Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при изготовлении многорядных срезных болтовых соединений самолетных конструкций.
Наиболее близким по технической сущности является способ получения многорядных срезных болтовых соединений самолетных конструкций по [1], при котором в соединяемых деталях выполняют ряды отверстий, перпендикулярных направлению нагрузки на деталь, после чего детали собирают, совмещая их отверстия, вводят в отверстия болты, устанавливают на них шайбы, гайки и производят затяжку последних.
Усталостная долговечность известного соединения во многом зависит от величины напряжений смятия по стенкам крайних отверстий под болты, существенно влияющих на величину концентрации напряжений на кромке отверстия под болт.
Цель изобретения - повышение усталостной долговечности соединения.
Это достигается тем, что в каждой из соединяемых деталей отверстия первого относительно места приложения нагрузки ряда выполняют с наклоном в сторону от направления действия нагрузки, детали собирают так, чтобы продольные оси наклонных и ответных им перпендикулярных отверстий имели общие точки пересечения, а болты вводят сначала в совмещенные отверстия внутренних рядов, затягивают установленные на них гайки, после чего вводят болты в крайние ряды отверстий.
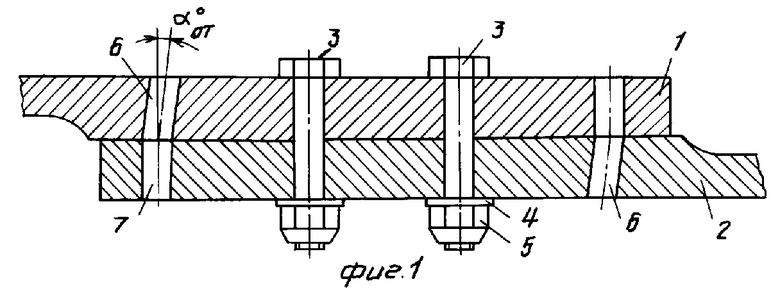
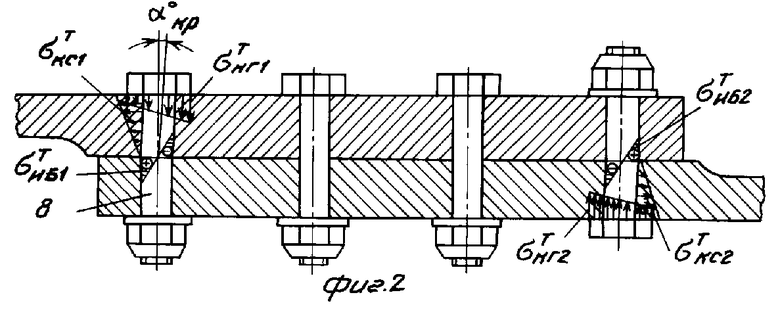
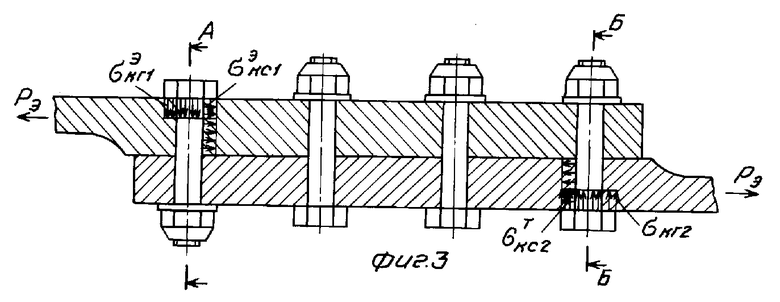
На фиг.1 изображен пакет соединяемых деталей после установки внутренних крепежных элементов; на фиг.2 - пакет соединяемых деталей и характер напряженного состояния соединения по месту его вероятного усталостного разрушения после сборки соединения на все болты; на фиг.3 - пакет соединяемых деталей и характер напряженного состояния в момент нагружения односрезного многорядного болтового соединения.
Соединение состоит из соединяемых листов 1 и 2, нескольких рядов крепежных болтов 3, шайб 4 и гаек 5. В каждой соединяемой детали отверстия 6 первого относительно места приложения нагрузки ряда выполняют с наклоном в сторону от направления действия нагрузки, остальные отверстия 7 - перпендикулярно нагрузке.
Соединяемые листы собирают вместе, совмещая отверстия, при этом необходимо, чтобы продольные оси наклонных отверстий 6 и ответных им перпендикулярных отверстий 7 имели общий точки пересечения. После этого производят установки внутренних рядов болтов, установку на болты шайб 4 и затяжку гайками 5.
После фиксации пакета деталей внутренними рядами болтов производят установку крайних рядов болтов головками со стороны наклонного отверстия, после чего производят установку на них шайб и затяжку их гайками. После затяжки крайних рядов болтов в соединении возникают предварительные напряжения: смятия по стенке отверстия σТксi и контактные напряжения под головкой болта σТкгi (фиг.2). Направление напряжений σТксi противоположно напряжениям смятия от действия эксплуатационной нагрузки на соединение Рэ, а характер неравномерности напряжений σТксi также противоположен характеру неравномерности при эксплуатационном нагружении. Кроме того, в стержне крайних рядов болтов возникают напряжения изгиба σТИБi, направление которых противоположно изгибным напряжениям в болте от действия срезной нагрузки на болт.
Напряжения смятия в соединении при нагружении его эксплуатационной нагрузкой будут перераспределяться, однако суммарная величина напряжений будет меньше на величину предварительно созданных, т.е. σЭксi = σЭсi- σТксi, где σЭсi - величина напряжений смятия без применения наклонных отверстий.
Величину угла наклона отверстий αосг при изготовлении детали необходимо расчетом подобрать такую, чтобы величина предварительных напряжений изгиба и смятия в болте была близка или равна напряжениям смятия по стенке отверстия и изгиба в стержне болта в эксплуатации без смятия отверстий. Тогда суммарная величина эксплуатационных напряжений будет близка или равна нулю, а техническая эффективность разработанного способа наибольшей. Этот угол можно определить и экспериментально, подбирая таким образом, чтобы при нагружении соединения эксплуатационной нагрузкой крайний ряд болтов занимал строго вертикальное (перпендикулярное нагрузке) положение.
Необходимо отметить, что угол выполнения отверстия αоот и угол, который занимает крайний ряд болтов после закрутки, величины по величине (αоог > αокр), так как при закрутке болта происходит его упругое деформирование и деформирование стенок отверстия.
Таким образом, предложенный способ соединения деталей позволяет получить следующие свойства: наличие в стержне болта предварительных напряжений изгиба, противоположных эксплуатационным, причем место предварительных напряжений и место наибольших эксплуатационных напряжений практически совпадает по месту среза болта; отсутствие в месте перехода стержня болта в резьбовую часть изгибных напряжений; удобство сборки.
Наличие указанных положительных свойств повышает в 1,2-1,4 раза усталостную долговечность соединительных болтов крайних рядов, что повышает надежность соединения либо при заданном уровне надежности повышает ресурс соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2031260C1 |
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
| Соединение деталей | 1990 |
|
SU1733732A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Многорядное соединение деталей | 1990 |
|
SU1754924A1 |
| Способ получения соединения деталей | 1990 |
|
SU1756671A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Соединение деталей | 1988 |
|
SU1548540A1 |
Использование: в самолетостроении, при изготовлении многорядных срезных болтовых соединений самолетных конструкций. Сущность изобретения: в соединяемых листах изготавливают ряды отверстий под крепежные элементы, например болты. Отверстия первого относительно места приложения нагрузки ряда выполняют с наклоном в сторону от направления действия нагрузки. Детали собирают так, чтобы продольные оси наклонных и ответных им перпендикулярных отверстий имели общие точки пересечения. В совмещенные отверстия устанавливают болты внутренних рядов, после чего устанавливают болты в наклонные отверстия крайних рядов и затягивают гайки. Это позволяет создать в стержне болта предварительные напряжения изгиба, противоположные эксплуатационным, причем место предварительных напряжения и место наибольших эксплуатационных напряжений практически совпадают по месту среза болта, что повышает усталостную долговечность как самого болта, так и всего соединения деталей. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ, при котором в соединяемых деталях выполняют ряды отверстий, перпендикулярных направлению нагрузки на деталь, после чего детали собирают, совмещая их отверстия, вводят в отверстия болты, устанавливают на них шайбы, гайки и производят затяжку последних, отличающийся тем, что в каждой из соединяемых деталей отверстия первого относительно места приложения нагрузки ряда выполняют с наклоном в сторону от направления действия нагрузки, детали собирают так, чтобы продольные оси наклонных и ответных им перпендикулярных отверстий имели общие точки пересечения, а болты вводят сначала в совмещенные отверстия внутренних рядов, затягивают установленные на них гайки, после чего вводят болты в крайние ряды отверстий.
| Ярковец А.И | |||
| и др | |||
| Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов, М.: Машиностроение, 1987, с.6, рис.1.1б. |
