Изобретение относится к деталям машин и может быть использовано при изготовлении многосрезных болтовых соединений самолетных конструкций.
Цель изобретения - повышение усталостной долговечности соединяемых деталей.
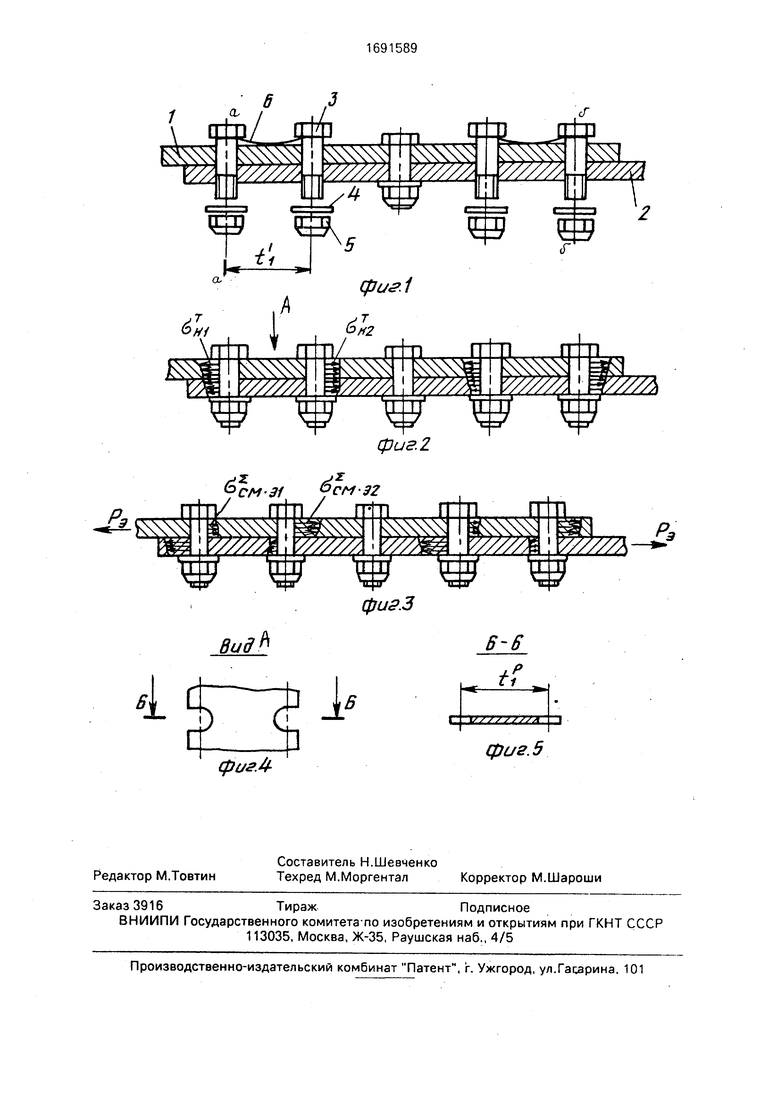
На фиг. 1 дана конструкция пятирядно- го односрезного болтового соединения до осевой затяжки болтов; на фиг. 2 - то же, характер контактного взаимодействия крайних болтов с соединяемыми листами после осевой затяжки болтов; на фиг. 3 - то же, после приложения эксплуатационной нагрузки; на фиг. 4, 5 - конструкция высокопрочной прокладки и ее геометрические характеристики на виде в плане и профильном сечении.
Согласно способу изготавливают детали 1 и 2 с рядами отверстий, крепежные элементы 3, 4, 5 и разгружающий элемент, который выполняют из двух прокладок 6.
Каждую прокладку выполняют с изгибным участком и выемками на концах. Соединяют детали 1,2 и прокладки 6 в пакет, прокладки 6 при этом устанавливают по одну сторону пакета в зоне крайнего и соседнего с ним ряда отверстий деталей с изгибом в сторону пакета. Устанавливают в отверстия пакета болты 3 и на них надевают шайбы 4, которые затягивают болтами 5.
Местом вероятного усталостного разру- и. соединения является сечение а-а эле- мемта 1 и сечение б-б для листа 2. Болты в указанных сечениях являются, относительно прикладываемой на лист эксплуатационной нагрузки Рз, первыми: болты в сечении а-а - первые для листа 1, а в сечении б-б - для листа 2. На участках между крайними рядами болтов (между первым и вторым рядом болтов) установлена прокладка 6, изготовленная из более прочного материала, чем соединяемые листы (фиг. 1). После осеО 00
СП 00 Ч)
вой затяжки болтов крайних рядов в соединяемых листах создаются предварительные контактные напряжения: по первому ряду
болтов , а по второму ряду (фиг. 2). При этом, величина и направление действия
напряжений oji противоположно действию будущих эксплуатационных напряжений смятия оЦм . После приложения эксплуатационной нагрузки на соединение Рэ происходит перераспределение напряжений смятия. Но для разрушаемого листа в опасном сечении происходит уменьшение уровня эксплуатационных напряжений на величину предварительно созданных. Так, например, для листа 1 в сечении а-а:
СГСмэ1 СГ/м1 ,(1)
где Осм.1 - величина эксплуатационных напряжений смятия без применения высокопрочной прокладки.
В конструкции соединения деталей происходит догрузка вторых рядов отверстий под болты. Так, например, для листа 1 по второму ряду отверстий Ј з
Осм.э2 - ОЬм.2
Ок2
(2)
Однако, эта догрузка в усталостном отношении не опасна, так как по второму ряду отверстий происходит уменьшение уровня растягивающих напряжений в листе и соединяемый лист в этом сечении не разрушается. Это справедливо и для случая догружения листа 2 в сечении а-а, так как лист по последнему ряду болтов не разрушается, Прокладку б необходимо изгибать так, чтобы направление прогиба было в сторону контактируемого с ней листа, иначе распор прокладки при затяжке болтов не реализуется. Выполнение распора требует, чтобы шаг отверстий в плоской прокладке (до ее изгиба) tpf , был больше величины шага соответствующих отверстий в соединяемых листах ti1. Разность этих шагов и будет определять необходимую силу распора.
Данный способ получения болтового соединения характеризуется большей величиной распора болтов, так как при зажатии не преодолевается сила контактного сопротивления прокладка-лист, удобством монта- жа прокладки, таТГкак она устанавливается сверху соединения, визуально контролируется и не требует совмещения всех рядов отверстий и установки болтов, меньшим весом соединения, для односрезных соединений уменьшается величина изгибных напряжений в соединяемых листах вследст0
5
0
5
0
5
0
5
0
5
вне эксцентриситета передачи нагоузки, так как устанавливаемая сверху прокладка изгибает лист в противоположную сторону эксплуатационному изгибу (при нагружении эксплуатационной нагрузки происходит растяжение листа на контактируемой поверхности с ответным листом).
Для самолетостроения характерно применение дюралевых сплавов типа Д16Т, В95 для соединяемых листов и стальных крепежных элементов из ЗОХГСА, ЗОХГСНА, 16ХСН или титана ВТ-16. Для изготовления прокладок целесообразно применять те же материалы, что и для изготовления болтов Величину распора (разность шагов отверстий в прокладке и листах) болтов необходимо выбрать такой, чтобы выполнялось условие
oЈi о|м 1 ,
В этом случае техническая эффективность разработанного соединения деталей будет наибольшей. Разработанное соединение деталей целесообразно применять для соединения пакетов средних и больших толщин многорядных (4-8 рядов) болтовых соединений. Целесообразно повышение величины осевой затяжки крайних рядов болтов на 15-20% по сравнению со средними болтами. Технология изготовления соединения не отличается от серийной: сверление пакета соединяемых деталей, установка внутренних рядов болтов и их затяжка, установка прокладки, установка крайних рядов болтов и их затяжка.
Формула изобретения Способ получения болтового соединения деталей, при котором изготавливают детали с рядами отверстий, крепежные элементы, разгружающий элемент с четырьмя рядами выемок и двумя изгибными участками, соединяют детали и разгружающий элемент в пакет, совмещая выемки разгружающего элемента с крайними и соседними с ними рядами отверстий в деталях, и располагая между этими рядами отверстий из- гибные участки разгружающего элемента, устанавливают крепежные элементы в отверстия и затягивают их, отличающий- с я тем, что, с целью повышения срока службы путем повышения усталостной долговечности соединяемых деталей, разгружающий элемент выполняют в виде двух прокладок, иэгибной участок и два ряда выемок выполняют на каждой из прокладок, которые уста- назливают крайними в пакете с направлением изгиба в сторону пакета,
6
сГ
фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Соединение деталей | 1987 |
|
SU1479734A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2025579C1 |
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
Изобретение относится к деталям машин и может быть использовано при изготовлении многосрезных болтовых соединений самолетных конструкций. Цель изобретения - повышение усталостной долговечности соединяемых деталей. Способ получения соединения деталей включает изготовление деталей с рядами отверстий, крепежных элементов и двух прокладок. Каждую из прокладок выполняют с изгиб- ным участком и выемками на концах. Соединяют детали и прокладки в пакет, причем прокладки устанавливают крайними в пакете по одну его сторону. Кроме того, каждую из прокладок устанавливают в зоне крайнего и соседнего с ним ряда отверстий деталей с изгибом в сторону пакета. Устанавливают в отверстия пакета крепежные элементы и затягивают их. При этом прокладки распрямляются и перераспределяют нагрузку между крайними и соседними с ними рядами крепежных элементов. 5 ил.
фигЛ
физ.З
6-6
фиг. 5
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
