Фиг г
5-5
ФигЗ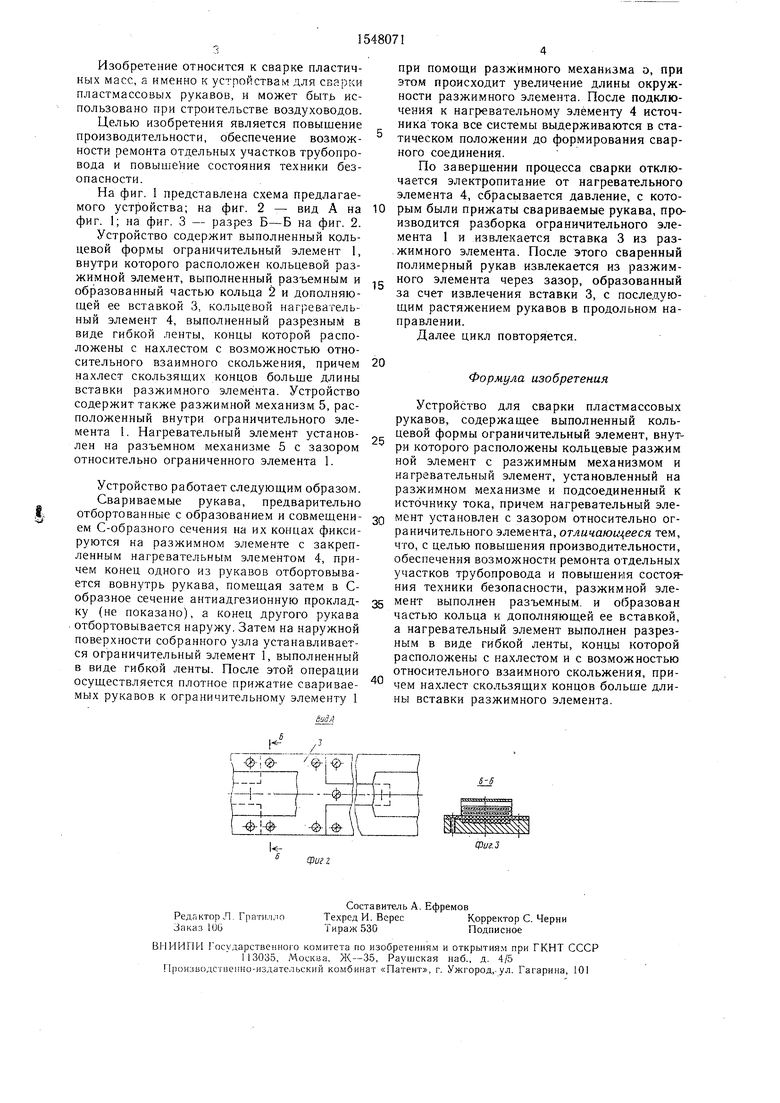
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Способ соединения пластмассовых рукавов | 1984 |
|
SU1162612A1 |
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
| Способ соединения гибких рукавов | 1987 |
|
SU1475814A1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для стыковой сварки труб | 1987 |
|
SU1407836A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНОГО РУКАВА | 1993 |
|
RU2076834C1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
Изобретение относится к сварке пластических масс, а именно к устройствам для сварки пластмассовых рукавов. Цель - повышение производительности, обеспечение возможности ремонта отдельных участков трубопровода и повышение состояния техники безопасности. Для этого устройство снабжено кольцевым ограничительным элементом 1, внутри которого расположен кольцевой разжимной элемент, выполненный разъемным и состоящий из части кольца 2 и дополняющей ее вставки 3, кольцевым нагревательным элементом 4, выполненным разрезным в виде гибкой ленты, концы которой расположены с нахлестом с возможностью относительного взаимного скольжения, причем нахлест скользящих концов больше длины вставки разжимного элемента, разжимным механизмом 5, расположенным внутри ограничительного элемента. Свариваемые рукава, предварительно отбортованные с образованием и совмещением С-образного сечения на их концах, фиксируются на разжимном элементе с закрепленным нагревательным элементом, причем конец одного из рукавов отбортовывается внутрь рукава, а конец другого рукава отбортовывается наружу. Затем на наружной поверхности собранного узла устанавливается ограничительный элемент. После этой операции осуществляется плотное прижатие свариваемых рукавов к ограничительному элементу и после подключения к нагревательному элементу источника тока все системы выдерживаются в статическом положении до формирования сварного соединения. 2 ил.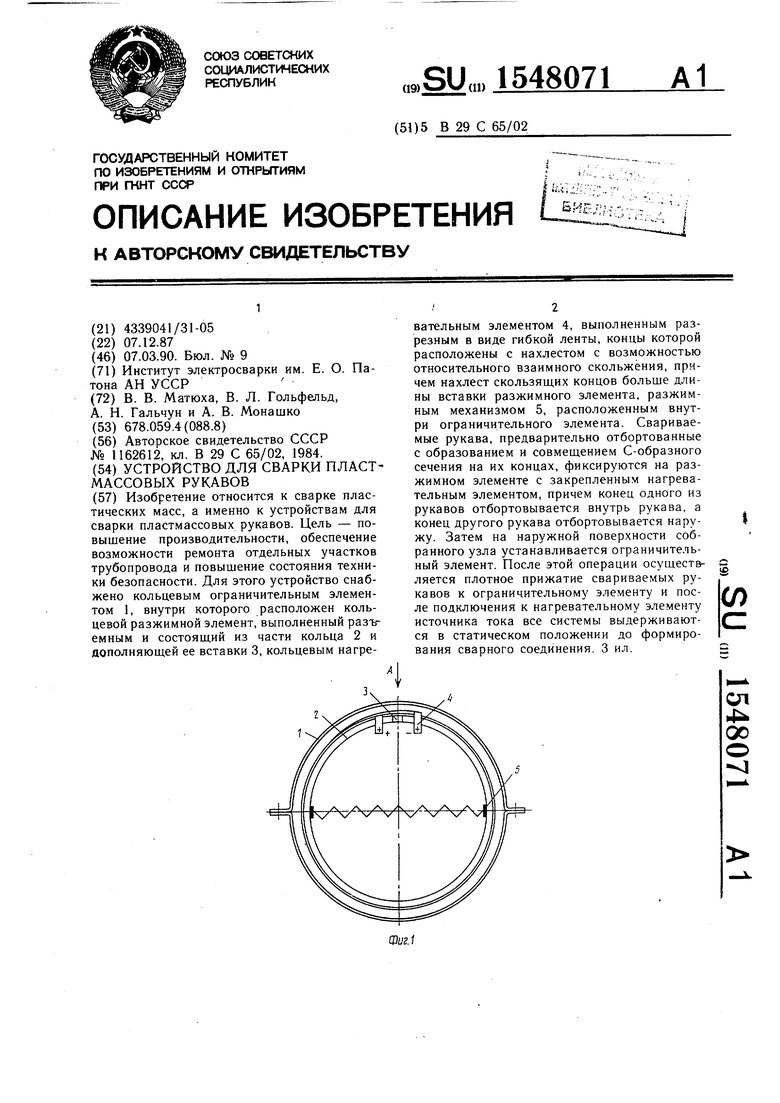
| Способ соединения пластмассовых рукавов | 1984 |
|
SU1162612A1 |
| Солесос | 1922 |
|
SU29A1 |
