Изобретение относится к оборудованию для изготовления резинокордных оболочек (РКО) и может найти применение в шинной промышленности, в частности при изготовлении РКО тороидального типа.
Целью изобретения является повышение качества изготавливаемых оболочек.
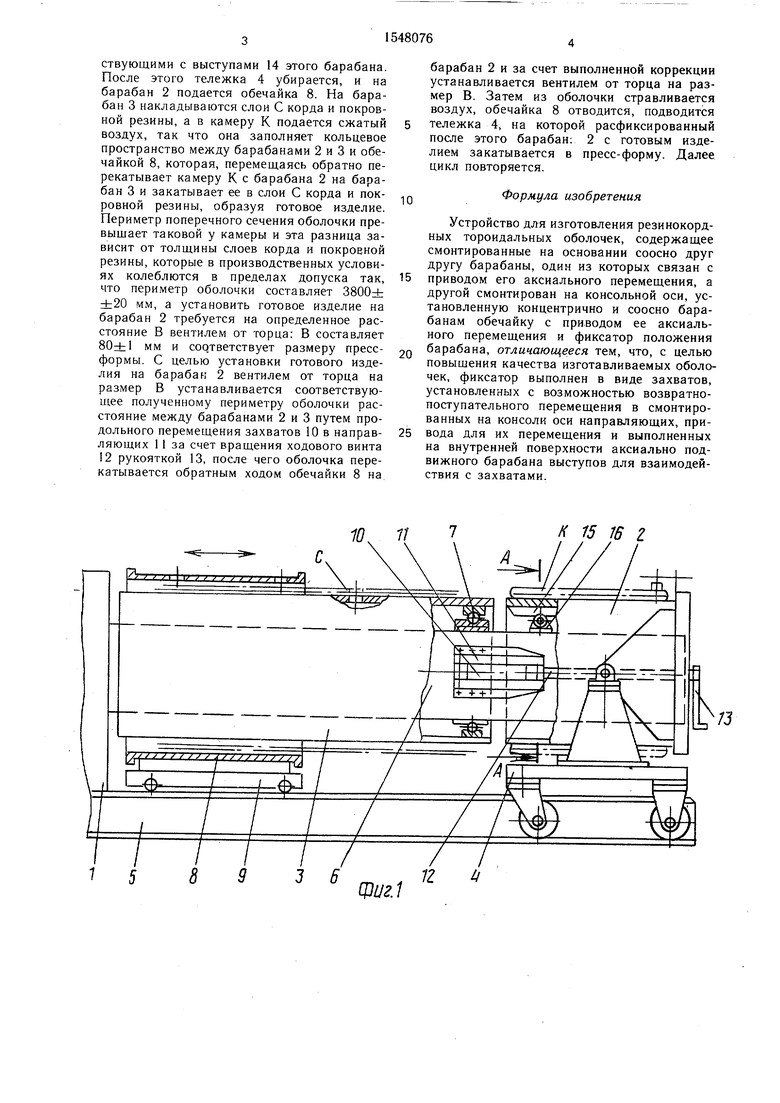
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для изготовления резинокордных оболочек содержит смонтирванные на основании 1 со осно друг другу барабаны
2и 3. Барабан 2 связан с приводом его аксиального перемещения (не показан) и смонтирован на тележке 4, которая подвижна вдоль направляющих 5 станины 1. Барабан
3смонтирован на консольной оси 6, закрепленной на станине 1, и установлен с возможностью поворота на подшипниковой опоре 7.
Устройство содержит установленную кон- центрично и соосно барабанам 2 и 3 обечайку 8, смонтированную на тележке 9 с возможностью аксиального перемещения вдоль направляющих 5.
Устройство содержит фиксатор положения барабана 2, который выполнен в виде захватов 10, установленных с возможностью возвратно-поступательного перемещения в смонтированных на консоли оси 6 направляющих 11.
Захваты 10 снабжены приводом перемещения, выполненным в виде ходового винта 12 с рукояткой 13. На внутренней поверхности барабана 2 выполнены выступы 14 для взаимодействия с захватами 10, а также направляющая 15 для взаимодействия с роликами 16, закрепленными на консоли оси 6
Устройство работает следующим образом.
Камера К собираемого изделия подается на сборку на барабан 2, который устанавливается направляющей 15 на ролики 16 и фиксируется захватами 10, взаимодейСП
4
00
о
О
ствующими с выступами 14 этого барабана. После этого тележка 4 убирается, и на барабан 2 подается обечайка 8. На барабан 3 накладываются слои С корда и покровной резины, а в камеру К подается сжатый воздух, так что она заполняет кольцевое пространство между барабанами 2 и 3 и обечайкой 8, которая, перемещаясь обратно перекатывает камеру К с барабана 2 на барабан 3 и закатывает ее в слои С корда и покровной резины, образуя готовое изделие. Периметр поперечного сечения оболочки превышает таковой у камеры и эта разница зависит от толщины слоев корда и покровной резины, которые в производственных условиях колеблются в пределах допуска так, что периметр оболочки составляет 3800± ±20 мм, а установить готовое изделие на барабан 2 требуется на определенное расстояние В вентилем от торца: В составляет 80±1 мм и соответствует размеру пресс- формы С целью установки готового изделия на барабан 2 вентилем от торца на размер В устанавливается соответствующее полученному периметру оболочки расстояние между барабанами 2 и 3 путем продольного перемещения захватов 10 в направляющих 11 за счет вращения ходового винта 12 рукояткой 13, после чего оболочка перекатывается обратным ходом обечайки 8 на
барабан 2 и за счет выполненной коррекции устанавливается вентилем от торца на размер В. Затем из оболочки стравливается воздух, обечайка 8 отводится, подводится тележка 4, на которой расфиксированный после этого барабан. 2 с готовым изделием закатывается в пресс-форму. Далее цикл повторяется.
10
Формула изобретения
Устройство для изготовления резинокорд- ных тороидальных оболочек, содержащее смонтированные на основании соосно друг другу барабаны, один из которых связан с
приводом его аксиального перемещения, а другой смонтирован на консольной оси, установленную концентрично и соосно барабанам обечайку с приводом ее аксиального перемещения и фиксатор положения
барабана, отличающееся тем, что, с целью повышения качества изготавливаемых оболочек, фиксатор выполнен в виде захватов, установленных с возможностью возвратно- поступательного перемещения в смонтированных на консоли оси направляющих, привода для их перемещения и выполненных на внутренней поверхности аксиально подвижного барабана выступов для взаимодействия с захватами.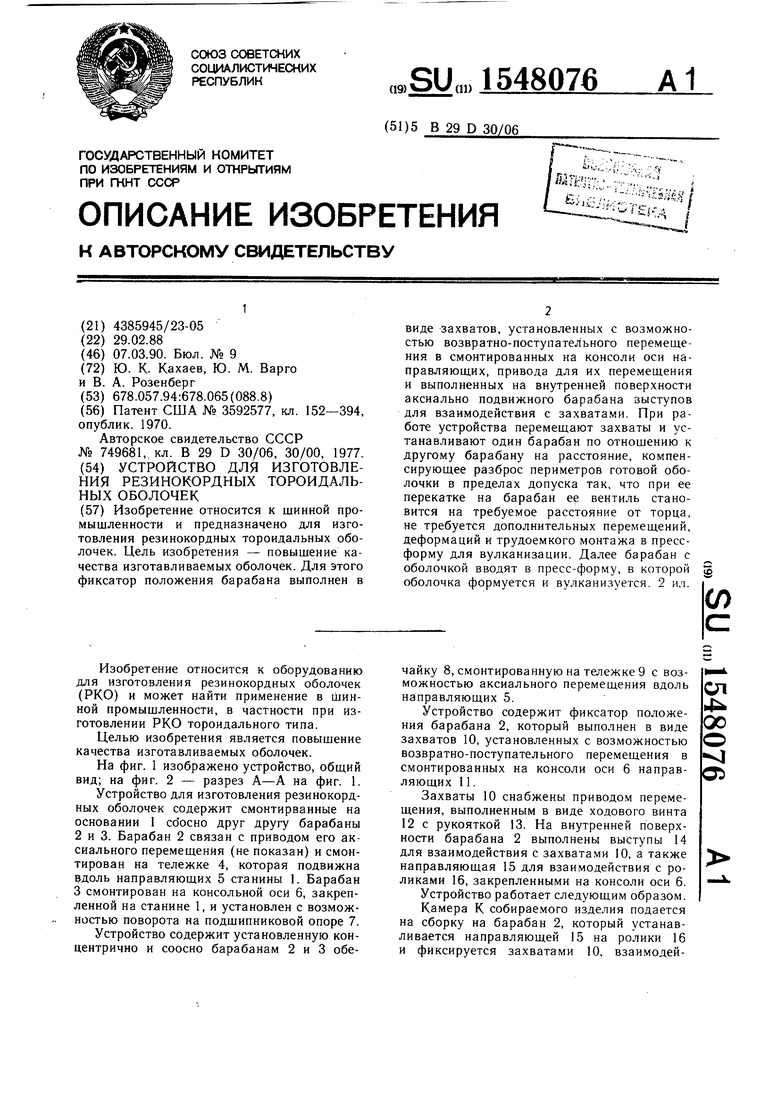
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резинокордных оболочек тороидального типа | 1977 |
|
SU749681A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ сборки резино-кордных оболочек тороидального типа | 1973 |
|
SU479654A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| Пневматический упругий элемент подушечного типа | 1990 |
|
SU1758309A1 |
| Способ переноса резино-кордного браслета и устройство для его осуществления | 1978 |
|
SU750901A1 |
| УСТРОЙСТВО для СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1973 |
|
SU363613A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| ПНЕВМОБАЛЛОН ПЕРЕДВИЖНОЙ ШАХТНОЙ КРЕПИ | 1994 |
|
RU2109140C1 |

Изобретение относится к шинной промышленности и предназначено для изготовления резинокордных тороидальных оболочек. Цель изобретения - повышение качества изготавливаемых оболочек. Для этого фиксатор положения барабана выполнен в виде захватов, установленных с возможностью возвратно-поступательного перемещения в смонтированных на консоли оси направляющих, привода для их перемещения и выполненных на внутренней поверхности аксиально подвижного барабана выступов для взаимодействия с захватами. При работе устройства перемещают захваты и устанавливают один барабан по отношению к другому барабану на расстояние, компенсирующее разброс периметров готовой оболочки в пределах допуска так, что при ее перекатке на барабан ее вентиль становится на требуемое расстояние от торца, не требуется дополнительных перемещений, деформаций и трудоемкого монтажа в пресс-форму для вулканизации. Далее барабан с оболочкой вводят в пресс-форму, в которой оболочка формуется и вулканизуется. 2 ил.
7 5
6 W П
ю. п
К 15 16 2.
1В
Фиг.2
| Патент США № 3592577, кл | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Устройство для сборки резинокордных оболочек тороидального типа | 1977 |
|
SU749681A1 |
| Солесос | 1922 |
|
SU29A1 |
