Изобретение относится к технике сушки изделий в поле центробежных сил и может быть ИСПОЛЬЗОЕЗНО в машиностроительной и других отраслях лромыш- 5 ленноети для сушки мелких изделий.
Цель изобретения - повышение эксплуатационной надежности.
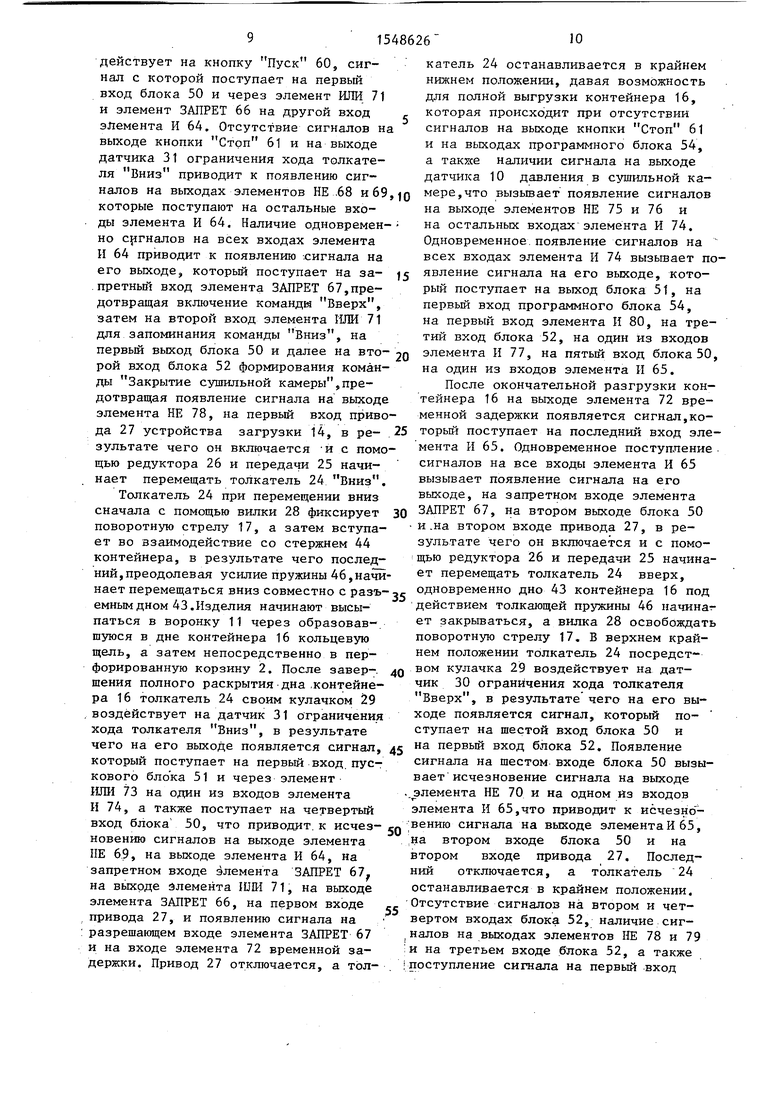
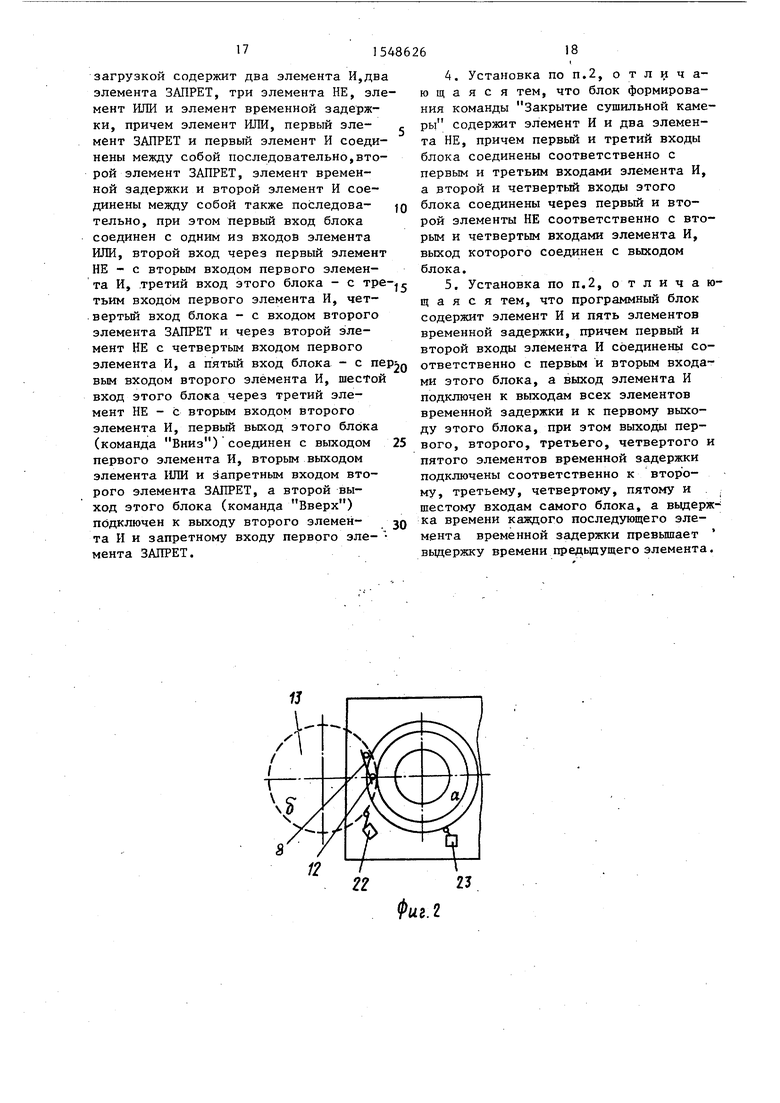
На фиг.1 схематически изображена установка для центробежной сушки 20 мелких изделий, общий вид; на фиг.2 - крышка сушильной камеры в закрытом (а) и открытом (б) положениях; на фиг.З - узел 1 на сЬиг.1 на фиг,4 - вид А на фиг.Ij на фиг.5 - сечение 25 Б-Б на фиг.1; на фиг.6 - сечение на фиг.5; на фиг.7 - сечение Г-Г на фиг.Ц на Аиг.8 - сечение Д-Д на фиг.7; на фиг„9 - загрузочное (в) и рабочее (г) положения загрузочно- 30 го устройства, вид сверху; на фиг.Ю- функциональная схема системы управления установки.
Предлагаемая установка для центробежной сушки мелких изделий содержит станину 1, сушильную камеру, выполненную в виде перфорированной корзины 2, жестко «закрепленной на шпинделе 3, выполненном полым и кинематически связанном через ременную пере- дачу 4 с приводом 5, камеру 6 нагре- ва с нагревателем 7 и датчиком 8 тем- пературы, систему 9 вгкуумирования с датчиком 10 давления в сушильной камере, загрузочную воронку 11 и пово- д ротную вокруг оси 12 крышку 13, устройство 14 загрузки и устройство 15 выгрузки корзины, коьтейнер 16 для подлежащих сушке изделий, расположенный на поворотной стреле 17, тару 18 для приема готовых изделий и электрр- шкаф 19 системы управления. Поворотная крышка 13 выполнена подпружиненной и снабжена кронштейном 20,взаимодействующим с поворотной стрелой 17 и пружиной 21 кручения для возврата крышки 13 в исходное закрытое положение а, и датчиком 22 открытия и датчиком 23 закрытия сушильной камеры.
35
40
50
55
5
0 5 0
5
0
0
5
Устройство 14 загрузки корзины выполнено в виде толкателя 24, кинематически связанного через цепную передачу 25 и редуктор 26 с приводом 27. Толкатель 24 в Нижней части имеет жестко закрепленную вилку 28 для фиксации поворотной стрелы 17 при загрузке корзины, а в верхней части - кулачок 29 для взаимодействия с датчиками 30 и 31 ограничения хода толкателя соответственно Вверх и Вниз.
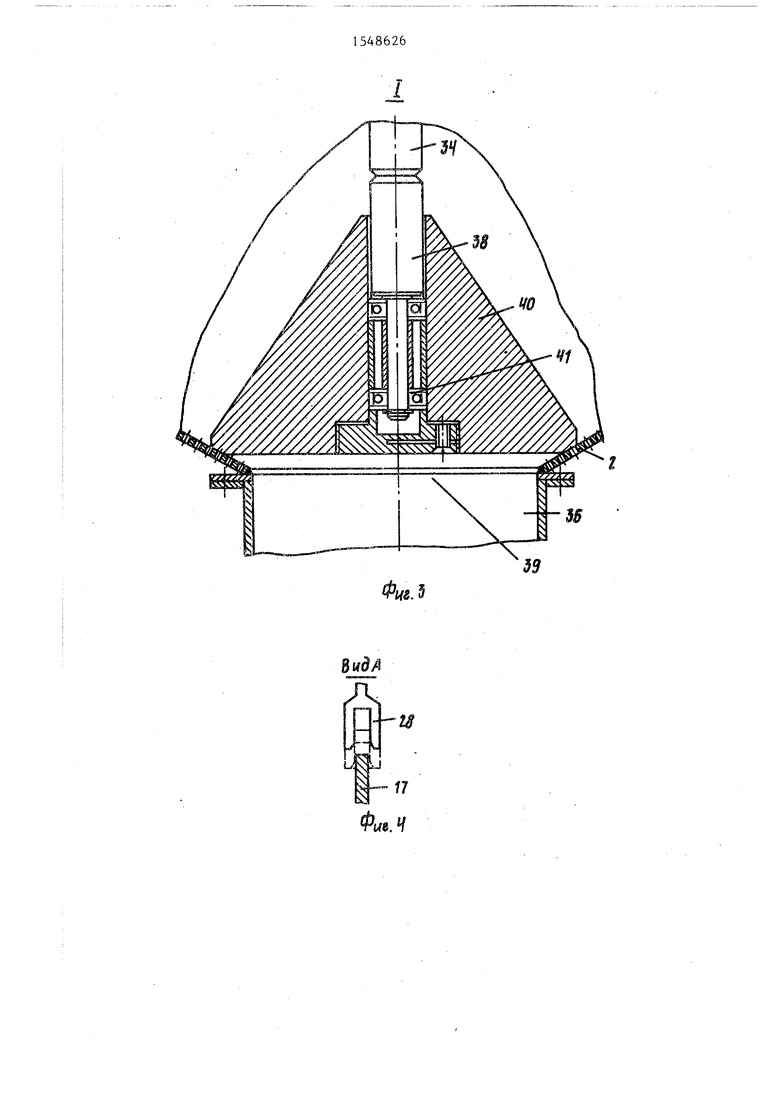
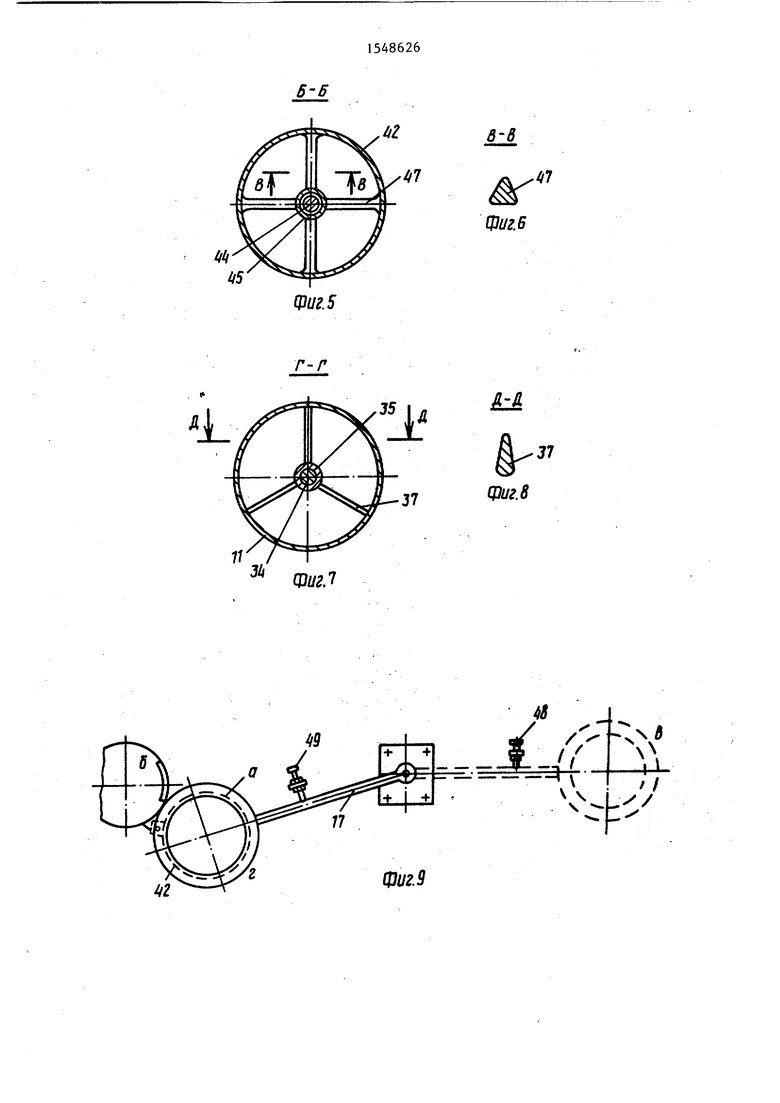
Устройство 15 выгрузки корзины 2 выполнено в виде шарнирно прикрепленного к корпусу двуплечего рычага 32, одно плечо которого соединено с приводом 33 (например, электромагнитным), а второе плечо - с центральным штоком 34, проходящим через направляющую 35, которая расположена соосно полости 36 шпинделя 3 и с помощью держателей 37 закреплена в нижней части воронки 11, при этом нижняя часть штока 34 снабжена коническим клапаном 38, взаимодействующим с выходным отверстием 39 перфорированной корзины 2, расположенным в месте крепления к ней полого шпинделя 3.
Конический клапан 38 выполнен в виде пробки 40, установленной на подшипниковой опоре 41 нижнего конца центральной штока 34 и плотно прилегающей своим основанием под действием сил гравитации к дну корзины 2 и перекрывающей выходное отверстие 39.
Контейнер 16 выполнен в виде емкости 42, разъемного дна 43, жестко соединенного с нижним концом стержня 44, размещенного в стакане 45 и подпружиненного в нем с помощью толкающей пружины 46, причем стакан 45 с помощью ребер 47 закреплен по центру емкости 42, при этом верхний конец стержня 44 имеет возможность взаимодействия с толкателем 24 устройства 14 загрузки корзины. Для более точной остановки контейнера 16 в зоне заправки и в зоне обработки изделий стрела 17 поворотного з стройства снабжена ограничителями 48 и 49 хода в зоне обработки.
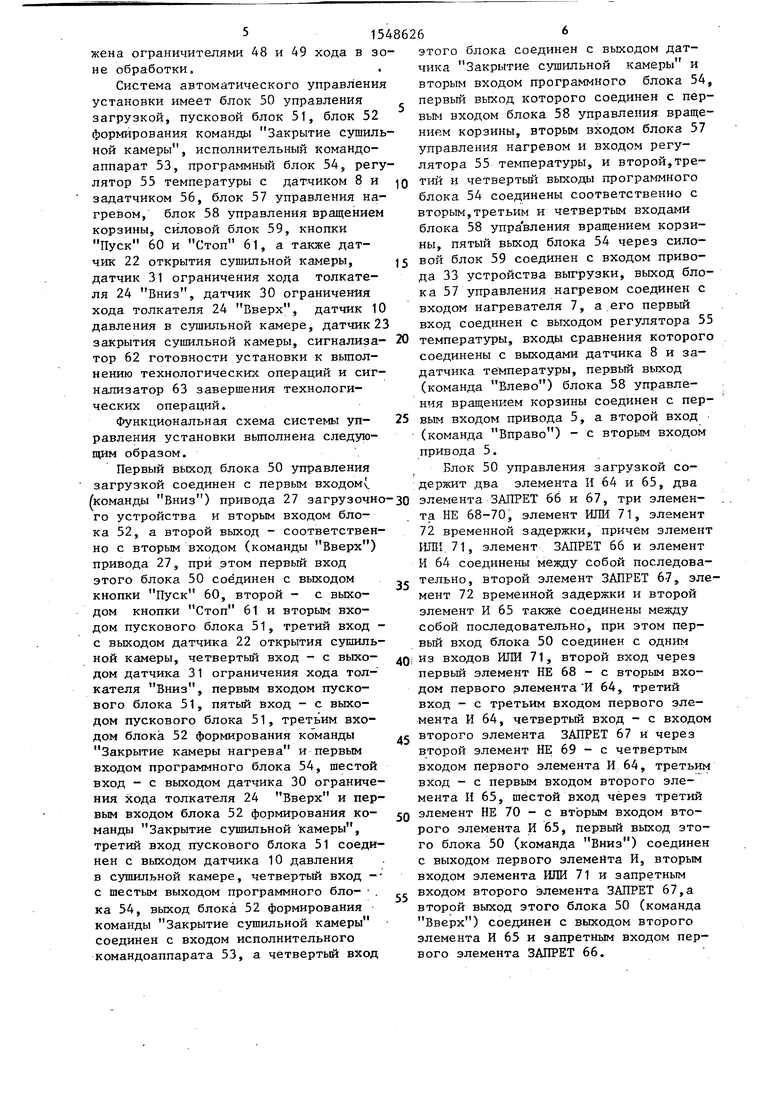
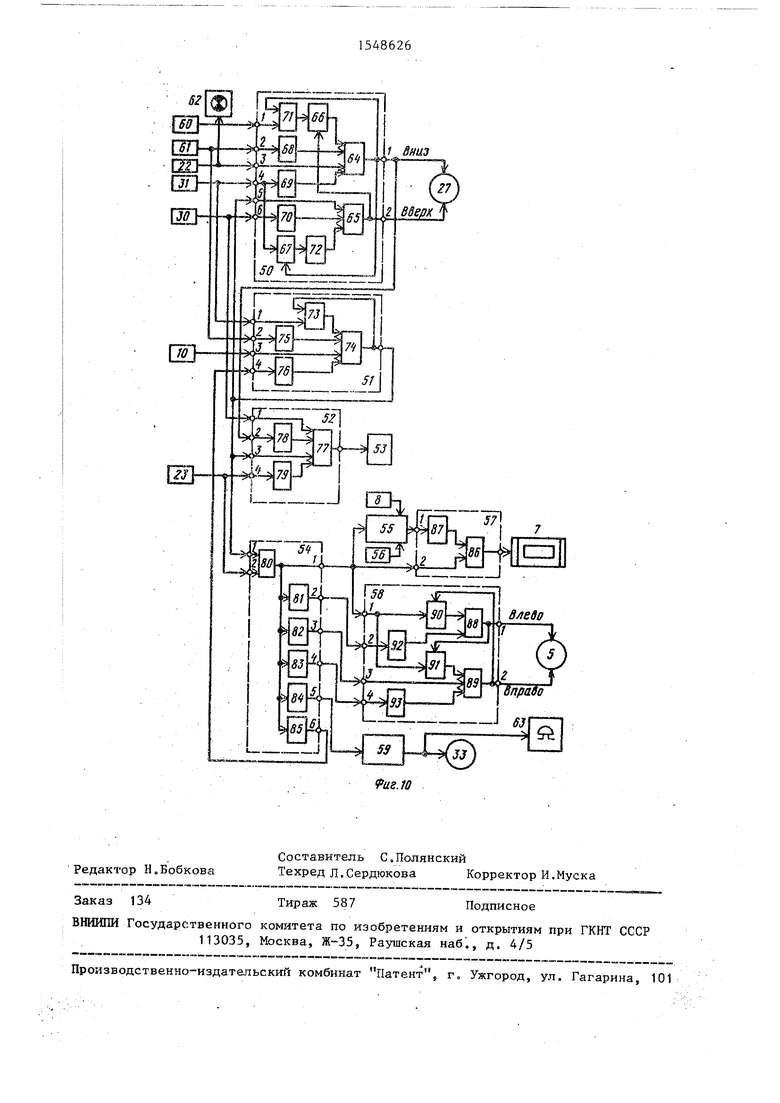
Система автоматического управления установки имеет блок 50 управления загрузкой, пусковой блок 51, блок 52 формирования команды Закрытие сушильной камеры, исполнительный командо- аппарат 53, программный блок 54, регулятор 55 температуры с датчиком 8 и задатчиком 56, блок 57 управления нагревом, блок 58 управления вращением корзины, силовой блок 59, кнопки Пуск 60 и Стоп 61, а также датчик 22 открытия сушильной камеры, датчик 31 ограничения хода толкателя 24 Вниз, датчик 30 ограничения хода толкателя 24 Вверх, датчик 10 давления в сушильной камере, датчик 23 закрытия сушильной камеры, сигнализатор 62 готовности установки к выполнению технологических операций и сигнализатор 63 завершения технологических операций.
Функциональная схема системы управления установки выполнена следующим образом.
Первый выход блока 50 управления загрузкой соединен с первым входом.
Блок 50 управления загрузкой содержит два элемента И 64 и 65, два
(команды Вниз) привода 27 загрузочно зоэлемента ЗАПРЕТ 66 и 67, три элеменго устройства и вторым входом бло-та НЕ 68-70, элемент ИЛИ 71, элемент
ка 52, а второй выход - соответствен-72 временной задержки, причем элемент
но с вторым входом (команды Вверх)ИЛИ 71, элемент ЗАПРЕТ 66 и элемент
привода 27, при этом первый входИ 64 соединены между собой последова35
этого блока 50 соединен с выходом кнопки Пуск 60, второй - с выходом кнопки Стоп 61 и вторым входом пускового блока 51, третий вход - с выходом датчика 22 открытия сушильной камеры, четвертый вход - с выходом датчика 31 ограничения хода толкателя Вниз, первым входом пускового блока 51, пятый вход - с выходом пускового блока 51, третьим входом блока 52 формирования команды Закрытие камеры нагрева и первым входом программного блока 54, шестой вход - с выходом датчика 30 ограничения хода толкателя 24 Вверх и первым входом блока 52 формирования команды Закрытие сушильной камеры, третий вход пускового блока 51 соединен с выходом датчика 10 давления в сушильной камере, четвертый вход - с шестым выходом программного бло- . ка 54, выход блока 52 формирования команды Закрытие сушильной камеры соединен с входом исполнительного командоаппарата 53, а четвертый вход
40
45
тельно, второй элемент ЗАПРЕТ 6-7, элемент 72 временной задержки и второй элемент И 65 также соединены между собой последовательно, при этом первый вход блока 50 соединен с одним из входов ИЛИ 71, второй вход через первый элемент НЕ 68 - с вторым входом первого элемента И 64, третий вход - с третьим входом первого элемента И 64, четвертый вход - с входом второго элемента ЗАПРЕТ 67 и через второй элемент НЕ 69 - с четвертым входом первого элемента И 64, третьим вход - с первым входом второго элемента И 65, шестой вход через третий элемент НЕ 70 - с вторым входом второго элемента И 65, первый выход этого блока 50 (команда Вниз) соединен с выходом первого элемента И, вторым входом элемента ИЛИ 71 и запретным 55 входом второго элемента ЗАПРЕТ 67,а второй выход этого блока 50 (команда Вверх) соединен с выходом второго элемента И 65 и запретным входом первого элемента ЗАПРЕТ 66.
50
этого блока соединен с выходом датчика Закрытие сушильной камеры и вторым входом программного блока 54, первый выход которого соединен с первым входом блока 58 управления вращением корзины, вторым входом блока 57 управления нагревом и входом регулятора 55 температуры, и второй,третий и четвертый выходы программного блока 54 соединены соответственно с вторым,третьим и четвертым входами блока 58 управления вращением корзины, пятый выход блока 54 через силовой блок 59 соединен с входом привода 33 устройства выгрузки, выход блока 57 управления нагревом соединен с входом нагревателя 7, а его первый вход соединен с выходом регулятора 55
температуры, входы сравнения которого соединены с выходами датчика 8 и за- датчика температуры, первый выход (команда Влево) блока 58 управления вращением корзины соединен с первым входом привода 5, а второй вход (команда Вправо) - с вторым входом привода 5.
Блок 50 управления загрузкой содержит два элемента И 64 и 65, два
элемента ЗАПРЕТ 66 и 67, три элемен
тельно, второй элемент ЗАПРЕТ 6-7, элемент 72 временной задержки и второй элемент И 65 также соединены между собой последовательно, при этом первый вход блока 50 соединен с одним из входов ИЛИ 71, второй вход через первый элемент НЕ 68 - с вторым входом первого элемента И 64, третий вход - с третьим входом первого элемента И 64, четвертый вход - с входом второго элемента ЗАПРЕТ 67 и через второй элемент НЕ 69 - с четвертым входом первого элемента И 64, третьим вход - с первым входом второго элемента И 65, шестой вход через третий элемент НЕ 70 - с вторым входом второго элемента И 65, первый выход этого блока 50 (команда Вниз) соединен с выходом первого элемента И, вторым входом элемента ИЛИ 71 и запретным входом второго элемента ЗАПРЕТ 67,а второй выход этого блока 50 (команда Вверх) соединен с выходом второго элемента И 65 и запретным входом первого элемента ЗАПРЕТ 66.
Пусковой блок 51 содержит элемент 11ЛИ 73, элемент И 74 и два элемента НЕ 75 и 76, причем первый вход блока 51 соединен с одним из входов эле- мента ИЛИ 73, второй через первый элемент НЕ 75 - с вторым входом элемента И 74, третий вход - с третьим входом элемента И 74„ четвертый вход через второй элемент IIЛ 76 с четвер- тым входом элемента И 74, а выход блока 51 соединен с выходом элемента И 74 и вторым входом элемента ИЛИ 73, выход которого соединен с первым входом элемента И 74.
Блок 52 формирования команды За- крытие сушильной камеры содержит элемент И 77 и два элемента НЕ 78 и 79, причем первый вход блока соединен с первым входом элемента И 77, второй его вход через первый элемент 78 НЕ с вторым входом элемента И 77, третий вход этого блока 52 - с третьим входом элемента И 77 и четвертый его вход через второй элемент НЕ 79 - с четвер- тым входом элемента И 77, выход которого соединен с выходом блока 52,
Программный блок 54 содержит элемент И 80 и пять элементов 81-85 временной задержки, причем первый и вто- рой входы элемента И 80 соединены соответственно с первым и вторым входами этого блока 54„ а выход элемента И 80 соединен с первым выходом блока 54 и с входами всех элементов 81-85 временной задержки, при этом выходы элементов 81-85 временной задержки соединены соответственно с вторым и третьим, четвертым, пятым и шестым выходами блока 54, причем вы- деряска времени каждого последующего элемента временной задержки превышает выдержку времени предыдущего элемента временной задержки.
Блок 57 управления нагревом со- держит элемент И 86 и элемент НЕ 87, причем первый вход блока 57 соединен через элемент НЕ 87 с первым входом элемента И 86., а второй вход этого
элемент ЗАПРЕТ 91 с первым входом второго элемента И 89, второй вход этого блока через первый элемент НЕ 92 соединен с вторым входом первого элемента И 88, третий вход блока 58 - с вторым входом второго элемента И 89, четвертый вход этого блока через второй элемент НЕ 93 - с тре- тьм входом второго элемента И 89, выход первого элемента И 88 соединен с запретным входом второго элемента ЗАПРЕТ 91 и первым входом (команды Влево) блока 57, а выход второго элемента И 89 соединен с запретным входом первого элемента ЗАПРЕТ 90 и вторым выходом (команда Вправо) блока 57.
Установка для центробежной сушки мелких изделий работает следующим образом.
Перед началом работы оператор включает систему 9 вакуумирования установки, в результате чего на выходе датчика 10 давления в сушильной камере появляется сигнал, который поступает на третий вход пускового блока 51 и на один из входов элемента И 74.
Затем контейнер 16, заполненный изделиями в зоне заправки, перемещается посредством поворотной стрелы 17 вручную или автоматически, например, манипулятором, в зону обработки.
Стрела 17 при движении по прибытию в зону обработки вступает во взаимодействие с кронштейном 20, в результате чего крышка 13, преодолевая усилие пружины 21, начинает поворачиваться вокруг своей оси 12, происходит постепенное открытие загрузочной воронки 11 и всей сушильной камеры.После полного открытия воронки 11 стре ла 17 упирается в ограничитель 49 и останавливается, располагая контейнер 16 с изделиями точно над воронкой 11 и под устройством 14 загрузки корзины.
После полного открытия воронки 11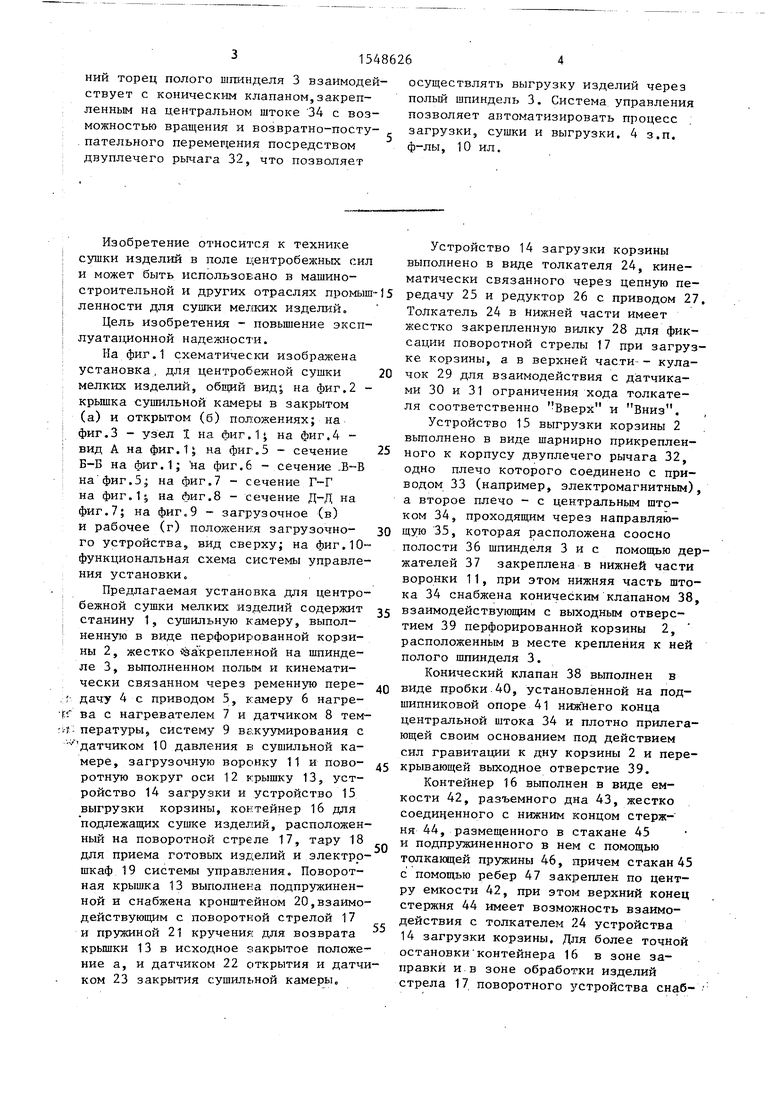
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления технологическим оборудованием линии для окрашивания мелких изделий насыпью | 1989 |
|
SU1664411A1 |
| Устройство для загибки и склеивания длинномерных изделий | 1986 |
|
SU1340730A1 |
| Устройство для изготовления ремней | 1987 |
|
SU1431999A1 |
| Система автоматического управления центробежной сушилкой | 1989 |
|
SU1681151A1 |
| Устройство для адресования подвижного объекта | 1988 |
|
SU1558821A1 |
| Установка для жидкостной обработки изделий | 1985 |
|
SU1320266A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ БЛОКИРОВКИ ВЫХОДА ВОЗДУШНЫХ И МОРСКИХ ПОДВИЖНЫХ ОБЪЕКТОВ ЗА РАЗРЕШЕННУЮ ЗОНУ И ВХОДА ИХ В ЗАПРЕТНЫЕ ЗОНЫ | 2006 |
|
RU2321044C2 |
| Устройство для вставки крышки в ботан чемодана | 1988 |
|
SU1562314A1 |
| Дозатор сыпучих материалов | 1989 |
|
SU1796910A1 |
| Устройство для формования трубчатых изделий из бетонной смеси | 1990 |
|
SU1779601A1 |
Изобретение относится к технике сушки мелких изделий в поле центробежных сил и позволяет повысить эксплуатационную надежность. Установка содержит станину 1, перфорированную корзину 2, жестко закрепленную на полом шпинделе 3, камеру 6 нагрева, устройства загрузки 14 и выгрузки 15, электрошкаф 19 системы управления. Верхний торец полого шпинделя 3 взаимодействует с коническим клапаном, закрепленным на центральном штоке 34 с возможностью вращения и возвратно-поступательного перемещения посредством двуплечего рычага 32, что позволяет осуществлять выгрузку изделий через полый шпиндель 3. Система управления позволяет автоматизировать процесс загрузки, сушки и выгрузки. 4 з.п. ф-лы, 10 ил.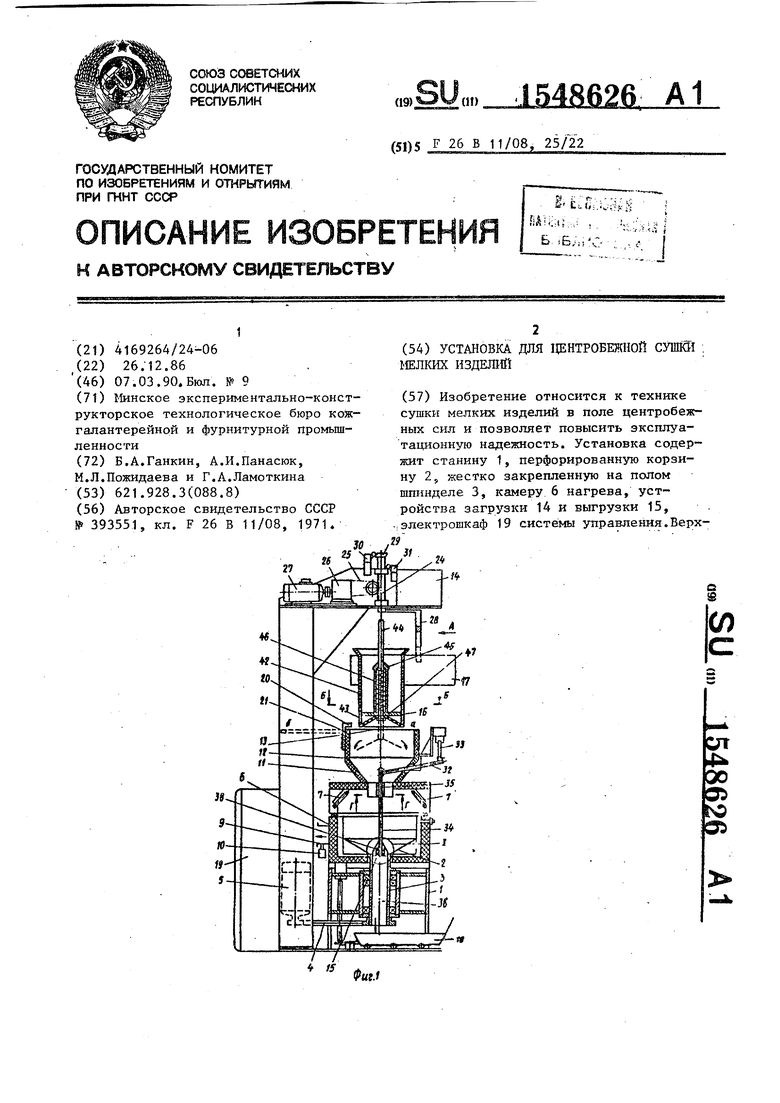
блока - с вторым входом элемента И 86, „ и сушильной камеры крышка вступает во
выход которого соединен с выходом блока 57.
Блок 58 управления вращением корзины содержит два элемента И 88 и 89, два элемента ЗАПГЕТ 90 и 91 и два элемента НЕ 92 и 93, причем первый вход блока 58 через первый элемент ЗАПРЕТ 90 соединен с первым входом первого элемента И 88 и через второй
55
взаимодействие с датчиком 22, в результате чего на его выходе появляется сигнал, который поступает на третий вход блока 50 управления загрузкой корзины и на один из входов элемента И 64, а также поступает на вход сигнализатора 62 готовности установки к выполнению технологических операций. После этого оператор воз5
взаимодействие с датчиком 22, в результате чего на его выходе появляется сигнал, который поступает на третий вход блока 50 управления загрузкой корзины и на один из входов элемента И 64, а также поступает на вход сигнализатора 62 готовности установки к выполнению технологических операций. После этого оператор воздействует на кнопку Пуск 60, сигнал с которой поступает на первый вход блока 50 и через элемент ИЛИ 71 и элемент ЗАПРЕТ 66 на другой вход элемента И 64. Отсутствие сигналов на выходе кнопки Стоп 61 и на выходе датчика 31 ограничения хода толкателя Вниз приводит к появлению сигналов на выходах элементов НЕ 68 и69,ю мере,что вызывает появление сигналов
на выходе элементов НЕ 75 и 76 и на остальных входах элемента И 74. Одновременное появление сигналов на всех входах элемента И 74 вызывает по явление сигнала на его выходе, который поступает на выход блока 51, на первый вход программного блока 54, на первый вход элемента И 80, на третий вход блока 52, на один из входов элемента И 77, на пятый вход блока 50 на один из входов элемента И 65.
которые поступают на остальные входы элемента И 64. Наличие одновремен- но сигналов на всех входах элемента И 64 приводит к появлению сигнала на его выходе, который поступает на за- $ претный вход элемента ЗАПРЕТ 67,предотвращая включение команды Вверх, затем на второй вход элемента ИЛИ 71 для запоминания команды Вниз, на первый выход блока 50 и далее на вто- JQ рой вход блока 52 формирования команды Закрытие сушильной камеры,предотвращая появление сигнала на выходе элемента НЕ 78, на первый вход привода 27 устройства загрузки 14, в ре- 25 торый поступает на последний вход эле- зультате чего он включается И с помощью редуктора 26 и передачи 25 начинает перемещать толкатель 24 Вниз. Толкатель 24 при перемещении вниз сначала с помощью вилки 28 фиксирует поворотную стрелу 17, а затем вступает во взаимодействие со стержнем 44 контейнера, в результате чего последний, преодолевая усилие пружины 46,начинает перемещаться вниз совместно с разъ-эс емнымдном 43.Изделия начинают высыпаться в воронку 11 через образовавшуюся в дне контейнера 16 кольцевую щель, а затем непосредственно в пер-
мента И 65. Одновременное поступление сигналов на все входы элемента И 65 вызывает появление сигнала на его выходе, на запретном входе элемента 30 ЗАПРЕТ 67, на втором выходе блока 50 и .на втором входе привода 27, в результате чего он включается и с помощью редуктора 26 и передачи 25 начинает перемещать толкатель 24 вверх, одновременно дно 43 контейнера 16 под действием толкающей пружины 46 начинает закрываться, а вилка 28 освобождать поворотную стрелу 17, В верхнем крайнем положении толкатель 24 посредством кулачка 29 воздействует на датчик 30 ограничения хода толкателя Вверх, в результате чего на его выходе появляется сигнал, который поступает на шестой вход блока 50 и
мента И 65. Одновременное поступление сигналов на все входы элемента И 65 вызывает появление сигнала на его выходе, на запретном входе элемента 30 ЗАПРЕТ 67, на втором выходе блока 50 и .на втором входе привода 27, в результате чего он включается и с помощью редуктора 26 и передачи 25 начинает перемещать толкатель 24 вверх, одновременно дно 43 контейнера 16 под действием толкающей пружины 46 начинает закрываться, а вилка 28 освобождать поворотную стрелу 17, В верхнем крайнем положении толкатель 24 посредством кулачка 29 воздействует на датчик 30 ограничения хода толкателя Вверх, в результате чего на его выходе появляется сигнал, который поступает на шестой вход блока 50 и
40
форированную корзину 2. После завершения полного раскрытия дна контейнера 16 толкатель 24 своим кулачком 29 воздействует на датчик 31 ограничения хода толкателя Вниз, в результате чего на его выходе появляется сигнал, д5 на пеРВЬ1Й ВХ°Д блока 52. Появление который поступает на первый вход пус- сигнала на шестом входе блока 50 вызыкового блока 51 и через элемент ИЛИ 73 на один из входов элемента И 74, а также поступает на четвертый вход блока 50, что приводит к исчезновению сигналов на выходе элемента НЕ 69, на выходе элемента И 64, на запретном входе элемента ЗАПРЕТ 67 на выходе элемента ИЛИ 71, на выходе элемента ЗАПРЕТ 66, на первом входе привода 27, и появлению сигнала на разрешающем входе элемента ЗАПРЕТ 67 и на входе элемента 72 временной задержки. Привод 27 отключается, а толкатель 24 останавливается в крайнем нижнем положении, давая возможность для полной выгрузки контейнера 16, которая происходит при отсутствии сигналов на выходе кнопки Стоп 61 и на выходах программного блока 54, а также наличии сигнала на выходе датчика 10 давления в сушильной камере,что вызывает появление сигналов
на выходе элементов НЕ 75 и 76 и на остальных входах элемента И 74. Одновременное появление сигналов на всех входах элемента И 74 вызывает появление сигнала на его выходе, который поступает на выход блока 51, на первый вход программного блока 54, на первый вход элемента И 80, на третий вход блока 52, на один из входов элемента И 77, на пятый вход блока 50, на один из входов элемента И 65.
После окончательной разгрузки контейнера 16 на выходе элемента 72 временной задержки появляется сигнал,ко25 торый поступает на последний вход эле- с
мента И 65. Одновременное поступление сигналов на все входы элемента И 65 вызывает появление сигнала на его выходе, на запретном входе элемента 30 ЗАПРЕТ 67, на втором выходе блока 50 и .на втором входе привода 27, в результате чего он включается и с помощью редуктора 26 и передачи 25 начинает перемещать толкатель 24 вверх, одновременно дно 43 контейнера 16 под действием толкающей пружины 46 начинает закрываться, а вилка 28 освобождать поворотную стрелу 17, В верхнем крайнем положении толкатель 24 посредством кулачка 29 воздействует на датчик 30 ограничения хода толкателя Вверх, в результате чего на его выходе появляется сигнал, который поступает на шестой вход блока 50 и
0
5 на пеРВЬ1Й ВХ°Д блока 52. Появление сигнала на шестом входе блока 50 вызы0
5
вает исчезновение сигнала на выходе ..лемента НЕ 70 и на одном из входов элемента И 65,что приводит к исчезно - вению сигнала на выходе элемента И 65, на втором входе блока 50 и на втором входе привода 27. Последний отключается, а толкатель 24 останавливается в крайнем положении. Отсутствие сигналов на втором и четвертом входах блока 52, наличие сиг- t налов на выходах элементов НЕ 78 и 79 и на третьем входе блока 52, а также 1 поступление сигнала на первый вход
блока 52 вызывает появление сигнала на выходе элемента И 77, который поступает на выход блока 52 и на вход исполнительного командоаппарата 53. Последний дает команду на отправление контейнера 16 в зону заправки.
После этого стрела 17 вручную по предупредительному сигналу или автоматически, например, с помощью мани- пулятора по исполнительной команде командоаппарата 53 перемещается в зону заправки, освобождает при этом кронштейн 20, в результате чего крышка 13 под действием пружины 21 поворачивается вокруг оси 12 и возвращается в исходное положение, автоматически закрывая сушильную камеру. После окончательного закрытия сушильной камеры крышка 13 воздейст- вует на датчик 23 закрытия сушильной камеры, в результате чего на его выходе появляется сигнал, который поступает на четвертый вход блока 52 и на второй вход программного блока 54.
Появление сигнала на четвертом входе блока 52 вызывает исчезновение сигнала на выходе элемента НЕ 79, на одном из выходов элемента И 77, на выходе блока 52 и на выходе исполни- тельного командоаппарата 53, а также исчезновение команды на отправление поворотной стрелы 17 в зону заправки. Стрела 17 в зоне заправки взаимодействует с ограничителем 48 и останав-ч ливается для заполнения контейнера 16 следующей порцией изделий.
Появление сигнала на втором входе программного блока 54 и наличие сигна ла на первом его входе вызывает появление сигналов одновременно на всех входах элемента И 80, в результате чего на его выходе также появляется сигнал, который поступает на входы всех элементов 81-85 временной задержки, а также поступает на первый выход самого блока 54, на вхсд регулятора 5 температуры, на второй вход блока 57 управления нагревом и на первый вход блока 58 управления врап;ением корзины. Наличие сигнала на входе регулятора 55 и отличие показаний датчика 8 и задатчика 56 температуры (так как крышка 13 накануне была открытой и произошли потери тепла, то показа- иия датчика 8 температуры ниже пока- . эаний задатчика 56) на входах сравнения регулятора 55 вызывает отсутствие сигнала на выходе регулятора 55 и на первом входе блока 57.
Отсутствие сигнала на первом входе блока 57 и наличие сигнала на его втором входе и на выходе элемента НЕ 87 приводит к появлению сигналов одновременно на всех входах элемента И 86, в результате чего на его выходе появляется сигнал, который поступает на выход блока 57 и на вход нагревателя 7.
Последний включается и осуществляет нагрев воздуха в камере 6 нагрева. Появление сигнала на первом входе блока 58 вызывает появление сигнала на разрешающем входе элемента ЗАПРЕТ 90, на его выходе и на одном из входов элемента И 88. Отсутствие сигнала на втором входе блока 58 вызывает появление сигнала на выходе элемента НЕ 92 я на втором входе элемента И 88. Наличие сигналов одновременно на всех входах элемента И 88 вызывает появление сигнала на его выходе, который поступает на первый выход блока 58 и на первый вход привода 5. Последний включается и через передачу 4 начинает вращать шпиндель 3 и перфорированную корзину 2 влево, в результате чего изделия, расположенные в корзине 2, под действием центробежных сил начинают прижиматься к боковой цилиндрической перфорированной стенке, создавая условия для максимального удаления влаги через систему 9 вакуумирования и сушки изделий.
Во время вращения корзины 2 ее выходное отверстие 39 надежно закрыто, так как пробка 40 конического клапана 38 под собственным весом, весом центрального штока 34 и весом изделий плотно прижимается к дну корзины 2 и относительно его не смещается потому, что имеет возможность вращаться синхронно с корзиной на подшипниковых опорах 41 центрального штока 34.
После истечения выдержки времени t, превышающей выдержку времени t, на величину д, равную программной длительности времени на вращение корзины влево, на выходе элемента 81 временной задержки появляется сигнал, который поступает на второй выход программного блока 54, на вто-- рой вход блока 58 и на вход - элемента НЕ 92, в результате чего ис чезают сигналы на его выходе, на вы|Ходе элемента И 88, на запретном входе элемента ЗАПРЕТ 91, на первом выходе блока 58 и на первом входе привода 5. Последний отключается, но корзина 2 по инерции еще продолжает вращаться, а детали по мере снижения скорости вращения начинают отделяться от боковой цилиндрической стенки и осыпаются на дно, перемешиваясь между собой.
После истечения выдержки времени t2, превышающей выдержку времени ..ц на величину &te, равную программной длительности паузы на инерционный выбег и плавный останов корзины 2, на выходе элемента 82 временной задержки появляется сигнал, который поступает на третий выход программного блока 54, на третий вход блока 58 и на один из входов элемента И 89. Отсутствие сигнаЛа на четвертом входе и наличие сигнала на первом входе блока 58, а также на разрешающем элементе ЗАПРЕТ 91 вызывает появление сигналов одновременно на всех входах элемента И 89, в результате чего появляется сигнал на его выходе, на втором выходе блока 58, на запретном входе элемента ЗАПРЕТ 90 и на втором входе привода 5. Последний включается и через передачу 4 осуществляет вращение шпинделя 3 и корзины 2 вправо. Детали под действием центробежной силы перемешиваются и опять на- чинают прижиматься к боковой цилиндрической стенке корзины 2, повторно продолжается режим интенсивной их сушки.
После истечения выдержки времени превышающей выдержку времени t% на величину дс равную программной длительности времени вращения корзи- ны вправо, на выходе элемента 83 временной задержки появляется сигнал, ко торый поступает на четвертый выход программного блока 54, на четвертый вход блока 58 и на вход элемента НЕ 93, в результате чего исчезают сигналы на его выходе, на выходе элемен- та И 89, на запрещающем входе элемента ЗАПРЕТ 90, на втором выходе блока 55 и на втором входе привода 5. Последний отключается, но корзина 2 по инерции еще продолжает вращаться, а детали по мере снижения скорости вращения начинают отделяться от боковой цилиндрической стенки и осыпаются на дно.
После истечения выдержки времени t. , превышающей выдержку времени t( на величину A.t2, равную программной паузе на инерционный выбег и плавный останов корзины 2, на выходе элемента 84 временной задержки появляется сигнал,-который поступает на пятый выход программного блока 54 и на вход силового блока 59, в результате чего на его выходе также появляется сигнал, который.поступает на вход привода 33 устройства 15 выгрузки и на вход сигнализатора 63 завершения технологических операций. Привод 33 включается и начинает воздействовать на плечо двуплечего рычага 32, в результате чего плечо начинает приподнимать центральный шток 34 и пробку 40 конического клапана 38, освобождая выходное отверстие 39 и полость 36 шпинделя 3, через который высушенные изделия под действием собственного веса высыпаются в тару 18.
Во время выгрузки деталей сигнализатор 63 извещает оператора о завершении технологических операций.
После истечения выдержки времени t-, превышающей выдержку времени tz на величину At,, равную программной длительности времени на разгрузку корзины 2, на выходе элемента 85 временной задержки появляется сигнал, который поступает на шестой вход программного блока 54, на четвертый вход пускового блока 51, в результате чего исчезают сигналы на выходе элемента НЕ 76, на выходе элемента И 74, на выходе элемента ИЛИ 73, на выходе блока 51, на первом входе программного блока 54, на выходе элемента И 80, на всех выходах программного блока 54, I на выходах блоков 57 и 59, на входе ,нагревателя 7, на входе привода 33 и на входе сигнализатора 63. После истечения выдержки времени, превышающей выдержку времени на величину t6, равную паузе на разрыв цепей коммутации системы управления, отключается нагреватель 7 и привод 33, в результате чего прекращается нагрев камеры 6, отключается привод 33 и пробка 40 конического клапана 33 совместно с центральным штоком 34 под действием собственного веса плотно прилегает к дну корзины 2, перекрывая выходное отверстие 39, а также отключается сигнализатор 63, вся система управления приходит в исходное состояние.
Установка готова для приема следующей порции обрабатываемых изделий.
Формула изобретения
на шпинделе, электронагреватели,устройства загрузки и выгрузки с индивидуальными приводами, отличающаяся тем, что, с целью повыше- ния эксплуатационной надежности,установка дополнительно содержит систему автоматического управления и установленный внутри корзины центральный шток, один конец которого вьшол- нен в виде конического клапана, а другой через двуплечий рычаг подключен к приводу, причем шпиндель выполнен полым и подключен свободным концом к разгрузочному устройству, а кор зина в месте соединения со шпинделем выполнена с отверстием, взаимодействующим в рабочем положении с коническим клапаном, при этом привод загрузочного устройства выполнен в виде поворотной стрелы с толкателем.
2,Установка по п.1,о т л и ч аю щ а я с я тем, что система автоматического управления включает в себя блок управления загрузкой, пусковой блок, блок формирования команды Закрытие сушильной камеры, исполнительный командоаппарат, программный блок, регулятор температуры с датчиком и задатчиком, блок управления на- гревом, блок управления вращением корзины, силовой блок, кнопки Пуск и Стоп, датчик открытия крышки сушильной камеры, датчики ограничения хода толкателя Вниз и Вверх загрузоч- ного устройства, датчик давления в сушильной камере, датчик закрытия сушильной камеры, сигнализатор готовности установки и сигнализатор завершения технологических операций, при этом первый выход блока управления загрузкой соединен с первым входом привода загрузочного устройства (команды Вниз) и вторым входом блока формирования команды Закрытие сушильной камеры, а второй выход блока управления загрузкой соединен с вторым входом привода загрузочного устройства (команды Вверх), первый
вход блока управления загрузкой соединен с выходом кнопки Пуск, второй вход этого блока - с кнопкой Стоп и вторым выходом пускового блока, третий вход блока управления загрузкой соединен с выходом датчика открытия крышки сушильной камеры и входом сигнализатора готовности установки, четвертый вход блока управления загрузкой соединен с выходом датчика ограничения хода толкателя Вниз и первым входом пускового блока, пятый вход блока управления загрузкой - с выходом пускового блока, третьим входом блока формирования команды Закрытие сушильной камеры и первым входом программного блока, шестой вход блока управления загрузкой - с выходом датчика ограничения хода толкателя Вверх и первым входом блока формирования команды Закрытие сушильной камеры, третий вход пускового блока соединен с выходом датчика давления в сушильной камере, четвертый вход пускового блока - с шестым выходом программного блока, выход блока формирования команды Закрытие сушильной камеры соединен с входом исполнительного командоаппарата, а его четвертый вход блока формирования команды Закрытие сушильной камеры соединен с выходом датчика закрытия, сушильной камеры и вторым входом программного блока, первый выход которого соединен с первым входом блока управления вращением корзины, вторым входом блока управлением нагрева и входом регулятора температуры, а второй, третий и четвертый выходы программного блока соединены соответственно с вторым, третьим и четвертым входами блока управления вращением корзины, а пятый выход программного блока через силовой блок - с входом привода разгрузочного устройства и с входом сигнализатора завершения технологических операций, первый выход блока управления вращением корзины соединен с первым входом привода корзины, а его второй выход - с вторым входом этого привода, причем выход блока управления нагревом подключен к электронагревателю сушильной камеры, а первый вход этого блока соединен с выходом регулятора температуры с датчиком и задатчиком,
3, Установка по п.2, отлича- ю щ а я с я тем, что блок управления
загрузкой содержит два элемента И,два элемента ЗАПРЕТ, три элемента НЕ, элемент ИЛИ и элемент временной задержки, причем элемент ИЛИ, первый элемент ЗАПРЕТ и первый элемент И соединены между собой последовательно,второй элемент ЗАПРЕТ, элемент временной задержки и второй элемент И соединены между собой также последова- тельно, при этом первый вход блока соединен с одним из входов элемента ИЛИ, второй вход через первый элемент НЕ - с вторым входом первого элемента И, третий вход этого блока - с третьим входом первого элемента И, четвертый вход блока - с входом второго элемента ЗАПРЕТ и через второй элемент НЕ с четвертым входом первого элемента И, а пятый вход блока - с пер вым входом второго элемента И, шестой вход этого блока через третий элемент НЕ - с вторым входом второго элемента И, первый выход этого блока (команда Вниз) соединен с выходом первого элемента И, вторым выходом элемента ИЛИ и запретным входом второго элемента ЗАПРЕТ, а второй выход этого блока (команда Вверх) подключен к выходу второго элемен- та И и запретному входу первого эле- мента ЗАПРЕТ.
а второй и четвертый входы этого блока соединены через первый и второй элементы НЕ соответственно с вторым и четвертым входами элемента И, выход которого соединен с выходом блока.
и
I
9Z98W1
45
Фиг.5
11
Фиг.1
77
М
в в
til
Фиг. 6
М
37
37
фиг. 8
фиг.9
