Изобретение относится к обработке металлов давлением и может быть исполь- : овано при моделировании процессов горячей прокатки, ковки, штамповки и прессования.
Целью изобретения является повышение (очности и снижение трудоемкости моделирования.
На чертеже показан образец для моделирования процессов обработки металлов дав- |1ением, I -1/4 часть продольного сечения Модельного образца перед перераспределением легирующего элемента, II-1/4 часть продольного сечения модельного образца после перераспределения легирующего эле- ента.
, Образец для моделирования процесса го- Ьячей обработки металлов давлением отли- рают из металла, пластичного при комнат- |ной температуре, со слоями, имеющими наименьшее сопротивление деформации в центре 1 образца, а наибольшее сопротивление деформации - на периферии 2. Между этими слоями в образце содержатся слои 3 с изменяющимся сопротивлением деформации.
Различные значения сопротивления металла деформации получают за счет легирования основного металла, при этом сплав, полученный легированием основного металла, должен образовывать непрерывный твердый раствор. Подбором содержания легирующего химического элемента в таком сплаве получают значение сопротивления деформации сплава при комнатной температуре, соответствующее значению сопротивления деформации стали при температурах горячей деформации.
Для изготовления модельных образцов предварительно подготавливают несколько (не менее двух) изложниц для отливки образцов, отличающихся размерами внутреннего поперечного сечения. Размеры изложниц соответствуют размерам заготовок (слитков) в определенном масштабе. При этом изложницы могут подогреваться до температуры плавления металла, из которого изготавливают образец.
0 Нагретый до температуры плавления металл разливают в изложницы послойно, начиная с наименее легированного, т. е. имеющего наименьшую температуру плавления. После охлаждения отлитой заготовки в изложнице до температуры(0,1-0,7) Т™ ее извлекают, устанавливают в изложницу с другим внутренним размером поперечного сечения и разливают сплав с более высокой степенью легирования в зазор между заготовкой и стенками изложницы. С
0 целью управления процессом диффузии легирующего элемента изложница может подогреваться до температуры плавления сплава и выдерживаться при этой температуре. За счет более высокой температуры плавления сплава происходит расплавление
5 поверхностного слоя ранее отлитой заготовки и диффузионное перераспределение легирующего элемента между слоями, имеющими различную степень легирования. Плавное изменение содержания легирующего элемента от одного слоя к другому приводит к плавному изменению сопротивления деформации, поскольку сплав образует непрерывный твердый раствор, а сопротивление деформации такого сплава изменяется прямо пропорционально изменению содержания ле5 тирующего элемента. Неравномерная линейная усадка сплавов с различным содержанием легирующего элемента по сечению вызывает возникновение напряжений сжатия или растяжения между поверхностной и центральной зонами образца.
0 Для моделирования процессов горячей обработки металлов давлением в качестве основного модельного материала используют химически чистый свинец, сопротивление деформации которого при комнатной температуре составляет «30 МПа, темпе5 ратура плавления 397°С. Легирование свинца никелем в количестве 1,465% увеличивает сопротивление деформации сплава до ж 100 МПа, а температуру плавления
0
.до 757°С. В результате получается модельный образец с плавным изменением сопротивления деформации по сечению и наличием сжимающих напряжений в осевой зоне за счет линейной усадки центральных слоев ме- талла.
Модельный образец позволяет моделировать как симметричный, так и несимметричный нагрев или охлаждение заготовки в поперечном сечении, что дает возможность уточнить режимы деформирования реальных заготовок, а также позволяет зафиксировать в определенный момент времени температурное поле заготовки и провести измерения напряжений при исследовании течения металла, что повышает достоверность моделирования температурного поля заготовки и снижает трудоемкость моделирования.
Формула изобретения
1.Образец для моделирования процесса горячей обработки металлов давлением в виде многослойной заготовки, отличающийся тем, что, с целью повышения точности и снижения трудоемкости моделирования, образец выполнен из пластичных при комнатной температуре слоев металла, образующих непрерывный твердый раствор, при этом коэффициент линейной усадки и сопротивление деформации в слоях, расположенных в направлении от оси образца к периферии, изменяются по линейному закону.
2.Образец по п. 1, отличающийся тем, что слои в указанном направлении располагаются начиная от слоя с наименьшим сопротивлением деформации и кончая слоем с наибольшим сопротивлением деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения деформируемости металлов в горячем состоянии | 1990 |
|
SU1774225A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ БИОРЕЗОРБИРУЕМОГО ЦИНКОВОГО СПЛАВА | 2023 |
|
RU2820695C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| Способ легирования и модифицирования основной стали | 1986 |
|
SU1420030A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| Способ изготовления высокопрочного провода из медного сплава | 2024 |
|
RU2841399C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2583188C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581318C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при моделировании процессов горячей прокатки, ковки, штамповки и прессования. Цель изобретения - повышение точности моделирования. Образец для моделирования отливается из металла пластичного при комнатной температуре, со слоями, имеющими наименьшее сопротивление деформации в центре образца 1, а наибольшее сопротивление деформации - на периферии 2. Между этими слоями в модельном образце содержится слой 3 с изменяющимся сопротивлением деформации. Путем подбора содержания легирующего химического элемента в таком сплаве получают значение сопротивления сплава при комнатной температуре, соответствующее значению сопротивления деформации стали при температурах горячей обработки. Модельный образец позволяет моделировать симметричный и несимметричный нагревы или охлаждение заготовок в поперечном сечении. Это дает возможность уточнить режимы деформирования реальных заготовок, а также зафиксировать в определенный момент времени температурное поле заготовки и провести изменения напряжений при исследовании металла. 1 ил.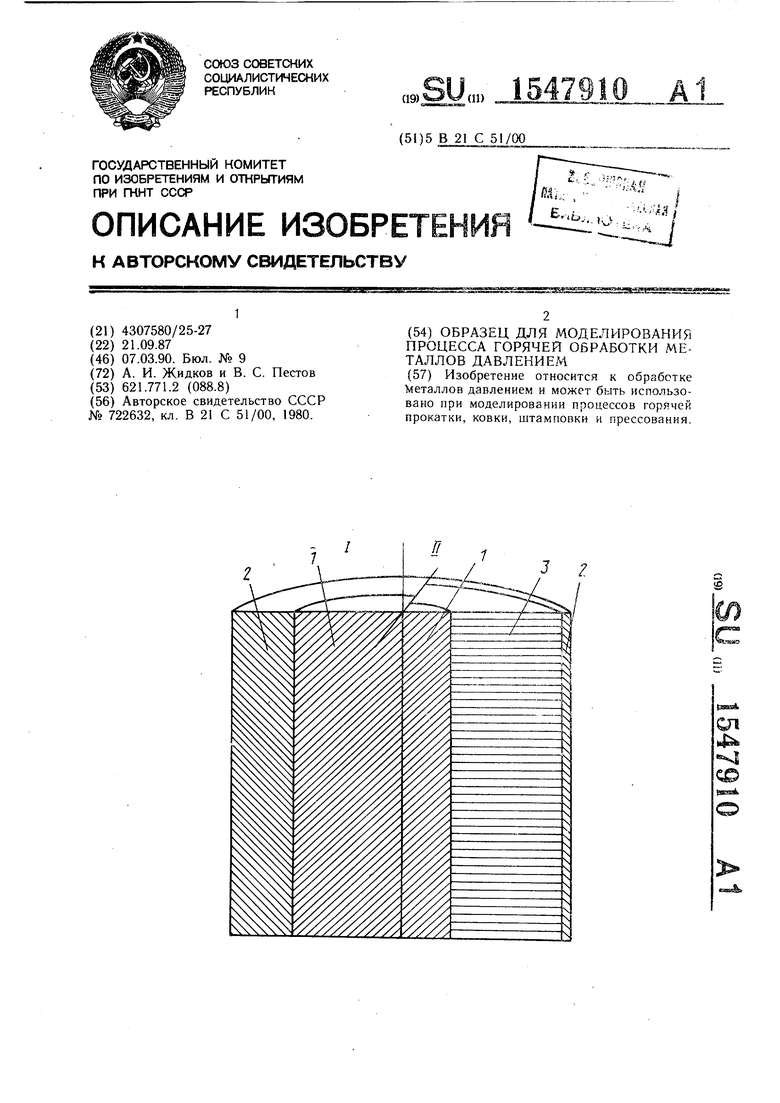
| Образец для моделирования процесса прокатки | 1977 |
|
SU722632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
