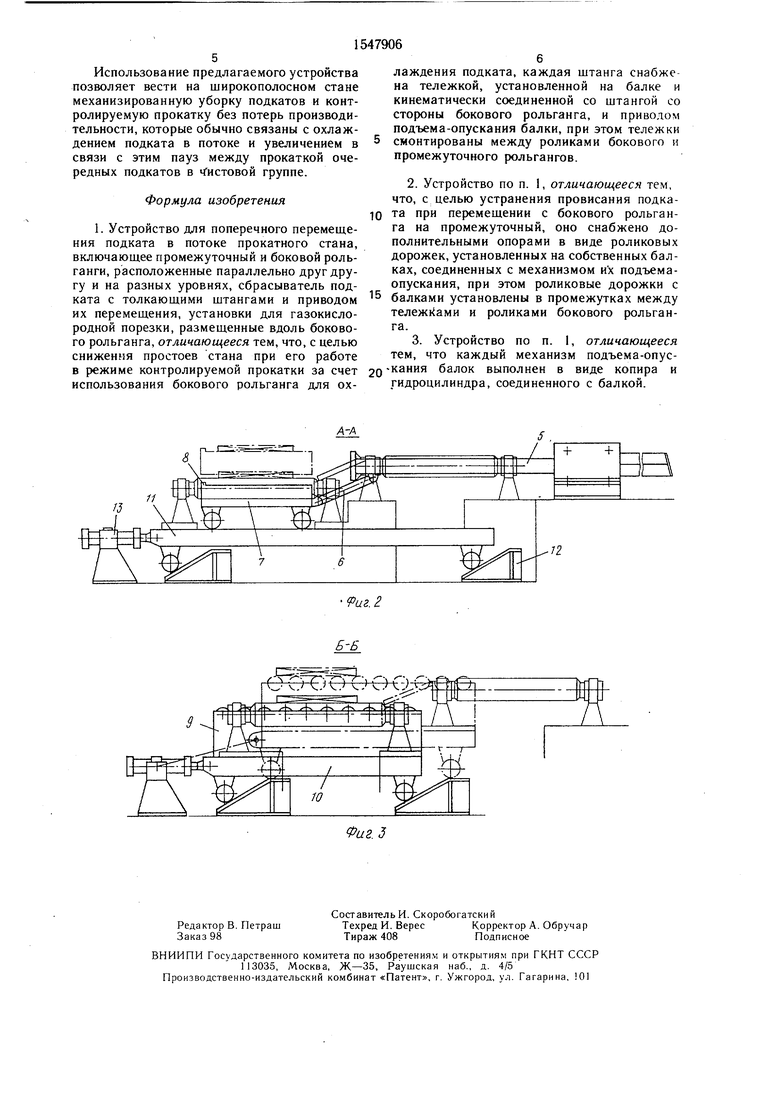
Изобретение относится к прокатному производству и может быть использовано при производстве полосового проката на широкополосных станах горячей прокатки. Цель изобретения - снижение простоев стана при его работе в режиме контролируемой прокатки за счет использования бокового рольганга для охлаждения подката, а также устранение провисания подката при перемещении с бокового рольганга на промежуточный. Подкат для его охлаждения сбрасывателем 3 перемещается на боковой рольганг 2 и транспортируется в зону сбрасывателя 4, где происходит его естественное охлаждение. Следующий подкат сбрасывателем 3 смещается на боковой рольганг, а после выхода третьего подката первый из поступивших на боковой рольганг возвращается на промежуточный рольганг 1. При перемещении подката штанги сбрасывателя совместно с тележками 7 выдвигаются в сторону бокового рольганга, подъемные балки, поднимаясь по копирам, поднимают тележки и роликовые дорожки, которые осуществляют съем подката с роликов бокового рольганга и подъем выше роликов промежуточного рольганга. Штанги сбрасывателя, возвращаясь в исходное положение, посредством тяг перемещают тележки и возвращают подкат на промежуточный рольганг. Это позволяет сократить паузы при прокатке с подстуживанием. 2 з.п. ф-лы, 3 ил.
о
| Погоржельский В | |||
| И | |||
| и др | |||
| Контролируемая прокатка.- М.: Металлургия, 1979, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
