Перелод к .
i HidS- n}
сл
;о
00
Ire
И .торечение относится к обраСк т- ке Meia.n.noH давлением и предназначено ди я испольчонания при изготовлении гнутых яетов1.|х нрофилей в валках с.тана.
Целью и обретения является повышение качества равмополочных профилей с иолками, нодогнутыми на разные углы
На чертеже изображена схема формо- образования равнополочного зетового гнутого профиля с нолками, подогнутыми на разные углы по предлагаемому способу,
При изготовлении равнополочного зетового гнутот о профиля с полками, подогнутыми на разные углы, после перехода t, предназначенного для задачи заготовки в стан, производят
подгибку полок 1 и 2 относительно
стенки 3 на равные углы o(, поворот стенки 3 на угол р в сторону, обратную подгибке полок 1 и 2 (переходы 11-VT).
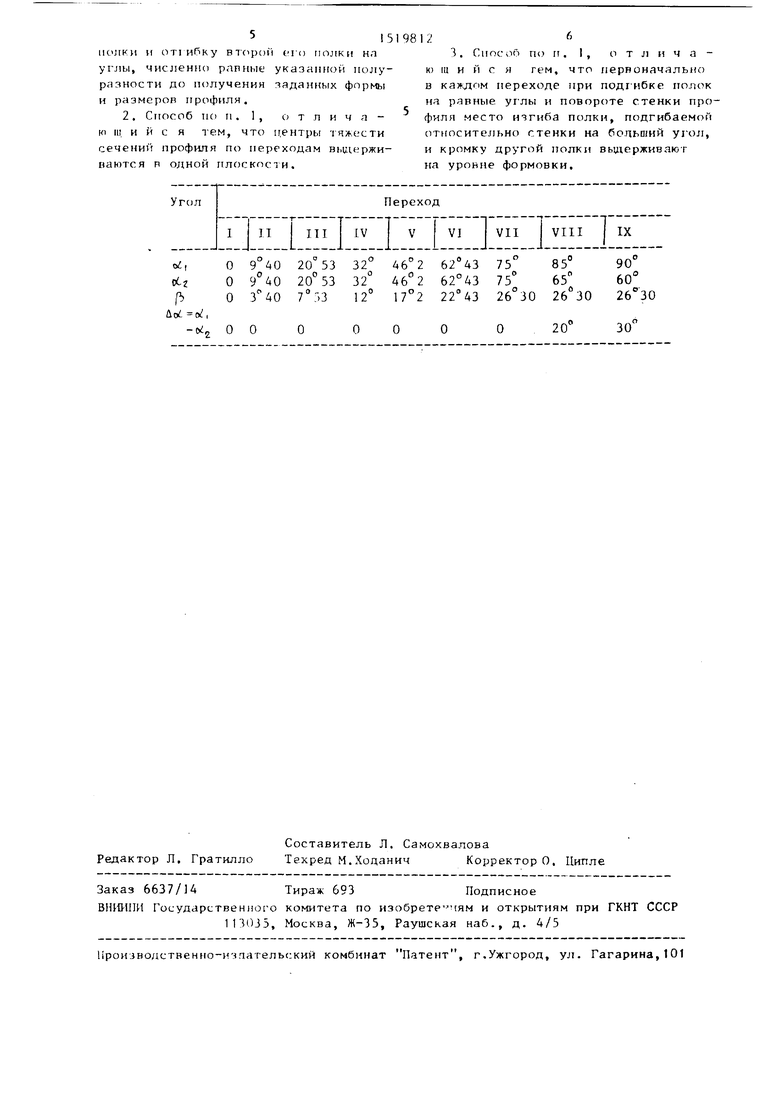
Затем, после достижения каждой полкой профиля угла подгибки, равног суммарному значению заданного меньшего угла подгибки и полуразности между заданными углами подгибки обеих полок на готовом профиле, т.е. уг лао + 0,5 () и достижения стенкой П5 офиля максимального угла поворота р)у (переход VII) на последующих переходах (переходы VIII и IX) одновременно производят при неизменном положении стенки профиля (j, const) подгибку одной его полки 1 и отгибку второй его полки 2 на углы, численно равные указанной полуразности 0,5 () ДО получения заданных углов подгибки полок wljj- и Ы ( определяющих форму и размеры профиля,
С целью предупреждения продольного искривления профиля при подгиб- ке его элементов переходные формы профиля размещаюгся таким образом в валках стана, чтобы центры тяжести (точка 0) сечений профиля по пере- ходс1М выдерживались в одной плоскости У-У. При этом для устойчивого положения npCMJDHJiH в стане первоначально в каждом переходе при подгибке полок на равные углы и повороте степ ки профиля место изгиба 4 подгибаемой полки (vrnocnTejibHO стенки }ia больший yro;i и кромка 5 другой полки профиля, вьщерживаются на уровне формовки (в плоскости Х-Х).
Q
j
0
35
5 ,Q .
д
50
55
Oiiueafon.in .: - . i-i /+-с f л-п-т. P.-.-;IIM- зован при изготовлении ра.чпмюмсчпыч зетовых профилей iipoKa id с; иолклми, подогнутыми на угль, на : iu- нах с рабочими клетями,содержащими гфиводные горизонтально расположен ные валки.
По разработанноГ на основе описанного способа технологии на про- филегибочном стане 2-8xl(Uj-600 изготавливали гнутый равнополочный зетовый профиль мм с полками ширино11 80 мм, подогнутыми относительно стенки 1чириио11 130 мм на углы 60 и 90°. Материал профиля - сталь 09Г2.
Проф1иль формовали поштучным способом с применением углов подгибки по переходам, приведенным в таблице.
Согласно расчетным данным и опытной проверке на стане 2-8 100-600 описанный способ изготовления равно- полочных зетовых гнутых профилей проката с полками, подогнутыми на разные углы, по сравнению с известным обладает следующими преимуществами:
обеспечивает повышение качества профилей за счет уменьшения их винтообразного скручивания и продольног о искривлении;
позволяет уменьшить высоту формовки профиля в промежуточных rle JCxoдa)c, .MeHbiuHTb перепад скорое- ей в ка: .иб- рах ралков и энергозатраты на профилирование на 5-10%. При этом улучпглт- ся качество поверхности профилей, повысится стойкость валков.
Формула изобретения
1. Способ изготовления гнутых зетовых профилей проката с полками, подо- I нутыми на ра-зные угль;, по которому первоначально ирои.чаодят 1:одгибку полок на равные угль и поворот стенки профиля в сторону, обратную подгибке полок, о т л и ч а ю щ и и с я тем, что, с целью повышения качества рав- нополочных профилей с полками, подогнутыми на разные углы, за счет уменьшения их винторбрлзип о скручи- аанил, после достижения каждой полкой профиля угпа пс;дгибки, pai;:,oro суммарному значению заданного меньшего угла подгибки и г.олуразности между заданными углами подгибки обоих полок, на готовом профиле одновременно производят при неизменном положении стенки профиля подгибку,одной его
515
полки и отгибку BTcipoi i fi o полки нп углы, численно рапные указанной полуразности до получении заданных формы и размеров профиля.
2, Способ по п. 1, о т л и ч а - ю ГЦ и и с я тем, что центры тяжести сечении профиля по переходам вьщержи- ваются в одной плоское и.
98126
3. Cnociio по п. I, о т л и ч а - К) щ и и с я гем, что первоначально в каждом переходе при подг ибке полок на равные углы и повороте стенки профиля место изгиба полки, подгибаемой относительно стенки на бодьпгий yj OJi, и кромку другой полки вьщерживают на уровне формовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных зетовых профилей | 1989 |
|
SU1625543A1 |
| Способ изготовления зетовых равнополочных профилей | 1988 |
|
SU1547914A1 |
| Способ производства гнутых профилей | 1989 |
|
SU1669613A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых зетовых профилей в валках стана. Цель изобретения - повышение качества равнополочных профилей с полками, подогнутыми на разные углы. При изготовлении профиля производят подгибку полок 1 и 2 относительно стенки 3 на равные углы и поворот стенки 3 в сторону, обратную подгибке упомянутых полок. Затем после достижения каждой полкой профиля угла подгибки, равного суммарному значению заданного меньшего угла подгибки и полуразности между заданными углами подгибки обеих полок на готовом профиле, и достижения стенкой профиля максимального угла подгибки на последующих переходах одновременно производят при неизменном положении стенки профиля подгибку одной его полки и отгибку второй его полки 2 на углы, численно равные указанной полуразности, до получения заданных углов подгибки полок, центры тяжести профилей выдерживают в одной плоскости. Место изгиба 4 и кромку 5 полки выдерживают на уровне формовки. 2 з.п.ф-лы, 1 ил., 1 табл.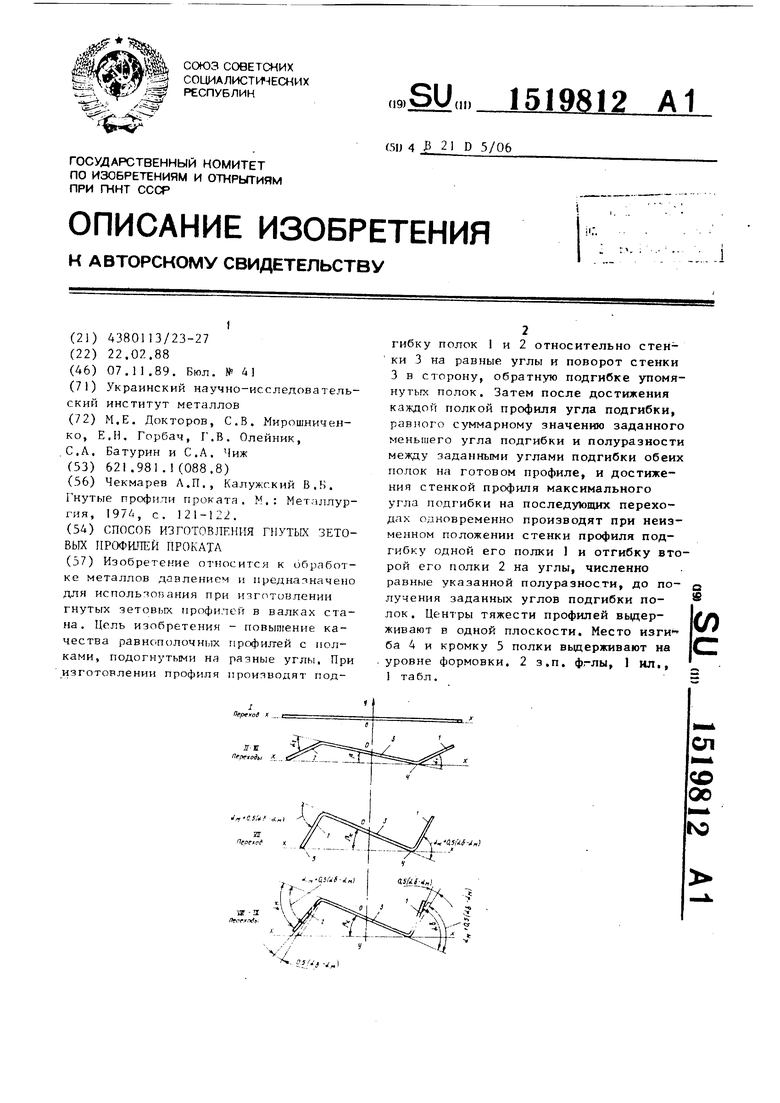
| Чекмарев Л.П., Калужский В.Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
