щиг.1
«%
Изобретение относится к машиностроению и может быть использовано при изготовлении многорядных срезных болтовых соединений.
Цель изобретения - повышение усталостной долговечности соединения.
На фиг.1 изображена конструкция многорядного соединения деталей до сборки соединений на крайние болты} на фиг.2 - конструкция многорядного соединения после сборки соединения н все болтыJ на фиг.3-5 - узел I на фиг.2 (варианты) болтов с соединяемыми деталями.
Соединение деталей состоит из соединяемых листов 1 и 2, нескольких рядов крепежных элементов (болтов) 3 установленных в соединяемые детали перпендикулярно наружной поверхности соединяемых листов. Первый относительно прикладываемой на соединяемую деталь нагрузки ряд болтов 4 установлен под углом oiQ к наружной поверхности Соединяемых листов в сторону от нагрузки. Первоначально собирают пакет на внутренние ряды болтов,после чего устанавливают крайние болты. После установки крайних болтов 4 из-
При нагружении соединения с кошенными рядами болтов происходит уменьшение по величине и неравномер- кости результирующих контактных напряжений (5 . и G кс . Уменьшение неравномерности и величины результирующих напряжений смятия приводит к уменьшению интенсивности фреттинг-коррозии по месту усталостного разрушения А и В, а уменьшение неравномерности и величины контактных напряжений по стенке отверстия приводит к уменыне- нию концентрации напряжений на кромке отверстия от действия нагрузки на болт.
Угол установки болта необходимо выбрать такой, чтобы под действием эксплуатационной нагрузки болт становился вертикально поверхности листов, в этом случае эффективность технического решения будет наибольшей.Расчеты этого угла, связанные с податливостью болта, геометрическими и механическим характеристиками соединяемых деталей, показывают, что оЈ0 2-6°. Небольшая величина угла установки болта не вызовет значительных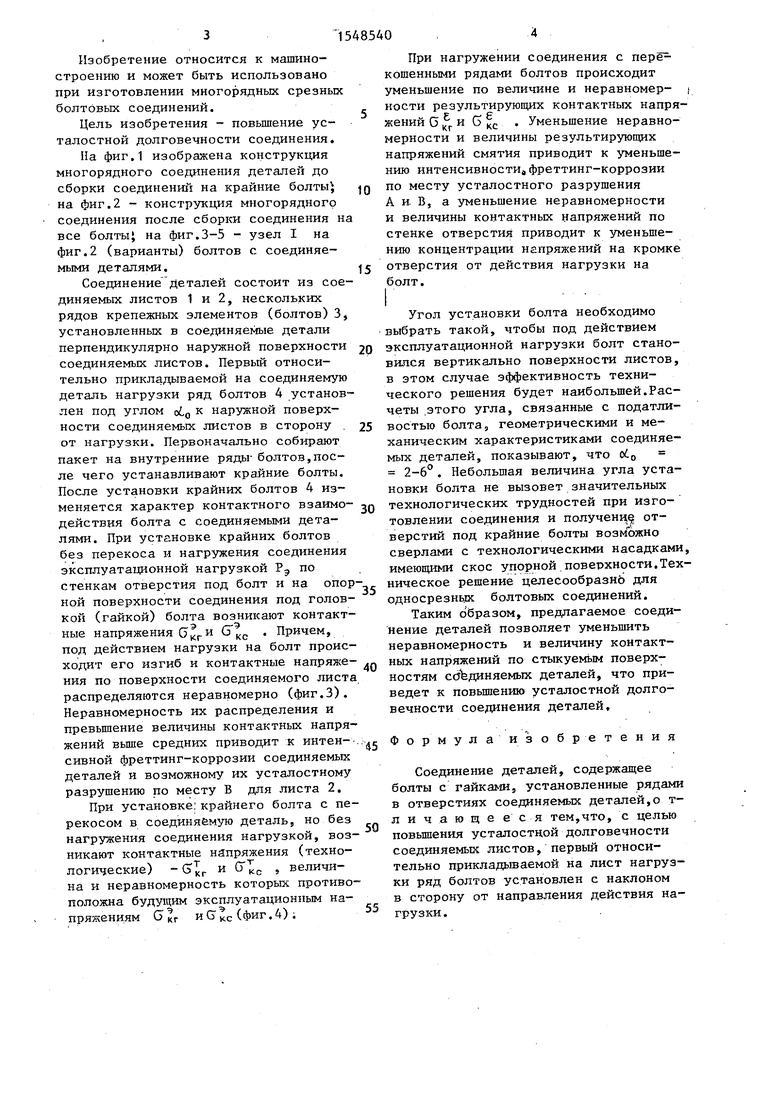
| название | год | авторы | номер документа |
|---|---|---|---|
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
| Соединение деталей | 1987 |
|
SU1490325A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2031260C1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| Соединение деталей | 1987 |
|
SU1479734A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2025579C1 |
| Соединение деталей | 1989 |
|
SU1700290A2 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Болтовое соединение деталей | 1990 |
|
SU1754925A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
Изобретение относится к машиностроению, в частности к соединениям деталей, и может быть использовано при изготовлении многорядных срезных болтовых соединений. Цель изобретения - повышение усталостной долговечности соединения деталей. Соединение деталей состоит из соединяемых листов и нескольких рядов болтов. Первый относительно прикладываемой на лист нагрузки ряд крепежных болтов установлен с наклоном в сторону от нагрузки. Это позволяет уменьшить неравномерность и величину контактных напряжений по стыкуемым поверхностям соединяемых деталей, что приведет к повышению усталостной долговечности соединения деталей. 5 ил.
меняется характер контактного взаимо- JQ технологических трудностей при изго- действия болта с соединяемыми деталями. При установке крайних болтов без перекоса и нагружения соединения эксплуатационной нагрузкой Рэ по стенкам отверстия под болт и на опор-.
35
ной поверхности соединения под головкой (гайкой) болта возникают контактные напряжения . Причем, под действием нагрузки на болт происходит его изгиб и контактные напряже- .,. ния по поверхности соединяемого листа распределяются неравномерно (фиг.З). Неравномерность их распределения и превышение величины контактных напряжений выше средних приводит к интенсивной фреттинг-коррозии соединяемых деталей и возможному их усталостному разрушению по месту В для листа 2.
При установке крайнего болта с перекосом в соединяемую деталь, но без
45
50
товлении соединения и получение отверстий под крайние болты возможно сверлами с. технологическими насадками имеющими скос упорной поверхности.Тех ническое решение целесообразно для односрезных болтовых соединений.
Таким образом, предлагаемое соединение деталей позволяет уменьшить неравномерность и величину контактных напряжений по стыкуемым поверхностям соединяемых деталей, что приведет к повышению усталостной долговечности соединения деталей.
Формула изобретения
Соединение деталей, содержащее болты с гайками, установленные рядами в отверстиях соединяемых деталей,о т- личающееся тем,что, с целью повышения усталостной долговечности соединяемых листов, первый относительно прикладываемой на лист нагрузки ряд болтов установлен с наклоном в сторону от направления действия нагрузки.
нагружения соединения нагрузкой, возникают контактные напряжения (технологические) - и , величина и неравномерность которых противоположна будущим эксплуатационным напряжениям
иСцС (фиг.4) .
технологических трудностей при изго-
товлении соединения и получение отверстий под крайние болты возможно сверлами с. технологическими насадками, имеющими скос упорной поверхности.Техническое решение целесообразно для односрезных болтовых соединений.
Таким образом, предлагаемое соединение деталей позволяет уменьшить неравномерность и величину контактных напряжений по стыкуемым поверхностям соединяемых деталей, что приведет к повышению усталостной долговечности соединения деталей.
Формула изобретения
Соединение деталей, содержащее болты с гайками, установленные рядами в отверстиях соединяемых деталей,о т- личающееся тем,что, с целью повышения усталостной долговечности соединяемых листов, первый относительно прикладываемой на лист нагрузки ряд болтов установлен с наклоном в сторону от направления действия нагрузки.
сриг.з
Фиг. 2
w
ФигМ
Фиг. 5
| Ярковец А.И | |||
| и др | |||
| Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов | |||
| - П.: Машиностроение , 1987, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
