Изобретение относится к технологии машиностроения и может быть использовано в производстве упругих элементов, преимущественно крупных пружин из закаливаемых марок стали.
Целью изобретения является повышение эксплуатационной надежности и долговечности упругих элементов -
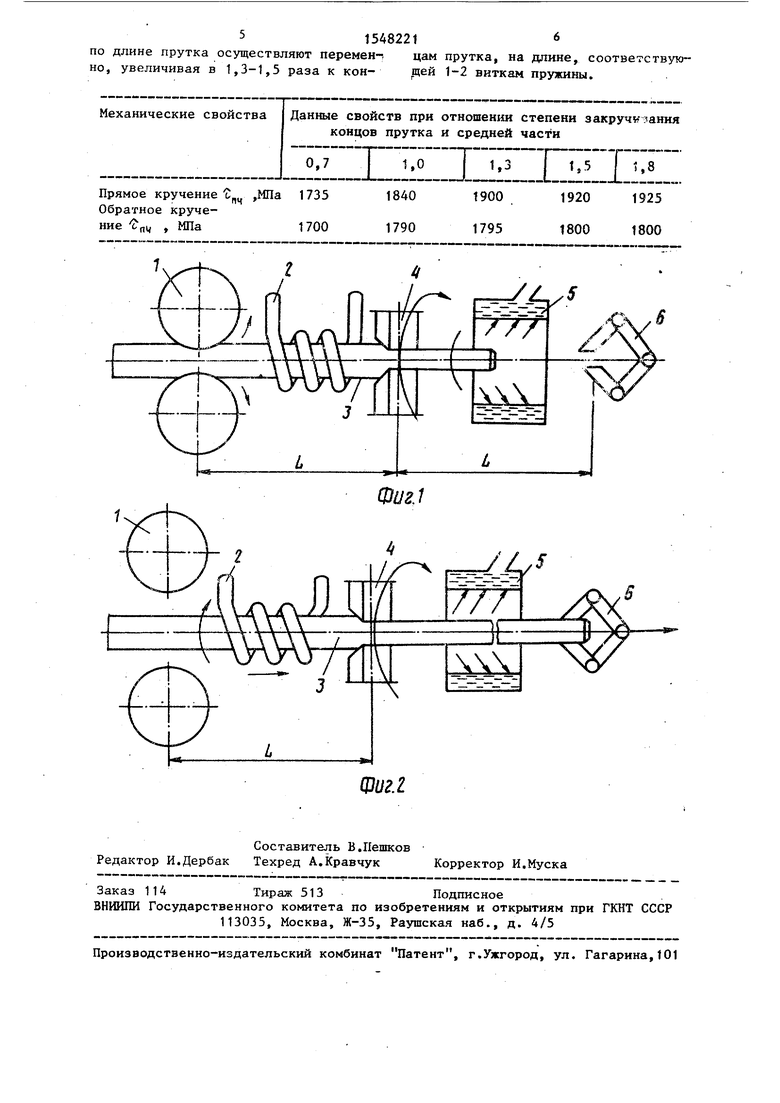
На фиг. 1 представлена схема начальной- стадии деформации при ВТМО, соответствующей достижению наибольшей деформации закручиванием на передней части прутка; на фиг. 2 - то же, конечная, стадия, соответствующая достижению наибольшей деформации закручиванием на задней части прутка, равной значению деформации на передней части.
Задающими роликами 1 с помощью индуктора 2 пруток 3 подают в деформирующий узел 4, где деформируют на за данную степень деформации по обжатию и закручивают на степень деформации по кручению, задаваемую углом разворота деформирующих роликов, после чего охлаждают спрейером 5. Получение различной степени деформации при закручивании по длине прутка, а именно увеличение ее степени с обоих концов1 прутка на длине L, соответствующей 1-2 виткам пружины, обеспечивают за счет последовательного освобождения каждого нз концов прутка, на расстоянии L от деформирующего узла 4. При задаче прутка 3 задающими роликами 1 в деформирующий узел 4 передняя часть прутка свободна и на нее действует крутящий момент, необходимый для деформирования на заданную степень де31
формации по обжатию (фиг. 1). При этом деформация закручиванием соответствует наибольшей величине. Далее при прохождении прутка через де- формирующий узел на расстояние L пруток зажимают захватом 6« При этом действующий крутящий момент распределяется между захватом 6 и задающими роликами 1, соответственно деформа- ция закручиванием снижается до наименьшей величиьы. Посла прохождения прутка на расстоянии L от задней части прутка (фиг. 2) пруток 3 освобождают от задающих роликов 1 и на ос™ тавшейся длине L прутка происходит увеличение деформации закручиванием до наибольшего значенияs соответствующего значению на передней части прутка„
Пример, В качестве объекта, выбрана пружина подвескч автобуса ЛАЗ с параметрами; Dc.7 95 мм, а„р 19 мм, п 7,25, t 22 мм, Н0 179 мм. Мерная длина прутка 2320 мм Для производства равнопрочной пружины по указанной технологии горячекатаный пруток из стали диаметром 22 м и длиной 1940 ьсс-i подвергают ТЗТМО на
с на-
опытно-промышленной установке гревом ТВЧ до 980-1000°С и водяным спрейерным охлаждением. Деформацию винтовым обжат сн с закручиванием осуществляют со степенью по обжатию 22% и переменной по длине деформации кручением 18-28%, НРЧ 1ем на концах прутка длиной окопо 500 мм деформаци кручением составляет 25-23%,в средне части прутка 18-20%, что обеспечивается соответствующими расстояними от деформирующих до захвата и до задающих роликов Угол разворота деформлрующих роликов б, обеспечивающий заданные величины дефолиации кручению рассчитывают по
(5 arctg J-,
где s - величина подачи пруткэ,
мм/об;
d K - диаметр прутка после; деформации,, им „
Величина |5 составляет 5,5 , Навивку пруэтин провсдят с электроконтактного нагрева 1ПЧ до Ь20 %, + 10°С со скоростью f-агрева .
Циклические испытания пружин, ими- тируюшие условия их работы, выявили прирост долговечности шзужин, полуценных по предлагаемому способу. Так, для пружин, изготовленных по
известному способу лов, а по
N
ср 200 -10 цик- предлагаемому - Ncp 235 хЮ циклов, причем поломки происходят в разных частях пружин по длине, а поломки пружин, изготовленных по известному способу (а также серийных) происходят вблизи ушек5
Деформации по кручению со степенью менее 18% недостаточно для формирования благоприятной для работы на кручение механической текстуры (геометрической направленности зерен, субзерен, структурных составляющих включений), которая с учетом реальных условий работы пружин должна быть расположена по спирали вдоль направления максимальных растягивающих напряжений. Из результатов испытаний на статическое кручение следует, что, начиная с деформации 20%,
5
0
5
0
5
0
5
прочностные свойства при испытаниях на кручение увеличиваются и соответствуют повышенным значениям при деформациях 25-28% или величины в 1,3- 1Э5 раза большей, что свидетельствует о совпадении текстуры с направлением максимальных растягивающих напряжений по длине прутка. Увеличение степени деформации более 28% или более, чем в 1,5 раза, не приводит к значительному изменению механических свойств, при этом качество поверхности прутка ухудшается
Применение предлагаемого способа позволяет повысить эксплуатационную надежность и долговечность крупных пружин при высокой культуре производства. i
Данные изменения механических свойств стали в зависимости от деформации кручением (Тзап 980°С, Тстп 200°CS/A06 20%) приведены в таблице.
Формула изобретения
Способ изготовления упругих элементов, преимущественно крупных пружин, включающий нагрев до температуры выше Ас5, пластическую деформацию винтовым обжатием с закручиванием, закалку, скоростной нагрев до температуры ниже Ас и навивку, отличающийся тем, что, с целью повышения эксплуатационной надежности и долговечности, деформацию кручением
515482216
по длине прутка осуществляют перемен-, цам прутка, на длине, соответствую- но, увеличивая в 1,3-1,5 раза к кон- гщей 1-2 виткам пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упругих элементов | 1983 |
|
SU1169999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА АНИЗОТРОПНОГО ОРИЕНТИРОВАНИЯ НАНОСТРУКТУРЫ В МАТЕРИАЛЕ | 2013 |
|
RU2524028C1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОЙ КАЛИБРОВАННОЙ СТАЛИ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2020 |
|
RU2743269C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1996 |
|
RU2113301C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ получения прутков сВНуТРЕННиМи КАНАлАМи | 1979 |
|
SU841865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН ИЗ СТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2411101C2 |
| Способ изготовления винтовых пружин | 1977 |
|
SU686805A1 |
| Способ изготовления калиброванного проката с термомеханическим упрочнением | 1980 |
|
SU933156A1 |
Изобретение относится к технологии машиностроения и может быть использовано в производстве упругих элементов, преимущественно крупных пружин из закаливаемых марок стали. Цель изобретения - повышение эксплуатационной надежности и долговечности упругих элементов. Трубки из стали 60С 2 нагревают до 980-1000°С, деформируют винтовым обжатием с закручиванием, закаливают, нагревают до 620°С и навивают. Степень деформации кручением увеличивается в 1,3-1,5 раза с обоих концов прутка на длине, соответствующей 1-2 виткам пружины, что позволяет увеличить их долговечность. 1 табл.
Механические свойства
Данные свойств при отношении степени закручу ання концов прутка и средней части
0,7
Прямое кручение Ј „ ,МПа 1735 Обратное кручение Спц , МПа
1700
Wi
J Ji
1900 1795
1920 1800
1925 1800
s
Фиг.1
L,s
| Полищук Д.Ф | |||
| Обзор работ по основным задачам статики и динамики цилиндрических пружин | |||
| - М.: ЦНИИ инф, и техн., 1980, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ изготовления упругих элементов | 1983 |
|
SU1169999A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
