Изобретение относится к литейному производству, а именно к поверхностному легированию отливок, и может использоваться в металлургической и машиностроительной промышленности.
Цель изобретения - повышение тер- мо- и износостойкости легированных поверхностей отливок.
Поставленная цель достигается тем, что слой .связующего наносят толщиной 0,1-0,2 мм, порошок ферросплава используют с размером фракций 1,25 - 2,5 мм и толщиной слоя не более максимальной толщины частицы ферросплава, нанося его накаткой с помощью ролика и заливая чугун в форму при температуре 1320-1350°С.
В результате в поверхностном слое отливки формируется структура, состоящая из включений ферросплава размером 0,2-0,3 мм, равномерно распределенных
в металлической основе преимущественно аустенитного характера. Нанесение слоя покрытия толщиной не более максимальной толщины частицы ферросплава обеспечивает полную пропитку покрытия, в результате чего частицы со всех сторон омываются расплавом и их приваривания к поверхности отливки не наблюдается.
На поверхность стержня наносится слой связующего не более 0,1-0,2 мм с той целью, чтобы обеспечить условия для отрыва частиц ферросплава от слоя связующего при их взаимодействии с жидким металлом, что наблюдается, когда частица находится в контакте со связующим не всей своей поверхностью, а только одной из граней.
При использовании ферромарганца М1н 1,5 заливка жидкого чугуна при температуре 1320-1350°С обеспечивает
9
СП
Ј
СО 4ь
растворение частиц ферросплава размером 1,25-2,5 мм до частиц размером 0,2-0,3 мм, которые располагаются в структуре легированного слоя в виде отдельных изолированных включений, что в конечном итоге обеспечивает высокую термо- и износостойкость поверхностного слоя отливки (результаты в таблице).
Способ осуществляют следующим образом.
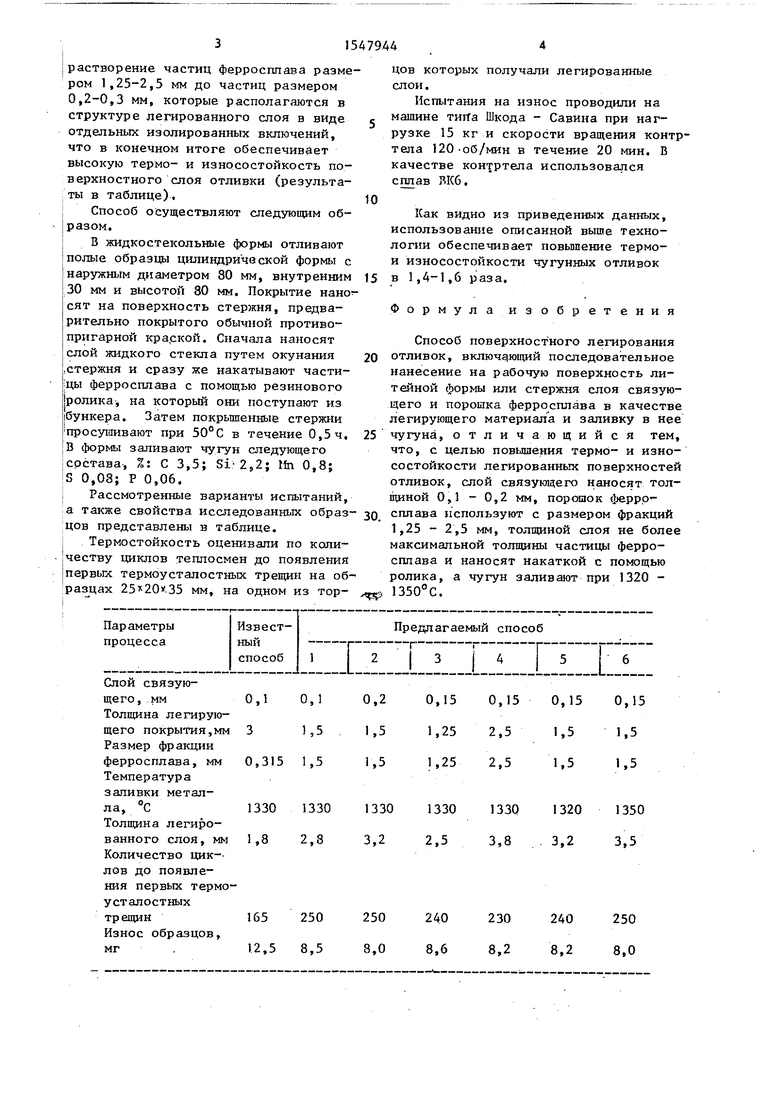
В жидкостекольные формы отливают полые образцы цилиндрической формы с наружным диаметром 80 мм, внутренним 30 мм и высотой 80 мм. Покрытие наносят на поверхность стержня, предварительно покрытого обычной противопригарной краской. Сначала наносят слой жидкого стекла путем окунания стержня и сразу же накатывают частицы ферросплава с помощью резинового ролика, на который они поступают из бункера. Затем покрышенные стержни просушивают при 50°С в течение 0,5ч. В формы заливают чугун следующего срстава, %: С 3,5; Si-2,2; Мп 0,8; S 0,08; Р 0,06.
Рассмотренные варианты испытаний, а также свойства исследованных образцов представлены в таблице.
Термостойкость оценивали по количеству циклов теплосмен до появления первых термоусталостных трещин на образцах мм, на одном из тор0
5
цов которых получали легированные слои.
Испытания на износ проводили на машине тшта Шкода - Савина при нагрузке 15 кг и скорости вращения контртела 120-об/мин в течение 20 мин, В качестве контртела использовался сплав М(6.
Как видно из приведенных данных, использование описанной выше технологии обеспечивает повышение термо- и износостойкости чугунных отливок в 1,4-1,6 раза.
Формула изобретения
Способ поверхностного легирования отливок, включающий последовательное нанесение на рабочую поверхность литейной формы или стержня слоя связующего и порошка ферросплава в качестве легирующего материала и заливку в нее чугуна, отличающийся тем, что, с целью повышения термо- и износостойкости легированных поверхностей отливок, слой связующего наносят толщиной 0,1 - 0,2 мм, порошок ферро0 сплава используют с размером фракций 1,25 - 2,5 мм, толщиной слоя не более максимальной толщины частицы ферросплава и наносят накаткой с помощью ролика, а чугун заливают при 1320 1350°С.
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для поверхностного легирования отливок | 1990 |
|
SU1731423A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ поверхностного легирования отливок | 1982 |
|
SU1079354A1 |
| Состав для поверхностного легирования отливок | 1987 |
|
SU1461584A1 |
| Способ поверхностного легирования отливок | 1975 |
|
SU554944A1 |
| Состав для легирования поверхности отливок в литейной форме | 1987 |
|
SU1494998A1 |
| Состав для модифицирования поверхности отливок в литейных формах | 1985 |
|
SU1297982A1 |
| Состав для легирования поверхности отливок в литейной форме | 1985 |
|
SU1320002A1 |
| Легирующее покрытие для литейных форм и стержней | 1980 |
|
SU859006A1 |
| Состав для легирования поверхности отливок в литейной форме | 1990 |
|
SU1764763A1 |
Изобретение относится к литейному производству, а именно к поверхностному легированию отливок, и может использоваться в металлургической и машиностроительной промышленности. Цель изобретения - повышение термо- и износостойкости легированных поверхностей отливок. На рабочую поверхность литейной формы наносят слой связующего толщиной 0,1...0,2 мм. В качестве легирующего материала используют порошок ферросплава с размером фракций 1,25...2,5 мм, с толщиной слоя не более максимальной толщины частицы ферросплава, который наносят накаткой с помощью ролика, что обеспечивает полную пропитку покрытия.
Слой связующего , мм0,1 Толщина легирующего покрытия,мм 3 Размер фракции
ферросплава, мм 0,31 Температура заливки металла, °С1330 Толщина легированного слоя, мм 1,8 Количество циклов до появления первых термоусталостных
трещин165
Износ образцов, мг12,5
0,20,150,150,150,15
1,51,252,51,51,5
1,51,252,51,51,5
13301330133013201350
3,22,53,83,23,5
250240230240250
8,08,68,28,28,0
| Способ поверхностного легирования отливок | 1975 |
|
SU554944A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
