1
изобретение отиосигся к легкой iiiX)Mbiiii- ленности и может быть использовано в обувном и кож1 алантерейн()1 ироизволетве.
1-1ельк) изобретения является повышение 11роизводител1,ности и надежности в работе, а также улучшение качества выпускаемой нродукцин путем автоматизации нронесса выбора онтимальногЧ) тен.ювого режима и ycKopeiHiH прощч са плавления кусков клея.
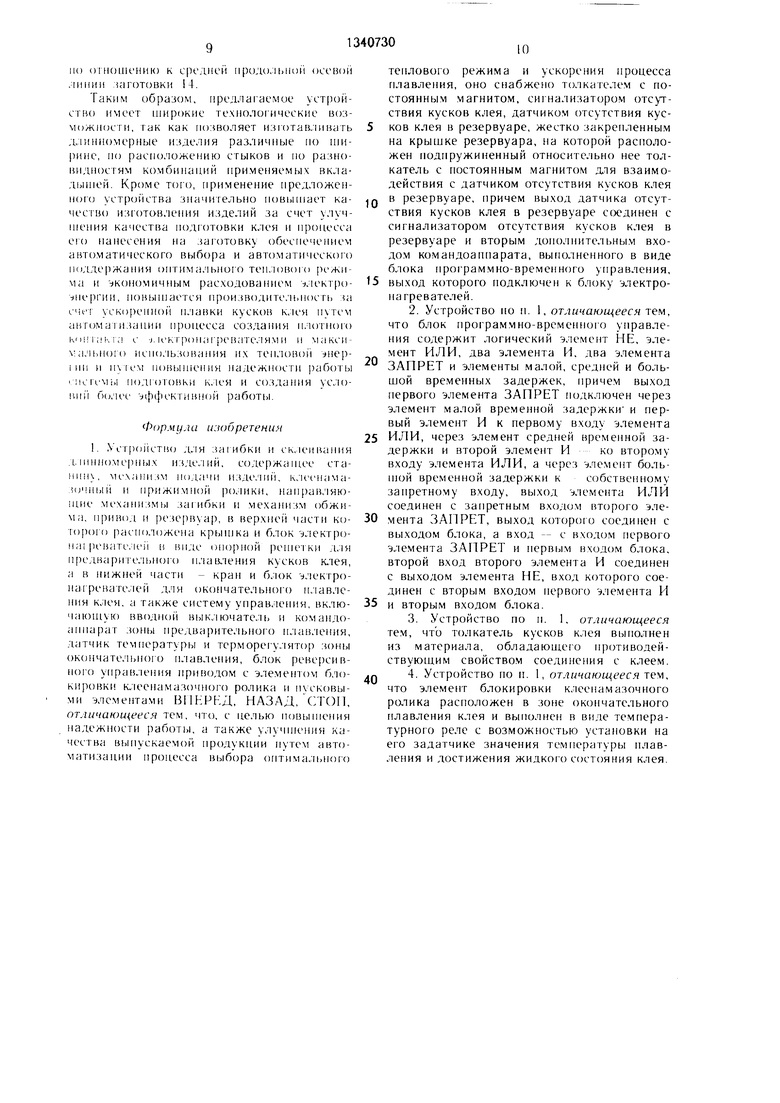
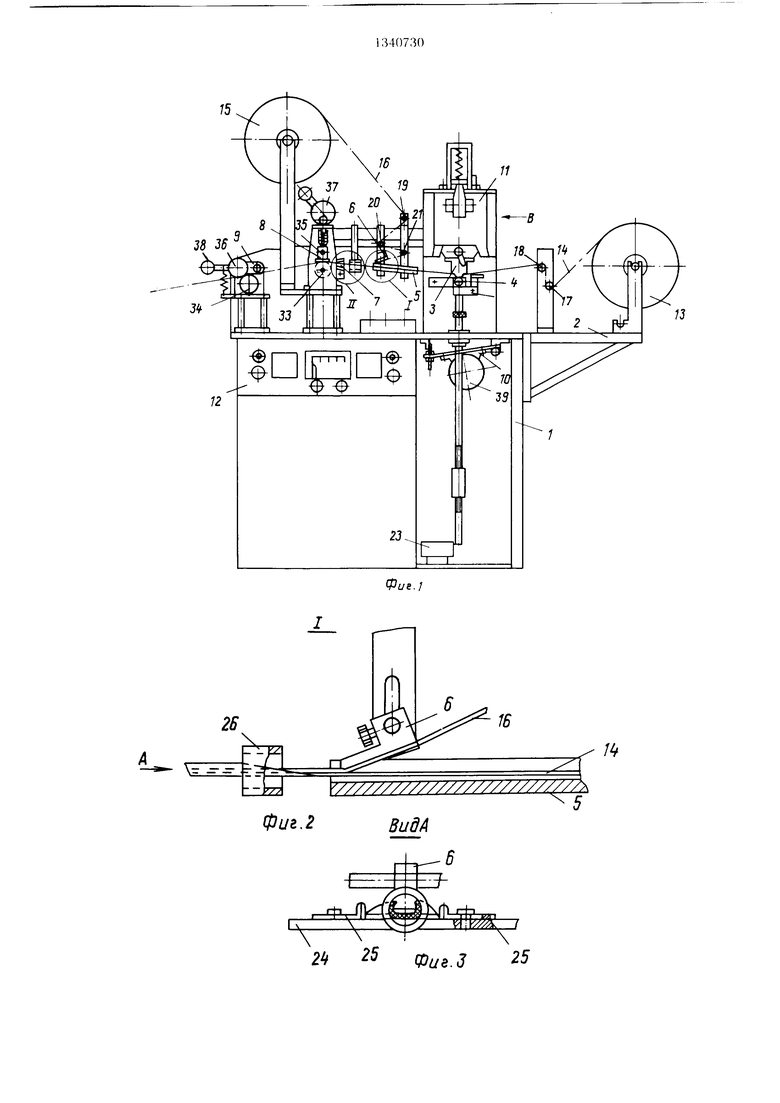
На фиг. 1 изображено предлагаемое уст- poiiciBo дли загибки и склеивания длинномерных изделий. ()бн1,ий вид; на фиг. 2 узе:1 на фи1. 1. направляюн1ая заготовки и нанравляк)ни)я вкладынш; }ia фиг. 3 щд Л на ()иг. 2, расно. южение ограничите- . leii 1НИ)ины заготовки и вкладыша; на фиг. 4 узел И на (}1иг. 1, механизм загибки д.линномерных заготовсж; на фи1 . 5 течение IvB на (|)иг. 4; на фиг. 6 - форма 11зготав.1иваемо1() изделия с симметричным продольным стыком кромок; на фиг. 7 10 же. со сменкмжым нродольным стыком кромок; на фиг. 8 то же, с вк.пад|)1Н1ем; на (})иг. 9 вид В на фиг. 1, резервуар с клеепамазочным и прижимным роликами н нриводом, на фиг. К) - разрез Г-Г на ф|11 . 9; }ia (. 11блок-с.хема устройciiia Д.1Я загибки и склеивания длин}К)мер- ных изделиСг
11)е.1, 1агаем()е устройство (фиг. 1) содержит станину 1, ме.ханизм 2 нодачи, кле- (намазочный 3 и прижимной 4 ролики, направляющие Г) и (), механизм 7 за1Ч1бки, механизмы 11редварител1 н()1Ч) 8 и окончательного 9 обжима. 11)инод И), резервуар 11 и лектрошкаф 12 системы управления.
.Механизм 2 нодачи состоит из кассеты 13 Д.1Я д. шнномерных заготовок 14 и кассеты 15 для д.линномерных вкладьиней 16, а также нз роликов 17, 18, 19. 20 и 21 для создания соответственно заготовсж и вкла- дын1е11. К. 1еенамазочны11 ролик 3 снабжен скребком 22 для регллирования то;1н1ины наносимою к. юя. а ноднружиненный нри- жнмной po.uiK 4 снабжен педалью 23 для смешения его вниз при занравке заготовки. Нанрав.ляк)П1ая 5 расположена г ори.зон- та,чьно и Н)едпазначепа для удержания за- |-()товки, а направляющая 6 расположена наклонно и предназначена для удержания вк.ладьппа в онреде.ленном положении но отно1пеник) к заготовке, причем панравляю- шне вьнюлнены с возможностью их перемещения по паправлеппю и против движепия ;(аг()товки.
Нанрав,ляюн1ая л (фиг. 2 и 3) состоит из н.латф()рмы 24 и расположенных па ней пары ограничителей 25, ллнолненных с возможностью изменения расстояния между ними в зависимск ти от (нирины длинномерной заготовки.
11анран.лякмцая () в1)Шолпена быстросменной д.:|я |)аз.лнчпых П1п)ин вкладьпна.
10
407302
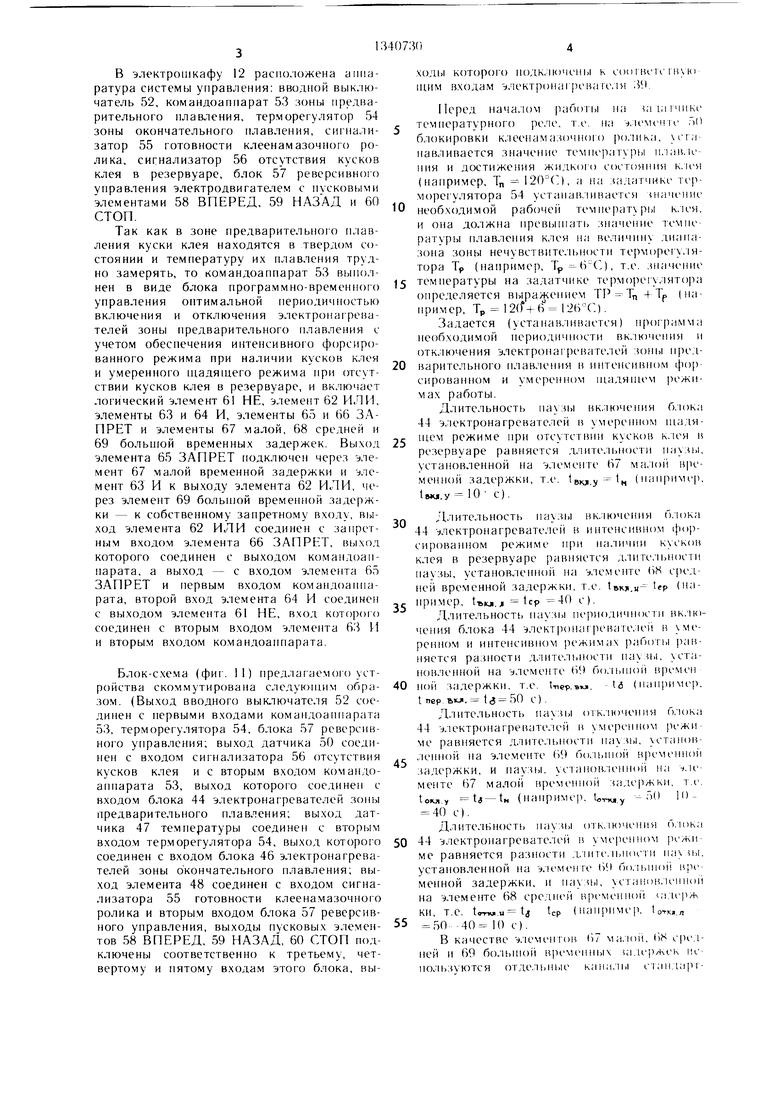
.Механизм 7 загибки (фиг. 4 и 5) состоит из входного нодготовитель}1ого кольца 26, верхней 27 и нижней 28 наклоненны.х в сторону движения заготовки и боковых
5 29 и 30 с полукруглыми вырезами ориенти- руюших нланок.
Верхняя 27 и нижняя 28 ориентирующие планки вьнюлнены с возможностью переме- н|.ения их по направлению и против движения заготовки, что позвапяет регулировать размеры выходного отверстия в зависимости от ТОЛН1ИНЫ заготовки и вкладын1а. Кроме того, верхняя планка 27 снабжена ориентиром 31 стыка и выполнена с возможностью ее перемещения перпендикулярно нанрав 5 .тению движения заготовки, нри этом ориентир 31 выполнен в виде спениального продольного ножа, лезвие которого размешено в стыке между боковыми кромками продольной заготовки (фиг. 5).
Боковые ориентируюн1ие нланки 29 и 30
20 снабжены винтом 32 для регулирования расстояния между ними в зависим(к ти от HJH- рины заготовки. За счет использования вышеперечисленных регулировок имеется возможность формировать изделия с вклады25 HieM или без него, различные но ншрине и с различным расположением продольны.х стыков (фиг. 6--8).
.Механизмы 8 и 9 обжима состоят из нижних опорных приводнь,1х роликов 33 и 34, верхних поднружиненньгх роликов 35
30 и 36, и приспособлений 37 и 38 для подъема соответствуюш.их роликов 35 и 36 при заправке длинномерной заготовки и вкладыша.
Привод 10 включает в себя электродвигатель 39 и вариатор 40, кинематически
35 связанные между собой и с клеенамазоч- пым роликом 3, а также с опорными роликами 33 и 34 механизмов 7 и 8 обжима.
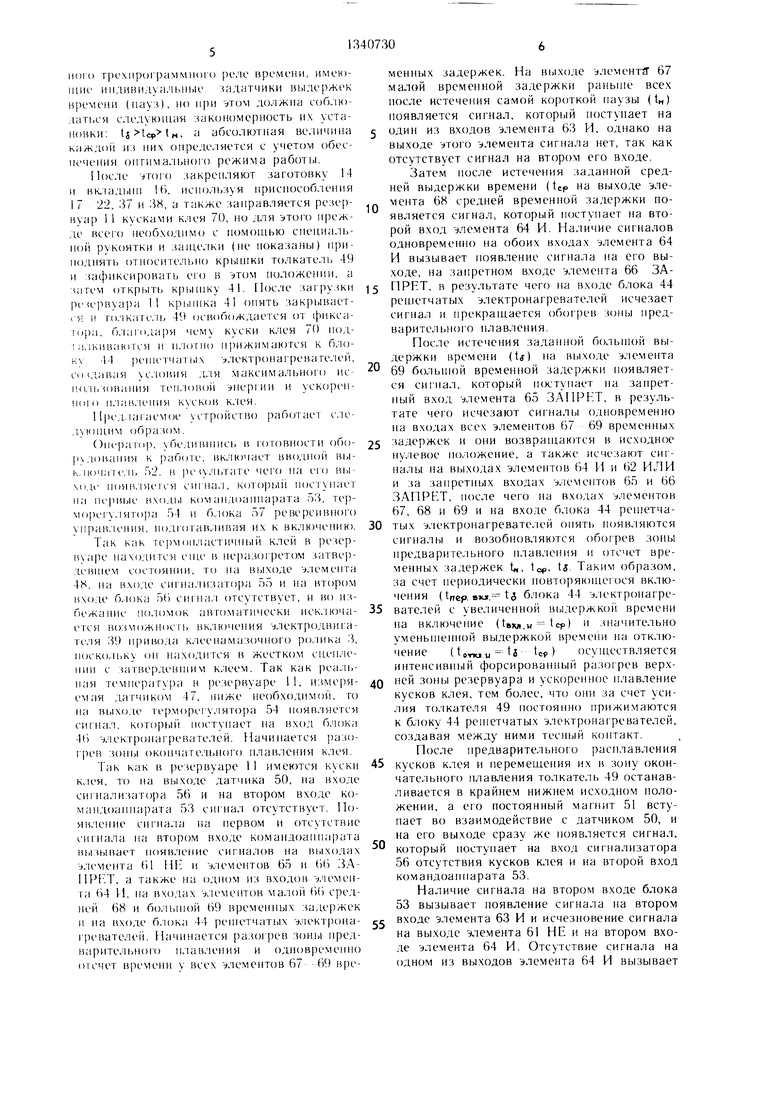
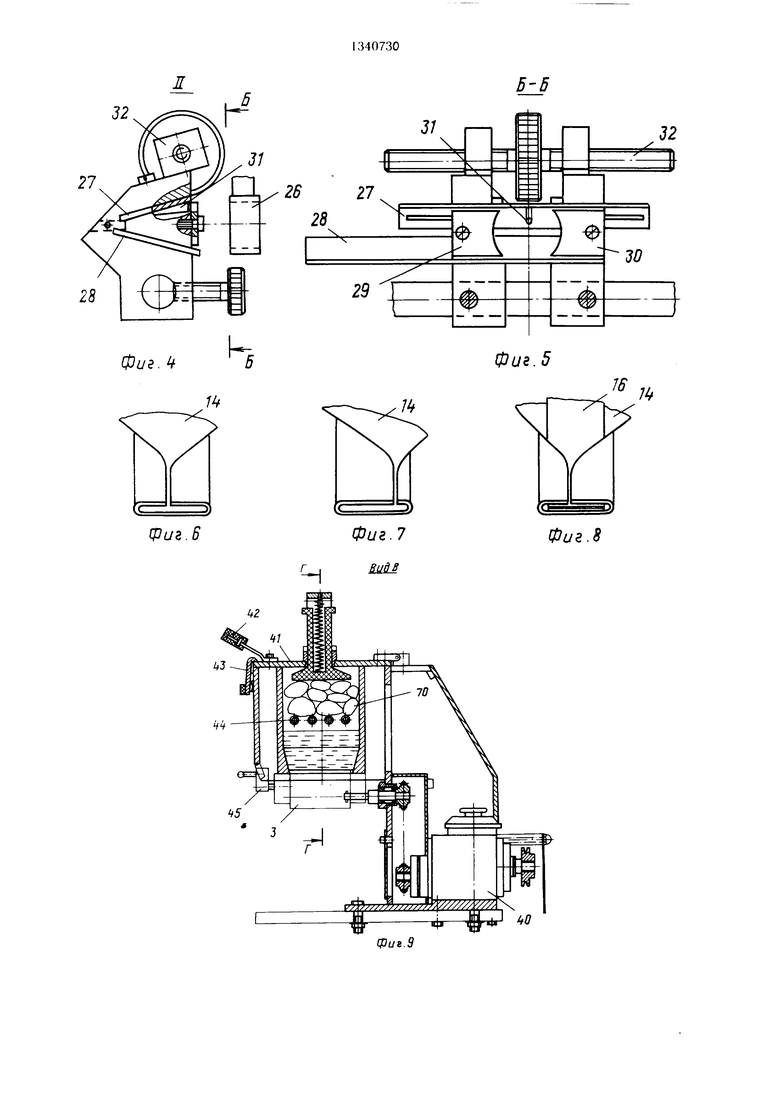
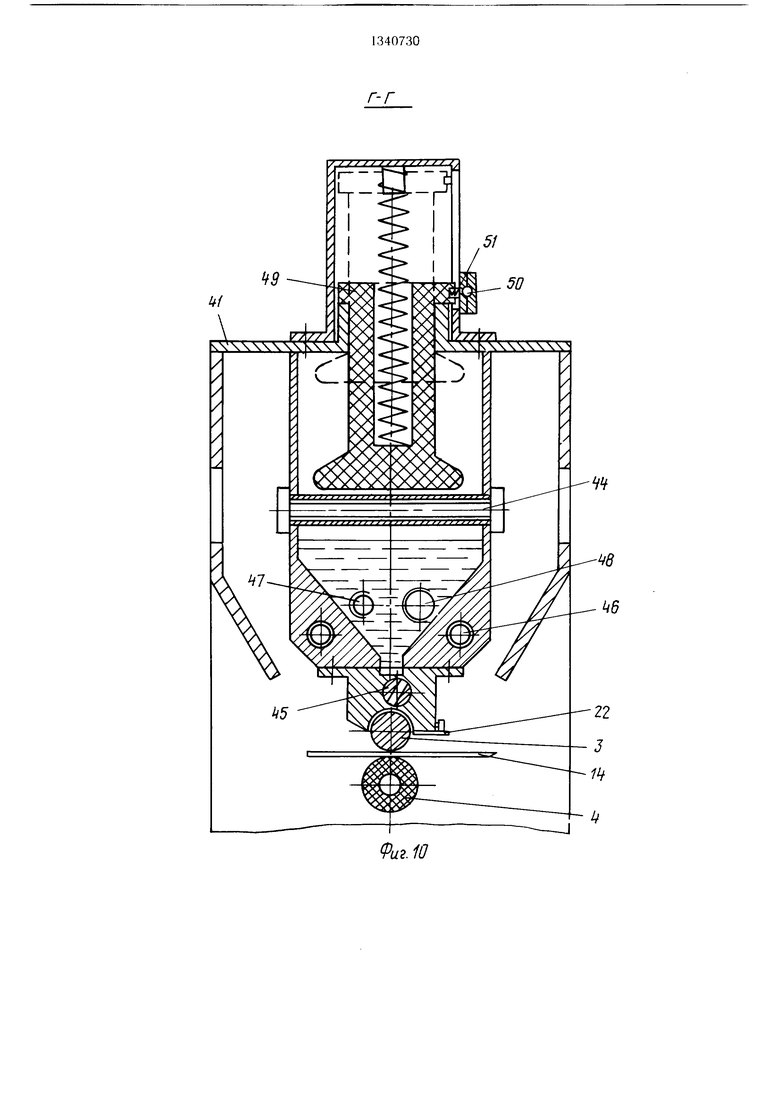
Резервуар 1 1 (фиг. 9 и 10) содержит в верхней части Н1арнирно-закренленную
4Q крынжу 41 с рукояткой 42 и занхелкой 43, блок 44 электронагревателей 44 в виде онор- ной решетки для предварительного плавления кусков клея, а в нижней части - кран 45, блок 46 электронагревателей окончательного плавления клея, датчик 47 тем45 нературы и элемент 48 блокировки клеена- мазочного ролика, вынолне1Н1ого в виде температурного реле с задатчиком.
На крьинке 41 расположен ноднружи- кепный относительно нее толкатель 49 и жестко закренленный на ней датчик 50 отсутствия кусков клея в резервуаре, выполненный в виде электромагнитного контакта (геркона) с возможностью взаимодействия с расположенными на подвижном таткате- ле 49 постоянным магнитом 51. Толкатель 49 вынолнен, нанример, из фторонласта, обладающего нротиводействуюн1им свойством соединения с клеем.
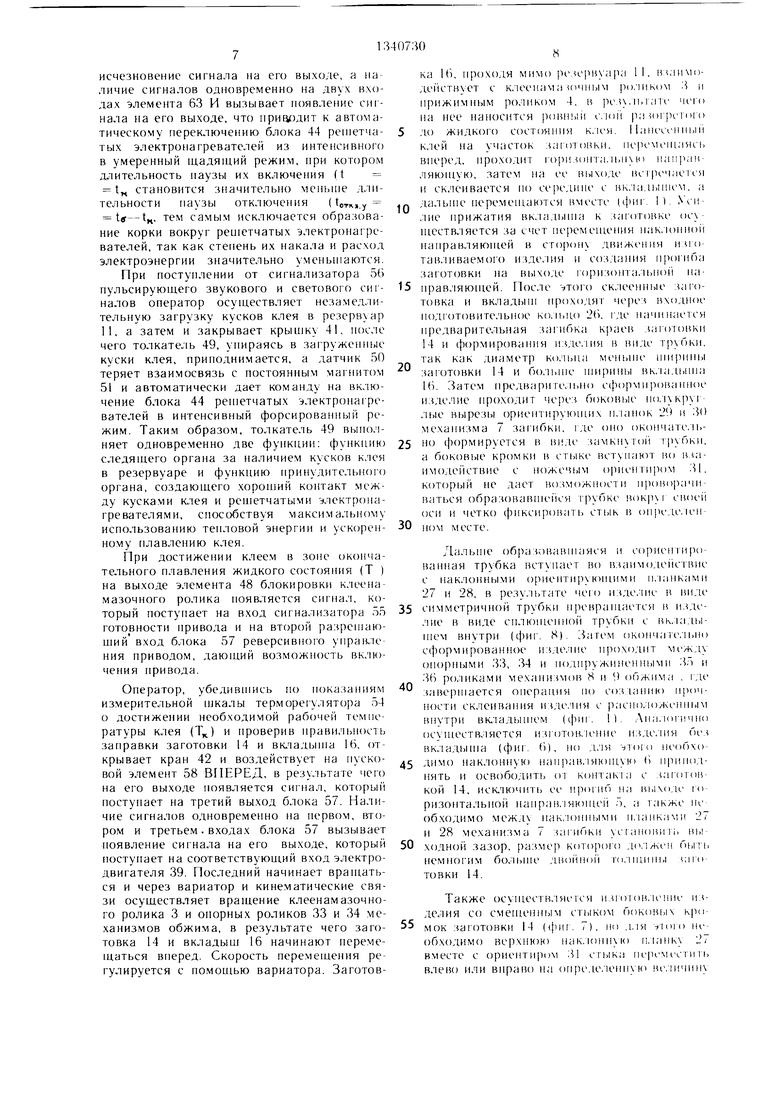
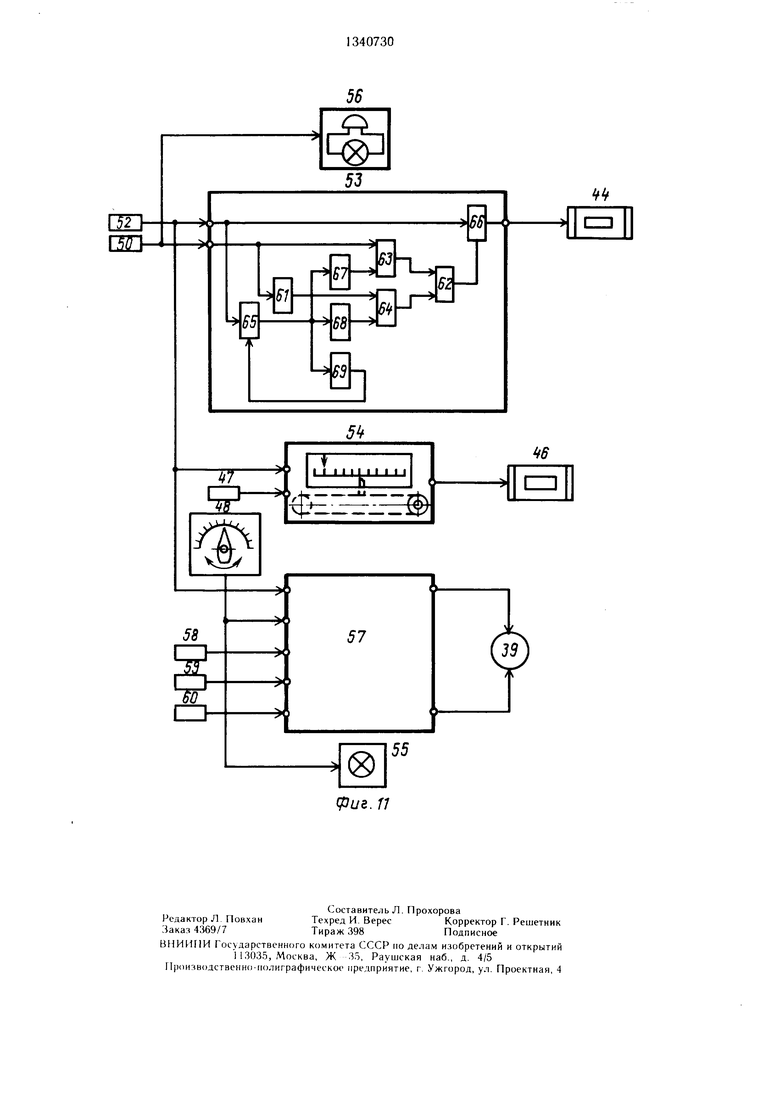
В электрошкафу 12 расположена аппаратура системы управления: вводной выключатель 52, командоаппарат 53 зоны предварительного плавления, терморегулятор 54 зоны окончательного плавления, сигнализатор 55 готовности клеенамазочного ролика, сигнализатор 56 отсутствия кусков клея в резервуаре, блок 57 реверсивного управления электродвигателем с пусковыми элементами 58 ВПЕРЕД, 59 НАЗАД и 60 СТОП.
Так как в зоне предварительного плавления куски клея находятся в твердом состоянии и температуру их плавления трудно замерять, то командоанпарат 53 выполнен в виде блока программно-временного управления оптимальной периодичностью включения и отключения электронагревателей зоны предварительного плавления с учетом обеспечения интенсивного форсированного режима при наличии кусков клея и умеренного щадящего режима при отсутствии кусков клея в резервуаре, и включает логический элемент 61 НЕ, элемент 62 ПЛИ, элементы 63 и 64 И, элементы 65 и 66 ЗАПРЕТ и элементы 67 малой, 68 средней и 69 больпюй временных задержек. Выход элемента 65 ЗАПРЕТ подключен через элемент 67 малой временной задержки и элемент 63 И к вы.чоду элемента 62 ПЛП, через элемент 69 больп ой времепной задержки - к собственному запретному входу, выход элемента 62 ПЛП соединен с запретным входом элемента 66 ЗАПРЕТ, выход которого соединен с выходом командоап- парата, а выход - с входом элемента 65 ЗАПРЕТ и первым входом комапдоаппа- рата, второй вход элемента 64 П соединен с выходом элемента 61 НЕ, вход которого соединен с вторым входом элемента 63 П и вторым входом командоапнарата.
Блок-схема (фиг. 11) предлагаемого устройства скоммутирована следуюпхим образом. (Выход вводного вык тючателя 52 соединен с первыми входами комапдоаппарата 53, терморегулятора 54, блока 57 реверсивного управления; выход датчика 50 соединен с входом сигнализатора 56 отсутствия кусков клея и с вторым входом командо- аппарата 53, выход которого соединен с входом блока 44 электронагревателей зоны предварительного плавления; выход датчика 47 температуры соединен с вторым входом терморегулятора 54, выход которого соединен с входом блока 46 электронагревателей зоны окончательного плавления; выход элемента 48 соединен с входом сигнализатора 55 готовности клеенамазочного ролика и вторым входом блока 57 реверсивного управления, выходы пусковых элементов 58 ВПЕРЕД, 59 НАЗАД, 60 СТОП подключены соответственно к третьему, четвертому и пятому входам этого блока, выходы которого подключены к сот IKTC i iyio шим входам электронагренагеля 39.
Перед началом работы на f;ib-ii4HKiтемпературного реле, т.е. па э.клкчпч Г)1) блокировки клеенамазочного ролика, rr;i навливается значение температуры ii.UiB.ii - пия и достижения жидкого состояния к.1ея (например, Тп 120(), а на задатчике терморегулятора 54 устана.1ивается чничепие
0 необходимой рабочей температуры K.ICH, и она должна прев1)1П1ать значение температуры плавления к,пея ни величину диапазона зоны нечувствите,тьностп терморе1 у,1я- тора Тр (например, ), т.е. значение
5 температуры на задатчике терморе1ллятора определяется выражением ТР Тп4Тр (например, Тр 120 +б 126 Ч:).
Задается (устанавливается) программа пеобходимой периодичности включения и отключения электрона1 ревателей зоны нре.ч0 варительного плавления в интенсивном фо1)- сированном и умеренном шаднни м режимах работы.
Длительность паузы вк.пючения б.юка 44 э.пектронагревателей и умереппом Hia;uii- niCM режиме при отсутствии кусков к.1ея в резервуаре равняется длительности паузы, установленной на элементе 67 мало11 временной задержки, т.е. 1в1д|у м (например,
tNo,.y 10 с).
0
5
Длительность пауз1 1 вк.мючения б. пжа 44 электронагревателей в интенсивном (( сированном режиме при наличии кусков клея в резервуаре равняется длительности паузы, установленной на элеме1гге Ct средней временной задержки, т.е. 1вк,.„ tjp (нас нример, t-bu.j tcp 40 с).
Длительность наузы периодичности вклю- че1П1Я блока 44 электрона peBaTe, ieit в умеренном и интенсивном режимах работы 1)ав- няется разности длительности научы, установленной на элементе 69 )11 времен
0 ной задержки, т.е. 1-пер.-в«. (например.
t пер,ькл. 50 с) .
Длительность науз1,1 огк.чючения плока 44 электронагре ателей в умеренном режиме равняется длительности науз1 1, установ- :1енной на элементе 69 6o,ibiiioii временной (адержки, и паузы. установ.-ieHHoii на э.1е- менте 67 мало временной задержки, i.e. toMy ti -tn (нанример, Uv у - lO 10- 40 с).
Д,пительноеть паузы отк.1К)чен11Я б.юка
0 44 электронагревателей li умеренном режи ме равняется разности д.ште.нлюсти пах ы. установленной на э,1еменге (9 6o,ii,iHoii njie- менной задержки, и паузы, ycTanoH.ieHiioii на элементе 68 средшч) нременной о.терж. ки, т.е. tcT«. tcp (нап)нмер, отк,.п
5 50-40 10 с).
В качестве э.чеменго 67 ма.юй, t)N c()e:i- ней и 69 больп1О1( врс менных иисржек ис ПОЛЬЗУЮТСЯ отдельные кана. 1ы сгамлартйоги тре 11риг1)аммн()г) реле иремени, имею- IIUH И11ливидуи.пьнь:е задатчики выдержек времени (iiay;). по при должна ecjfwK) даться следующая закономерность их установки; , а абсолютная величина каждо) и: них онреде.тяется с учетом обеспечения ()нтимальн()1 о режима работы.
После этого закрепляют заготоЕжу 14 и вк.1адын1 И), используя |1рисносс)б,;1ения 17 22, .37 и ЗН, а также заправляется резервуар 1 1 кусками к. К я 70, но для этого иреж- де Bcei o необходимо е помощью сиециаль- Hoii рукоятки и заи1е. 1ки (ие показаны) приподнять относнтельно крын1ки толкатель 49 и за(})иксир()вать ei o в этом иоложенпи, а затем открыть крьипку 41. После загрузки р мериуара 11 крьинка 41 опять закрывает- I я и голкаге.н. 49 освобождается от ( i- |(|)а, б;1аг()даря чему куски клея 70 под- алки1 ак1тся п плотно прижимаются к бло- к 44 реп1епчагьг э:1ектрона1 )евате. 1еп, со1;и вая ус. ювия д.1Я максимальиогп использования Ten.TOBoii энергии п ускореп- iidio нлаи, 1еиия кусков к.тея.
11р1 д. lai аемое ycTpoi icTBO работает сме- .чукииим образом.
Операшр, убедивпшсь в ютовносги обо- рчдования к работе, включает вводно вы- к, початель . в ре(у, 1ьтате че1Ч) па его вы- xo.U нояв.1яе1ся сигна,, которьп постунаег па первые нходы комапдоанпарата 53, тер- морегу.лятора Г)4 и б.лока 57 реверсивного управления, подготавливая их к включению.
Так как термонластичпь клей в резервуаре паходптся eine в неразсл ретом затвердевшем состоянии, то на выходе э,темента 4М. на входе сигиалпзато)а 55 и на втором входе блока 5() cnina; отсутствует, и во избежание П(),1омок автоматически иск.поча- егся возможпосгь вк, 1ючепия электродвигателя 39 ()да клеенамазочног о ро.шка 3, поскольку оп находптся к жестком сцеплении с зат ердевн1им клеем. Так как реа.ль- иая темперагу)а в резервуаре II, изме|1я- емая дагчиком 47, ниже необходимо, то на В,ходе терм()ре1 улято)а 54 появляется . которы носту ает на вход б.пока 4Г) э,1 ектронагревателей. Начи 1ается разогрев з()Н)| ок()1чаге, клея.
Так как в резервуаре 11 меются клея, то на выходе датчика 50, на входе С нал затора 56 и на втором входе ко- ма 1доа 1 арата 53 . отсутствует. По- явлен е . на ервом i отсутствие (. ia втором входе командоа арата вь1зывает появление сигналов на вь ходах элеме 1та (И Ht: элеме 1тов 65 i 6() ЗА- ПРГ.Т, а также одном 13 входов э.аемен- га 64 И, ia входах э;1еме1 тов Ma.ioii 6() сред- ie 68 i ()й 69 време 1ных задержек и на входе б. юка 44 рен1етчать х электрона- ревателе 1. Начинается зоны ред- .1ого 1.тавления и ()дновремен о отсчет времени у всех элементов 67 6) вре0
5
0
5
0
5
0
менных задержек. На ()де элемента 67 малой временной задержки paiib jie всех после истече ия самой короткой 1аузы (1„) появляется сигнал, которь Й иостунает на один из входов элемента 63 И, однако на выходе это1 о элемента сигнала нет, так как отсутствует сигнал на втором его входе.
Затем осле истечения заданной средней выдержки времени (tcp на выходе элемента 68 средней временной задержки появляется сигнал, который посту ает на второй вход элемента 64 И. Наличие сигналов одновременно на обоих входах элемента 64 И вызывает юявление сигнала на его выходе, на запретном входе элеме та 66 ЗАПРЕТ, в результате чего на входе блока 44 решетчатых электронагревателей исчезает сигнал и рекра1цается обогрев зоны иред- варитель О1-о плавления.
После истечения заданной выдержки времени (tj) ia вь.гходе элеме 1та 69 больнюй временной задержк оявляет- ся , который ( на занрет- вход элемента 65 ЗАПРКТ, в результате чего исчезают сигналы одновременно на входах всех элементов 67 69 временных задержек и они возвра 1аются в исходное ну.мевое 1оложение, а также исчеза :)т сигналы на В)1ходах элементов 64 И и 62 ИЛИ и за за ретиых входах элеме 1тов 65 и 66 ЗАПРЕТ, носле чего на входах элементов 67, 68 и 69 и на входе б. юка 44 ре 11етча- электрО агревателей ) 1 оявляются сигналы и возобновляются обогрев зоны нредвар1 тельного . отсчет временных задержек t«, , ti. Таким образом, за счет ериодически новторяю це Ч)ся вклю- (tnepBM. t3 б. 44 электронагревателей с увеличенной В)держкой времени на включе ие (1вкл.и ср) значительно умень 11ен 1ой выдержкой време1П1 на отклю5
0
5
чение
t.
LU - i tci )
осуществляется
интенеивнь Й форсирова 1ный верхней зс)Н1)1 резервуара и уск() плавление кусков клея, тем более, что за счет усилия то.чкателя 49 постоянно 1р 1жимаются к блоку 44 ре етчатых электро 1агревателей, создавая между ними ко 1такт.
После 1редварительного расплавления кусков клея и перемеидения их в зону окончательного плавления толкатель 49 останавливается в крайнем нижнем исходном положении, а его постоянный ма1ти(т 51 вступает во взаимодействие с датчиком 50, и на его выходе сразу же юявляется сигнал, который ноступает на вход сигнализатора 56 отсутствия кусков клея и на второй вход командоаг 1 арата 53.
Наличие сигнала на втором входе блока 53 вызывает появление сигнала на втором входе элемента 63 И и исчезновение сигнала на выходе элемента 61 НЕ и на втором входе элемента 64 И. Отсутствие сигнала на одном из выходов элемента 64 И вызывает
исчезновение сигнала на его выходе, а наличие сигналов одновременно на двух входах элемента 63 И вызывает появление сигнала на его выходе, что прнцодит к автоматическому переключению блока 44 рен1етча- тых электронагревателей из интенсивного в умеренный щадящий режим, при котором длительность паузы их включения (t 1„ становится значительно меньше длительности паузы отключения (1от,.у ttf-t, тем самым исключается образование корки вокруг реи1етчатых электронагревателей, так как степень их накала и расход электроэнергии значительно уменьнтются.
При поступлении от сигнализатора 56 пульсирующего звукового и светового сиг- налов оператор осуществляет незамедлительную загрузку кусков клея в резервуар II, а затем и закрывает крьиику 41, после чего толкатель 49, уиираясь в загруженные куски клея, приподнимается, а датчик 50 теряет взаимосвязь с постоянным магнитом 51 и автоматически дает команду на включение блока 44 реп1етчатых электронаi-pe- вателей в интенсивный форсированный режим. Таким образом, толкатель 49 выполняет одновременно две функции: функцию следяпгего органа за наличием кусков клея в резервуаре и функцию иринудительного органа, создающего хороший контакт между кусками клея и решетчатыми электронагревателями, способствуя максим а;1ьному использованию тепловой энергии и ускорен- ному плавлению клея.
При достижении клеем в зоне окончательного плавления жидкого состоя}1ия (Т ) на выходе элемента 48 блокировки клеена- мазочного ролика иоявляется сигнал, который поступает на вход сигнализатора 55 готовности привода и на второй разрешающий вход блока 57 реверсивного управления приводом, дающий возможность включения привода.
Оператор, убедившись по показаниям измерительной шкалы терморегулятора 54 о достиже)1ии необходимой рабочей температуры клея (Т) и проверив правильность заправки заготовки 14 и вкладыша 16, открывает кран 42 и воздействует на пуско- вой элемент 58 ВПЕРЕД, в результате чего на его выходе появляется сигнал, который поступает на третий выход блока 57. Наличие сигналов одновременно на первом, втором и третьем. входах блока 57 вызывает появление сигнала на его выходе, который поступает на соответствующий вход электродвигателя 39. Последний начинает врансать- ся и через вариатор и кинематические связи осуществляет вращение клеенамазочно- го ролика 3 и опорных роликов 33 и 34 механизмов обжима, в результате чего за го- товка 14 и вкладыш 16 начинают перемещаться вперед. Скорость перемещения регулируется с помощью вариатора. Заготов0
5 5 0
5
0 0 5
ка Iti, проходя мимо резервуар; 11, ичлихп)- деиствует с клеенама «очным ро.чнком 3 и прижимным роликом 4, в ре.и.1ы;пг шчо на нее наносится poiiH .iii c.ioii р;нп| рсюго до жидкого состояния к.И я. I laiiecciiiibni клей на участок згпогонки. мерс мещаясь вперед, проходит горизота.и.нхн) направляющую, затем на ее Н1) всг|1ечается и склеивается по се|)едн11е с икла.и 111К м. а дальше перемен1аются имеете ((juir. И. N cii- .тие прижатия вк.та.тьнна к за1 ()тонке осуществляется за счет перемен1ения нак.юнно }1анравляюн1ей в сторонч движения и;(1()- тав.ливаемого изде, 1ия н создания прогиба заготовки на выходе гориз(нта. И)ПоГ1 иа- нравляющей. После этого склеенные за1 о- товка и вкладын проходят че|)ез входное подготовительное Ko.ibno 26. i-де начинается предварительная за1 ибка краев загогонки 14 и ())ормировання изде,1пя н внде трубки, так как диаметр ко.1ьца меныне п1И)ины за1 отовки 14 и 6o, ibHie ширины вк. l(i. Затем предвари гельно с(()ормированное изделие проходит через 6() по.пкруг .лые вырезы ориентируюншх II.KIHOK 29 и 30 механизма 7 загибки, i де оно окончате. но (|)Ормируется fi внде замкнуюй трубки, а боковые кромки в стыке вступают но иза- нмодействие с ножсчым ориенгнром 31. котор1 |й не дает возможности нроиорачи- 5аться образ()ва Н1е11ся г|пбке нокр г ciioeii осп и четко фиксировать стык в опреде.к н- ном месте.
Лалыне образ;)вавн1аяся и сориенгпро- ваннан трубка вступает во взанмодеГ|ствие с наклонными ориентирчющими и.чанкамп 27 и 28, в результате чего изде. 1ие в виде симметричиой трубки 11реврап1ается в и.дс - лие в виде снлюним1ной трубки с нк.чады- HieM внутри (фи1 . S). Затем око11чат1 1ьно сформированное нзде.ше проходит между опорными 315, 34 и ноднружиненнымн 35 и . роликами механизмов 8 и 9 обжима . где заверн1ается операция по созтании) прочности склеивания изделия с (тасно. южеппым внутри вк.тадьппем (фи1. 1). Лпа.югично осуществляется изготов.К пне изде.шя без вк. 1адыша (фиг, ()), но д. 1я экио |цм) димо наклонную на11рав.1ЯК)Н1ук 6 приподнять и освободить 01 KoHTaKia с за готов кой 14, исключить ее прогиб на ввкходе id ризонта, 1ьной нан|1ав.1як)нич1 5, а также не обходимо между нак. 1онп1 1ми планками 27 и 28 механизма 7 загибки установит) вы ходной зазор, размер которого Д(. 1жеи 6i,Ti i, немногим болыне дво11пой ro.niunii, япч товки 14.
Также осун1еств, 1яе1ся из1 оюв.к ние изделия со смещенным стыком боковых кромок заготовки 14 ((fnii. 7), но д,1я не обходимо верхнюю нак.юнную шапку 27 вместе с ориентиром 31 стыка иерсмес и 1Т или вирави) на onpiMe. ieHnxю шми
IK) отношению к средней нроло.тыюи оеенои ;1ини11 .а готовки 14.
Таким образом, предлагаемое уетрой- стно имеет широкие технолог ические иоз- можиосги, так как позволяет изготавливать длинномерные изделия различные но HJH- |)ине, но раеиоложению стыков и но разновидностям комбинаций применяемых вкла- дын1ей. Кроме того, применение нредложен- нок) устройства значигельно новьппает качество из1 отовлеиия изделий за счет улучшения качества подготовки клея и процесса его нанесения на за1Ч)товку обеспечением автоматического выбора и автоматическ()1 о поддержания оптимального теп.ювого н-жп via и экономичным расходованием :)лектро- энергни, нонып ается производительиосгь за C4v i уско К пной плавки кусков клеи пхтем аигомагпзаиии процесса создания плотного КПП I г; с -)лект)()наг)ев;ггелям и и максимального нспользо1 апия их теп. ювой I пи п nyicM повьпнения иадежпостн работы i псгсмы подготовки клея и создания усло- luii i бсл кч У({)|)ективной работы.
Формула изобретения
1. NcrpoiicTiio д. гя за1ибки и склеивания .члпнномерных нзде.чий, содержан1ее ста- нп11, подачи издс/ппк к:1(чч1ама- оч111,1Й и прижимной ролики, наирав.чяю- пик .механизмы загибки и .механизм обжима, привод и резервуар, в вер.хней части ко- горого расположепа крьипка и блок э.чектро- iiai рсиателе i виде опорной рсн1еткп д,я п)едварпте. п,но1Ч) плавления кусков клея, и в нижней части - кран и блок электро- наг ревате;1ей для окончательного клавле- ния клея, а также систему унравлеиия, вклю- ча1ОН1ук) вводной нык.тючатель и командо- аннарат 30Hi)i нре;1варительного н.чавления, датчик температуры и терморегулятор зоны окончател1)Ного п.чавления, блок реверсивного управления приводом с элементом блокировки клеенамазоч1ил () ролика и пусковыми элементами 1311НРНД, НАЗАД, СТОП, отличающееся тем, что, с целью повьпнения надежности работы, а также улучшения качества выпускаемой продукции путем автоматизации процесса выбсфа о ггпма;1ьпо -о
теплового режима и ускорения нроцесса плавления, оно снабжено толкателем с ио- стоянным магнитом, сигнализатором отсутствия кусков клея, датчиком отсутствия кусков клея в резервуаре, жестко закрепленным на крышке резервуара, на которой расположен подпружиненный относительно нее толкатель с постоянным магнитом для взаимодействия с датчиком отсутствия кусков клея
Q в резервуаре, причем выход датчика отсутствия кусков клея в резервуаре ссх динен с сигнализатором отсутствия кусков клея в резервуаре и вторым доиолиительньгм входом командоацпарата, выполненного в виде блока программно-временного управления,
5 выход которого подключен к блоку электронагревателей.
2.Устройство по II. 1, отличающееся те.м, что блок програм.мно-временного управления содержит логический элемент НЕ, элемент ИЛИ, два элемента И, два элемента
ЗАНРЕТ и элементы малой, средней и большой временных задержек, причем выход первого элемента ЗАПРЕТ подключен через элемент малой временной задержки и первый элемент И к первому входу элемента
5 ИЛИ, через элемент средней временной задержки и второй элемент И ко второму входу элемента ИЛИ, а через элемент большой временной задержки к собственному запретному входу, выход элемента ИЛИ соединен с запретным входом второго эле0 мента ЗАПРЕТ, выход которого соединен с выходом блока, а вход -- с вход(.)м первого элемента ЗАПРЕТ и первым входом блока, второй вход второго элемента И соединен с выходом элемента НЕ, вход которого соединен с вторым входом первого элемента И
5 и вторым входом блока.
3.Устройство по II. 1, отличающееся тем, что толкатель кусков клея выполнен из материала, обладаюнгего ирс тиводей- ствуюшим свойством соединения с клеем.
д 4. Устройство по II. 1, отличающееся iG, что элемент блокировки клеепамазочного ролика расположен в зоне окончательного плавления клея и выполнен в виде температурного реле с возможностью установки на его задатчике значения температуры плавления и достижения жидкого состояния клея.
Г5
13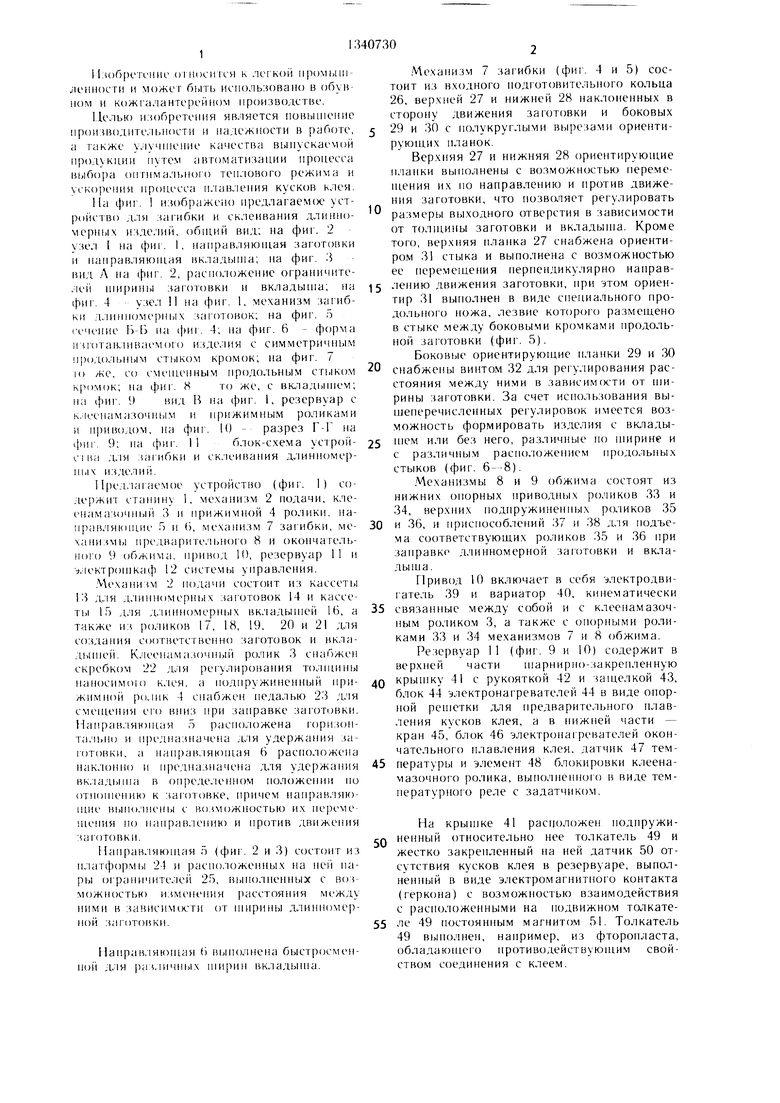
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления технологическим оборудованием линии для окрашивания мелких изделий насыпью | 1989 |
|
SU1664411A1 |
| Установка для центробежной сушки мелких изделий | 1986 |
|
SU1548626A1 |
| Установка для жидкостной обработки изделий | 1985 |
|
SU1320266A1 |
| Устройство для изготовления ремней | 1987 |
|
SU1431999A1 |
| Машина для изготовления ремешков | 1983 |
|
SU1137105A1 |
| Устройство для адресования подвижного объекта | 1988 |
|
SU1558821A1 |
| Устройство для управления перегрузочной тележкой распределительного конвейера | 1985 |
|
SU1265123A1 |
| Датчик кода Морзе | 1981 |
|
SU1001496A1 |
| Устройство регулирования моллирования стеклоизделий | 1980 |
|
SU948904A1 |
| ГАЛЬВАНИЧЕСКАЯ ВАННА | 1991 |
|
RU1817487C |
Изобретение относится к легкой промышленности и может быть использовано в обувном и кожгалантерейном производстве. Цель изобретения - повьипепие надежности работы, а также улучшение качества выпускаемой продукции. Для осу- шествления указанны.х целей резервуар снабжен подпружиненным толкателем с распсх юженным на нем постоянным магнитом, взаимодействующим с датчиком отсутствия кусков клея. Датчик закреплен па крышке резервуара. Выход датчика соединен с в.чо- дом дополнительно введенного сигнализатора отсутствия кусков клея в резервуаре. В устройстве командоаппарат выполнен в виде блока программно-временного управления с оптимальной периодичностью включения и отключения электронагревателе) зоны предварительного плавления. За счет обеспечения автоматического вьз1бора и автоматического поддержания оптимального теплового режима и окопомного расходования :)лектроэнергии происходит повып1ение качества подготовки клея и npoitecca его нанесения на заготовку. Путем автоматизации процесса создания нлотного контакта с электронагревателями и максимального использования их тепловой энергии появилась возможность ускоренной плавки кусков клея. 3 з.п. ф-лы, 11 ил. S (Л 00 4 О 00
23В
J
Фиг. 2Вид А
-ФЛ1
, V jMg-T
2 5 фие.З 25
32
28
N.
28
Б 6
31
32
27
i
N1
дО
29
1 Фиг. 5
Фиг. 5
16
П
7
Фиг. 8
ЧЧ
(Pu2. 10
-
57
| Горизонтальное водяное колесо | 1924 |
|
SU1641A1 |
| ФРГ | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
