Изобретение относится к обработке металлов давлением, к производству гнутых профилей проката и предназначено для использования в черной металлургии, а также сельхозмашиностроении и строительстве.
Цель изобретения - повышение качества профилей за счет предотвращения их продольного скручивания и продольного изгиба,°
На чертеже изображена схема формовки неравнополочного зетового профиля.
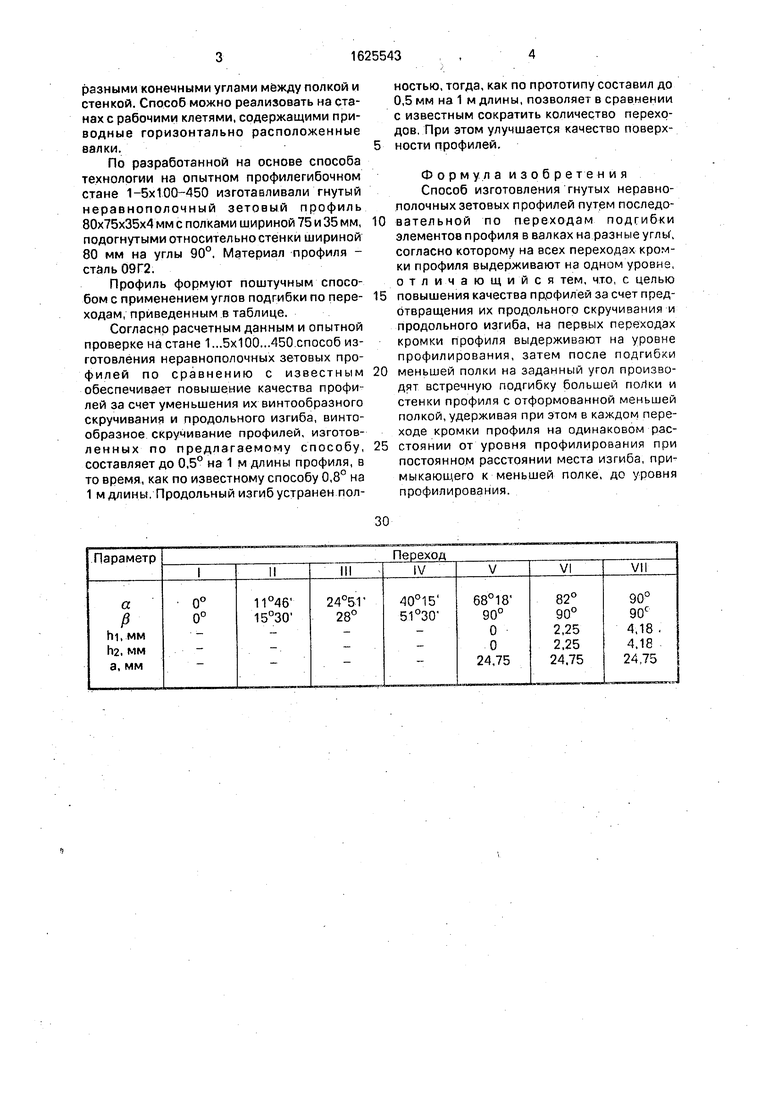
В процессе формовки неравнополочного зетового гнутого профиля после I перехода, предназначенного для подачи заготовки 1 в стан, производят подгибку полок 2 и 4 относительно стенки 3 на разные углы а и $ таким образом, чтобы кромки профиля постоянно находились на уровне профилирования Х-Х (переходы II-IV) После
достижения в переходе V между меньшей полкой и стенкой задсжнопэ ко: ечного угла в переходах VI-VII производят встречную подгибку большей полки 2 и стенки 3 профиля совместно с подогнутой на конечный угол меньшей полкой 4, выдерживая при этом кромки 5 и 6 полок 2 и 4 в каждом переходе на одинаковом для этого гч , (входа расстоянии hi h2 от уровня профилирования Х-Х.
При этом в переводах VI-VII место 7 изгиба, примыкающее к меньшей полке 4, выдерживают на одинаковом расстоянии а от уровня профилирования Х-Х, Формовку ведут до достижения в переходе VII углом между большей полкой 2 и стенкой 3 заданной величины ак
Способ может быть реализован при изготовлении различных неравнополочных зетовых гнутых поофилей: с одинаковыми или
к
разными конечными углами между полкой и стенкой. Способ можно реализовать на станах с рабочими клетями, содержащими при- водные горизонтально расположенные валки.
По разработанной на основе способа технологии на опытном профилегибочном стане 1-5x100-450 изготавливали гнутый неравнополочный зетовый профиль 80x75x35x4 мм с полками шириной 75 и 35 мм, подогнутыми относительно стенки шириной 80 мм на углы 90°. Материал профиля - сталь 09Г2.
Профиль формуют поштучным способом с применением углов подгибки по переходам, приведенным в таблице.
Согласно расчетным данным и опытной проверке на стане 1...5x100...450 способ изготовления неравнополочных зетовых профилей по сравнению с известным обеспечивает повышение качества профилей за счет уменьшения их винтообразного скручивания и продольного изгиба, винтообразное скручивание профилей, изготовленных по предлагаемому способу, составляет до 0,5° на 1 м длины профиля, в то время, как по известному способу 0,8° на 1 м длины. Продольный изгиб устранен полностью, тогда, как по прототипу составил до 0,5 мм на 1 м длины, позволяет в сравнении с известным сократить количество переходов. При этом улучшается качество поверх- ности профилей.
Формула изобретения Способ изготовления гнутых неравно- полочных зетовых профилей путем последо- вательной по переходам подгибки элементов профиля в валках на разные угльс, согласно которому на всех переходах кромки профиля выдерживают на одном уровне, отличающийся тем, что, с целью повышения качества профилей за счет предотвращения их продольного скручивания и продольного изгиба, на первых переходах кромки профиля выдерживают на уровне профилирования, затем после подгибки меньшей полки на заданный угол производят встречную подгибку большей поЛки и стенки профиля с отформованной меньшей полкой, удерживая при этом в каждом переходе кромки профиля на одинаковом расстоянии от уровня профилирования при постоянном расстоянии места изгиба, примыкающего к меньшей полке, до уровня профилирования.
0
5
0
5
I переход Л-с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых зетовых профилей проката | 1988 |
|
SU1519812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления зетовых равнополочных профилей | 1988 |
|
SU1547914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |

Изобретение относится к обработке металлов давлением, в частности к изготовлению гнутых профилей, и может быть использовано в черной металлургии, а также сельхозмашиностроении и строительстве. Целью изобретения является повышение качества профилей за счет предотвращения их продольного скручивания и продольного изгиба. На первых переходах производят подгибку полок относительно стенки на разные углы таким образом, чтобы кромки профиля постоянно находились на уровне профилирования. Затем после подгибки меньшей полки на заданный угол производят встречную подгибку большей полки и стенки лрофилч с отформованной меньшей полкой, удерживая при этом в каждом переходе кромки профиля нч одинаковом рзсстонии от уровня профилирования при постоянном расстоянии места изгиба, примыкающего к меньшей полке до уровня профилирования 1 ил , 1 табл (Л С
М переходы at
Л
| Способ изготовления гнутых @ -образных профилей | 1985 |
|
SU1233983A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
