Изобретение относится к системам управления технологическим оборудованием для окраски мелких изделий методом окунания в корзине насыпью и может быть использовано в различных областях народного хозяйства.
Цель изобретения - повышение производительности и улучшение качества покрытий изделий.
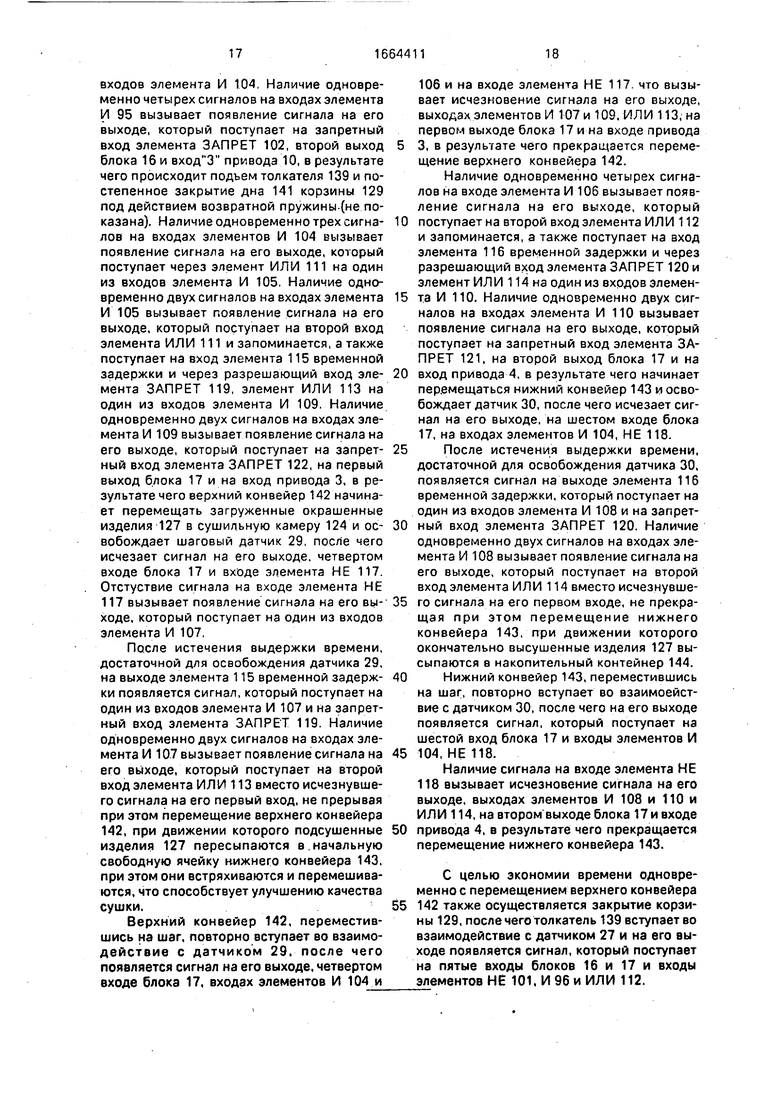
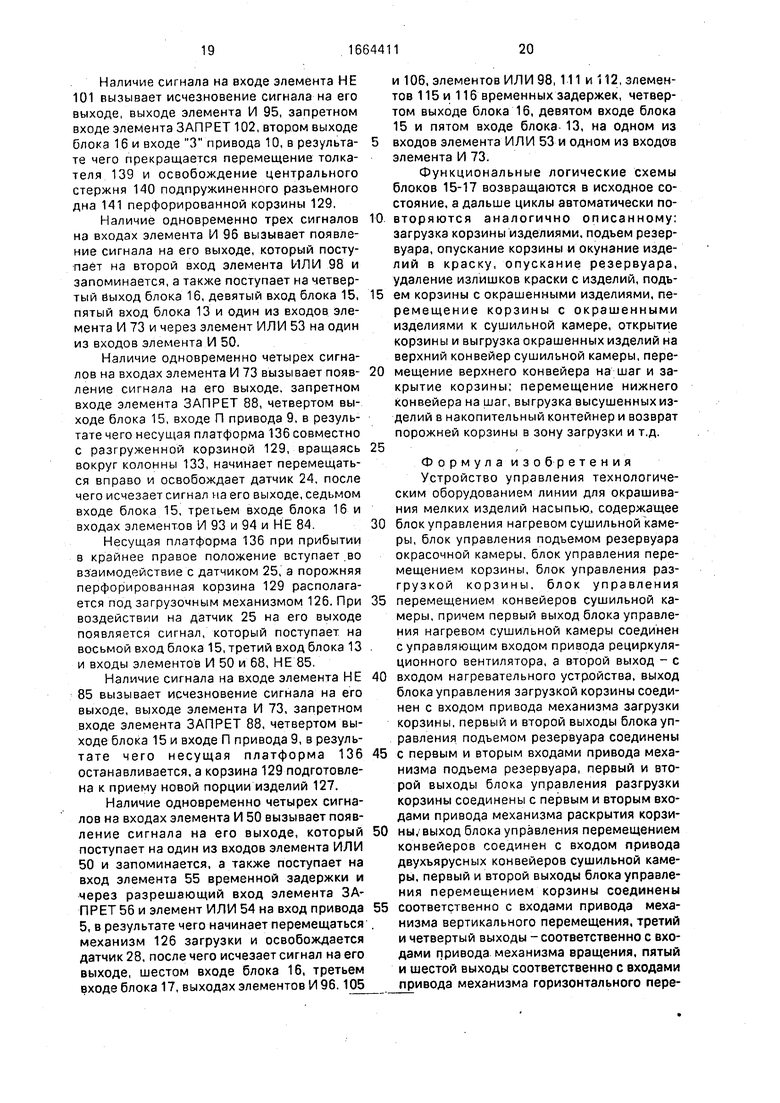
На фиг.1 изображена блок-схема устройства управления технологическим оборудованием линии для окрашивания мелких изделий насыпью; на фиг.2 - функциональная логическая схема блока управления нагревом сушильной камеры; на фиг.З - функциональная логическая схема блока включения автоматического режима работы; на, фиг.4 - функциональная логическая схема блока управлениязагрузкой корзины; на
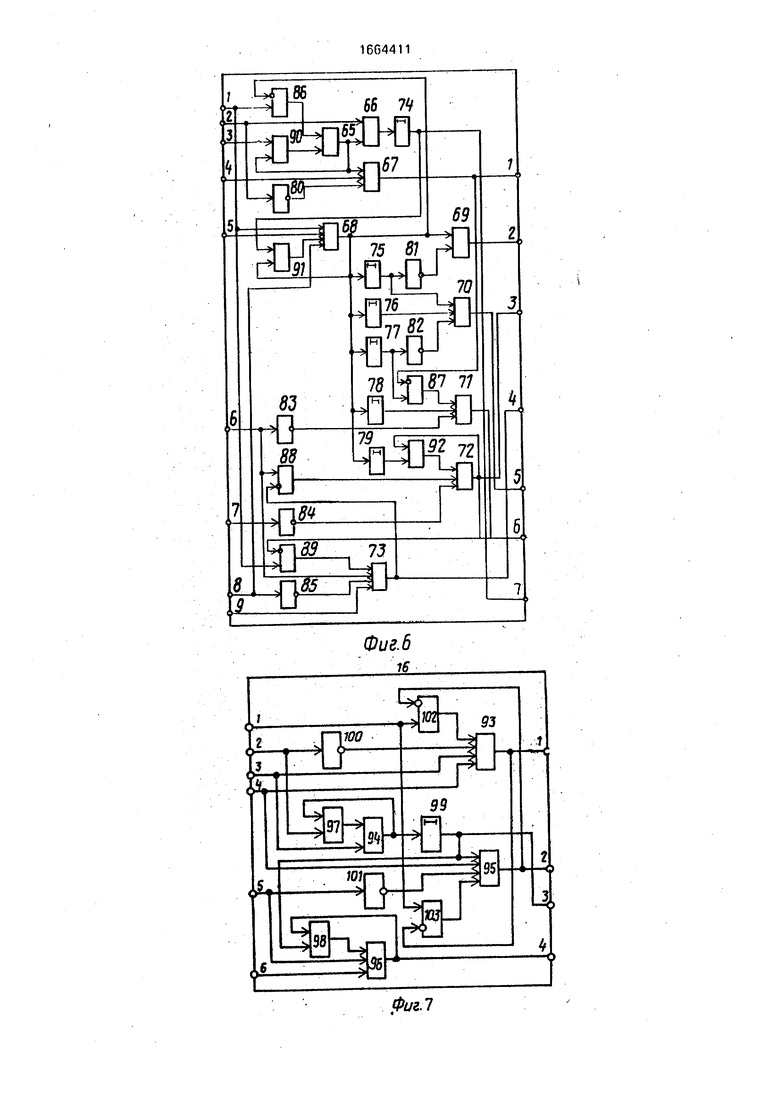
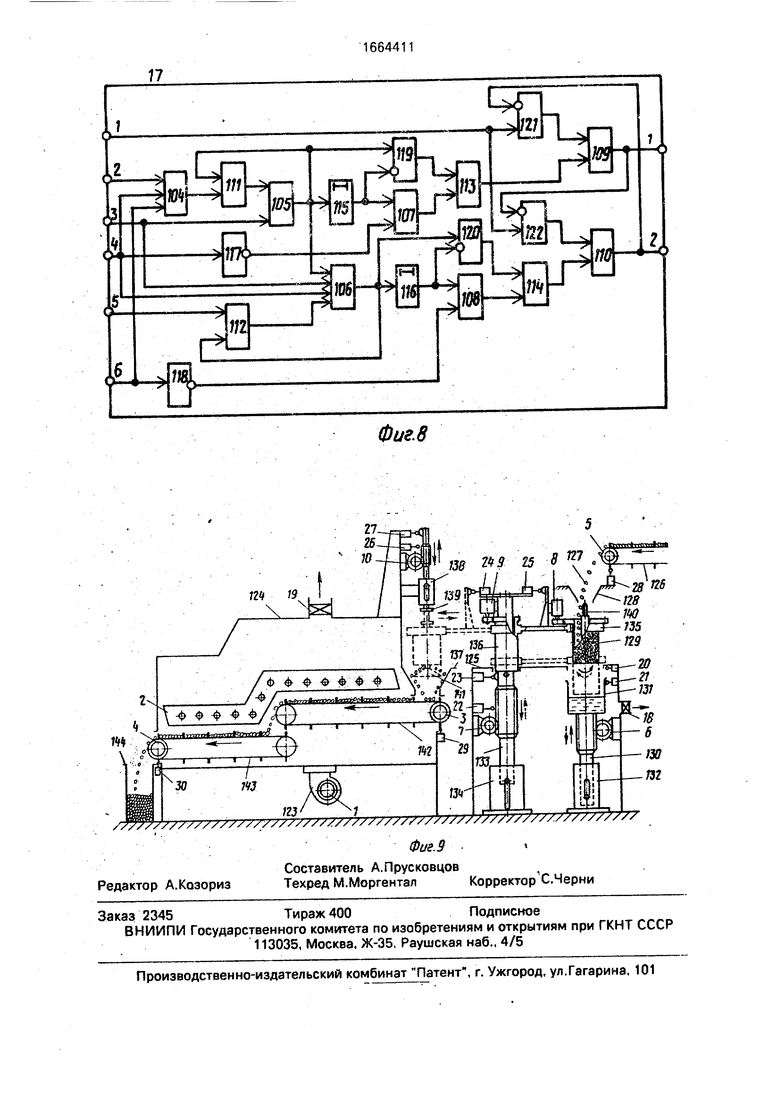
фиг.5 - функциональная логическая схема блока управления подъемом резервуара окрасочной камеры; на фиг.6 - функциональная логическая схема блока управления перемещением корзины; на фиг.7 - функциональная логическая схема блока управления разгрузкой корзины; на фиг.8 - функциональная логическая схема блока управления конвейерами сушильной камеры; на фиг.9 - схема расположения приводов и датчиков, а также схема взаимодействия их с исполнительными механизмами.
Устройство управления технологическим оборудованием линии для окрашивания мелких изделий насыпью состоит из привода 1, рециркуляционного вентилятора, нагревательного устройства 2, приводов 3 и А верхнего и нижнего конвейеров сушильной камеры, привода 5 механизма загрузки корзины, привода 6 механизма подъема резервуара окрасочной камеры, привода 7 механизма вертикального перемещения корзины, привода 8 механизма вращения корзины, привода 9 механизма горизонтального перемещения корзины, привода 10 механизма разгрузки корзины, блока 11 управления нагревом сушильной камеры, блока 12 включения автоматического режима работы,блокэ 13 управления загрузкой корзины, блока 14 управления подъемом резервуара окрасочной камеры, блока 15 управления перемещением корзины, блока 16 управления разгрузкой корзины, блока 17 управления конвейерами, датчиков регистрации вытяжки в лакировочной 18 и сушильной 19 камерах, датчиков рабочего 20 и исходного 21 положений механизма подъема резервуара окрасочной камеры, датчиков нижнего 22, верхнего 23, левого 24, правого 25, открытого 26 и закрытого 27 положений корзины, шаговых датчиков 28 механизма загрузки корзины, верхнего 29 и нижнего 30 конвейеров сушильной камеры, предпускового 31, пускового 32 и общего 33 останова элементов, сигнализатора 34 готовности сушильной камеры и сигнализатора 35 включения автоматического режима (не показаны элементы индивидуального упралвения приводами исполнительных механизмов в ручном режиме). При этом в блоке 11 управления нагревом сушильной камеры первый, второй, третий и четвертый входы соединены с выходами соответственно предпускового элемента 31, датчиков 18 и 19, регистрации вытяжки в окрасочной и сушильной камерах, а также элемента 33 общего останова, а первый, второй и третий выходы - с входами привода 1 рециркуляционного вентилятора, нагревательного устройства 2 и
сигнализатора 34, в блоке 12 включения автоматического режима первый вход соединен с третьим выходом/блока 11, второй вход - с выходом пускового элемента 32 и
четвертым входом блока 13, а выход - с входом сигнализатора 35 и первыми входами блоков 13-17, в блоке 13 второй вход соединен с выходом датчика 23, шестым входом блока 15 и четвертым входом блока 16, тре0 тий вход - с выходом датчика 25 и восьмым входом блока 15, пятый вход - с четвертым выходом блока 16 и девятым входом блока 15, шестой вход - с выходом датчика 28, шестым входом блока 16 и третьим входом
5 блока 17, первый выход - о входом привода 5 механизма загрузки корзины, а второй выход- с вторым входом блока 14 и третьим входом блока 15, в блоке 14 третий вход соединен с выходом датчика 20 и четвертым
0 входом блока 15, четвертый вход - с выходом датчика 21 и пятым входом блока 15, пятый вход- с седьмым выходом блока 15, первый и второй выходы - с входами Р и И привода 6 механизма подъема резервуара,
5 в блоке 15 второй вход соединен с выходом датчика 22, седьмой вход - с выходом датчика 24 и третьим входом блока 16, первый и шестой выходы - с входами Н и В привода 7 механизма вертикального перемещения
0 корзины, второй и пятый выходы с входами +4 и -4 привода 8 механизма вращения корзины, третий и четвертый выходы - с входами Л и П привода 9 механизма горизонтального перемещения корзины, в блоке
5 16 второй вход соединен с выходом датчика 26, пятый вход - с выходом датчика 27 и пятым входом блока 17, первый и второй выходы - с входами соответственно О и 3 привода 10 механизма разгрузки корзины,
0 третий выход - С вторым входом блока 17, а четвертый выход-с пятым входом блока 13 и девятым входом блока 17, а четвертый выход - с пятым входом блока 13 и девятым входом блока 15, в блоке 17 четвертый вход
5 соединен с выходом датчика 29, шестой вход - с выходом датчика 30, первый выход - с входом привода 3 верхнего конвейера, а второй выход с входом привода 4 нижнего конвейера сушильной камеры.
0 Функциональная схема блока 11 управления нагревом камеры включает в себя автоматический регулятор 36 температуры с измерительным прибором 37, датчиком 38 и задатчиком 39 температуры, элементы ИЛИ
5 40 и 41, элементы И 42-44, элементы НЕ 45 и 46 и элемент 47 временной задержки, причем в блоке первый вход соединен с одним из входов элемента ИЛИ 40, второй и третий входы - соответственно с вторым и третьим входами элемента И 42, четвертый вход через элемент НЕ 46 с четвертым входом элемента И 42, первый выход - с выходом элемента И 42, вторым входом элемента ИЛИ 40, входом элемента 47 временной задержки и входом автоматического регулятора 36 температуры, вторый выход - с выходом элемента И 43, третий выход - с выходом элемента И 44 и одним из входов элемента ИЛИ 41, второй вход которого соединен через элемент НЕ 45 с выходом автоматического регулятора 36 температуры и одним из входов элемента И 43. а выход - с одним из входов элемента И 44, второй вход которого соединен с выходом элемента 47 временной задержки и вторым входом элемента И 43, а датчик 38 и задатчик 39 подключены к соответствующим зходам схемы сравнения автоматического регулятора 36 температуры
Функциональная логическая схема блока 12 включения автоматического режима работы содержит элементы И 48 и ИЛИ 49, причем в блоке первый вход соединен с одним из входов элемента И 48, второй вход -с одним из входов элемента ИЛИ 49, выход - с вторым входом элемента ИЛИ 49 и выходом элемента И 48, второй вход которого соединен с выходом элемента ИЛИ 49.
Функциональная логическая схема блока 13 управления загрузки корзины содержит элементы И 50-52, элементы ИЛИ 53 и 54, элемент 55 временной задержки, элемент ЗАПРЕТ 56 и элемент НЕ 57, причем в блоке первый, второй и третий входы соединены соответственно с первым, вторым и третьим входами элемента И 50, четвертый и пятый входы - с вторым и третьим входами элемента ИЛИ 53, шестой вход- с одним из входов элемента И 52 и через элемент НЕ 57 с одним из входов элемента И 51, первый выход - с выходом элемента ИЛИ 54, второй выход - с выходом элемента И 52, второй вход которого соединен с запретным входом элемента ЗАПРЕТ 56, выходом элемента 55 временной задержки, вторым входом элемента И 51, выход которого соединен с одним из входов элемента ИЛИ 54, второй вход которого через разрешающий вход элемента ЗАПРЕТ 56 соединен с первым входом элемента ИЛИ 53, входом элемента 55 временной задержки и выходом элемента И 50, четвертый вход которого соединен с выходом элемента ИЛИ 53.
Функциональная логическая схема блока 14 управления подъемом резервуара включает в себя элементы И 58 и 59, элемент ИЛИ 60. элементы НЕ 6t и 62 и элементы ЗАПРЕТ 63 и 64, причем в блоке первый вход соединен с разрешающими входами элементов ЗАПРЕТ 63 и 64, второй вход- с
одним из входов элемента ИЛИ 60, третий вход - через элемент НЕ 61 с одним из входов элемента И 58, четвертый вход - через элемент НЕ 62 с одним из входов
элемента И 59, пятый вход - с вторым входом элемента И 59, первый выход - с выходом элемента И 58, вторым входом элемента ИЛИ 60, и запретным входом элемента ЗАПРЕТ 64, второй выход - с выходом элемента И 59 и запретным входом эпемента ЗАПРЕТ 63, в элементе И 58 второй вход соединен с выходом элемента ИЛИ 60, третий вход - с выходом элемента ЗАПРЕТ 63, а в элементе И 59 третий вход соединен с
выходом элемента ЗАПРЕТ 64
Функциональная логическая схема блока 15 управления перемещением корзины содержит элементы И 65-73, элементы 73-79 временных задержек, элементы НЕ 80-85,
элементы ЗАПРЕТ 86-89 и элементы ИЛИ 90-92, причем в блоке первый вход соединен с разрешающими входами элементов ЗАПРЕТ 86 и 89 и одним из входов элемента И 68, второй вход - с одним из входов элемента И 66 и через элемент НЕ 80 с одним из входов элемента И 67, третий вход - с одним из входов элемента ИЛИ 90, четвертый вход
-с вторым входом элемента И 67, пятый вход - с одним из входов элемента И 68,
шестой вход - с разрешающим входом элемента ЗАПРЕТ 88, одним из входов элемента И 73, а также через элемент НЕ 83 с одним из входов элемента И 71, седьмой вход через элемент НЕ 84 с одним из входов элемента И 72, восьмой вход-стретьим входом элемента И 68 и через элемент НЕ 85 с вторым входом элемента И 73, девятый вход
-с третьим входом элемента И 73,первый выход - с выходом элемента И 67 и запретным входом элемента ЗАПРЕТ 87, второй выход - с выходом элемента И 69, третий выход - с выходом элемента И 72, запретным входом элемента ЗАПРЕТ 89 и одним из входов элемента ИЛИ 92, четвертый выход - с выходом элемента И 73 и с запретным входом элемента ЗАПРЕТ 88, пятый выход - с выходом элемента И 70. шестой выход - с выходом элемента И 71, седьмой выход - с выходом элемента 74 временной
задержки и одним из входов элемента ИЛИ 91, выход которого соединен с четвертым входом элемента И 68, выход которого в свою очередь соединен с вторым входом элемента ИЛИ 91, запретным входом элемента ЗАПРЕТ 86, одним из входов элемента И 69 и входами элементов 75-79 временных задержек, в элементе И 65 пер- вый вход соединен с выходом элемента ИЛИ 90, второй вход - с выходом элемента ЗАПРЕТ 86. а выход - с вторым входом элемента ИЛИ 90, третьим входом элемента И 67 и вторым входом элемента И 66, выход которого соединен с выходом элемента 74 временной задержки, в элементе И 70 один из входов соединен с выходом элемента 75 временной задержки и через элемент НЕ 81 с вторым входом элемента И 69, второй вход - с выходом элемента 76 временной задержки, третий вход - через элемент НЕ 82 с выходом элемента 77 временно задержки и разрешающим входом элемента ЗАПРЕТ 87, в элементе И 71 второй вход соединен с выходом элемента 78 временной задержки, а третий вход-с выходом элемента ЗАПРЕТ 87, в элементе И 72 второй вход соединен с выходом элемента ЗАПРЕТ 88, а третий вход соединен с выходом элемента ИЛИ 92, второй вход которого соединен с выходом элемента 79 временной задержки, в элементе И 73 четвертый вход соединен с выходом элемента ЗАПРЕТ 89.
Функциональная логическая схема блока 16 управления разгрузкой корзины содержит элементы И 93-96, ИЛИ 97 и 98, элемент 99 временной задержки, элементы НЕ 100 и 101 и элементы ЗАПРЕТ 102 и 103, причем в блоке первый вход соединен с разрешающими входами элементов ЗАПРЕТ 102 и 103, второй вход с одним из входов элемента ИЛИ 97 и через элемент НЕ 100 с одним из входов элемента И 93, третий вход - с вторым входом элемента И 93 и одним из входов элемента И 94, четвертый вход - с третьим входом элемента И 93 и одним из входов элемента И 95, пятый вход - с одним из входов элемента И 96 и через элемент НЕ 101 с вторым входом элемента И 95, шестой вход- с вторым входом элемента И 96, третий вход которого соединен с выходом элемента ИЛИ 98, первый выход блока соединен с выходом элемента И 93 и запретным входом элемента ЗАПРЕТ 103, второй выход - с выходом элемента И 95 и запретным входом элемента ЗАПРЕТ 102, третий выход - с выходом элемента 99 временной задержки, первым входом элемента ИЛИ 98 и третьим входом элемента И 95, четвертый вход которого соединен с выходом элемента ЗАПРЕТ 103, а четвертый выход блока соединен с выходом элемента И 96 и вторым входом элемента ИЛИ 98, выход которого соединен с третьим входом элемента И 96, в элементе И 94 второй вход соединен с выходом элемента ИЛИ 97, а выход - с входом элемента 99 временной задержки и вторым входом элемента ИЛИ 97, в элементе И 93 четвертый вход соединен с выходом элемента ЗАПРЕТ 102.
Функциональная логическая схема блока 17 управления конвейерами сушильной
камеры содержит элементы И 104-110, элементы ИЛИ 111-114, элементы 115 и 116 временных задержек, элементы НЕ 117 и 118 и элементы ЗАПРЕТ 119-122, причем в
блоке первый вход соединен с разрешающими входами элементов ЗАПРЕТ 121 и 122, второй вход - с первым входом элемента И 104, третий вход - с одним из входов элемента И 105 и одним из входов элемента
0 106 и, четвертый вход - с вторым входом элемента И 104, с вторым входом элемента И 106 и через элемент НЕ 117 с одним из входов элемента И 107, пятый вход с одним из входов элемента ИЛИ 112, шестой вход5 с третьим входом элемента И 104 и через элемент НЕ 118 с одним из входов элемента И 108, первый выход - с выходом элемента И 109 и запрещающим входом элемента ЗАПРЕТ 122, второй выход с запретным вхо0 дом элемента ЗАПРЕТ 121 и выходом элемента И 110, один из входов которого соединен с выходом элемента ЗАПРЕТ 122, а второй вход - с выходом элемента ИЛИ 114, первый вход которого соединен с выхо5 дом элемента ЗАПРЕТ 120, а второй вход- с выходом элемента И 108, второй вход которого соединен с запретным входом элемента ЗАПРЕТ 120 и через элемент 116 временной задержки с разрешающим вхо0 дом элемента ЗАПРЕТ 120, вторым входом элемента ИЛИ 112 и выходом элемента И 106, третий вход которого соединен с выходом элемента ИЛИ 112, а четвертый вход - с выходом элемента И 105, разрешающим
5 входом элемента ЗАПРЕТ 119, входом элемента 115 временой задержки и первым входом элемента ИЛИ 11-1, второй вход которого соединен с выходом элемента И 104, а выход - с вторым входом элемента И 105,
0 в элементе И 109 первый вход соединен с выходом элемента ЗАПРЕТ 121, а второй вход-с выходом элемента ИЛИ 113, первый вход которого соединен с выходом элемента ЗАПРЕТ 119, а второй вход - с выходом
5 элемента И 107, второй вход которого соединен с выходом элемента 115 временной задержки и запретным входом элемента ЗАПРЕТ 119.
Высокая точность соблюдения операци0 онного и межоперационного регламента обеспечивается с помощью следующих регулируемых элементов временных задержек - на включение рециркуляционного вентилятора и нагревательного устройства
5 (пауза на удаление остатков газа в лакировочной и сушильной камерах); 55 - на подготовку цепи останова привода механизма загрузки корзины (пауза на освобождение шагового датчика); 74 - на включение привода механизма опускания резервуара (пауза на опускание перфорированной корзины с изделиями в краску); 75 - на отключение привода вращения корзины по часовой стрелке (пауза на вращение и удаление-остатков краски); 76 - на включение привода вращения корзины против часовой стрелки (пауза на инерционный выбег и плавный останов); 77 - на отключение привода вращения корзины против часовой стрелки(пауза вращения корзины в протиооположную сторону, встряхивание изделий и окончательное удаление остатков краски); 78 - на включение привода подъема корзины (пауза на инерционый выбег и плавный останов); 79 - на включение привода перемещения корзины ВЛЕВО(пауза на подъем и незначительный выстой); 99 - на включение привода верхнего конвейера (пауза на завершение разгрузки корзины); 115 - на подготовку цепи останова привода верхнего конвейера (пауза на освобождение соответствующего шагового датчика); 116 - на подготовку цепи останова привода нижнего конвейера (пауза на освобождение соответствующего шагового датчика).
Так как все указанные элементы временных задержек имеют индивидуальные задатчики времени, то для линии можно устанавливать любую технологическую программу, что расширяет ее функциональные возможности и обеспечивает гибкость в производственном отношении.
Устройство управления работает следующим образом.
Оператор, убедившись в готовности технологического оборудования (рабочие механизмы находятся в исходном положении и имеются сигналы на выходах датчиков 18, 19, 21, 23, 25, 27-30), воздействует на предпусковой элемент 31, в результате чего на его выходе появляется сигнал, который поступает на первый вход блока 11 и через элемент ИЛИ 40 на один из входов элемента И 42.
Наличие одновременно четырех сигналов на входах элемента И 42 вызывает появление сигнала на его выходе, который потупает на второй вход элемента ИЛИ 40 и запоминается, а также поступает на вход элемента 47 временной задержки, на вход автоматического регулятора 36 температуры, первый выход блока 11и на вход привода 1, в результате чего включается рециркуляционный вентилятор 123, начинается отсчет времени на отсос остатков газа через вытяжную вентиляцию и осуществляется изменение температуры на приборе 37, но так как в начальный момент температура в сушильной камере 124 ниже заданной, то на выходе регулятора 36 появляется
сигнал, который поступает на один из входов элемента И 42 и на вход элемента Н Е 45, что вызывает исчезновение сигнала на его выходе.
После удаления остатков газа в сушильной 124 и окрасочной 125 камерах и истечения заданной паузы на выходе элемента 47 временной задержки появляется сигнал, который поступает на второй вход элемента И
0 43 и на один из входов элемента И 44.
Наличие одновременно двух сигналов на входах элемента И 43 вызывает появление сигнала на его выходе, втором выходе блока 11 и входе нагревательного устройст5 ва 2. в результате чего происходит разогрев сушильной камеры 124.
При достижении в сушильной камере 124 заданной температуры (показания датчика 38 и задатчика 39 совпадают и визуаль0 но подтверждаются на измерительном приборе 37) на выходе регулятора 36 исчезает сигнал, а также исчезают сигналы на входах элементов И 43, НЕ 45, на входе нагревательного устройства 2, после чего
5 нагрев сушильной камеры 124 прекращается.
Исчезновение сигнала на входе элемента НЕ 45 вызывает появление сигнала на его выходе, который через элемент ИЛИ 41 по0 ступает на второй вход элемента И 44.
Наличие одновременно двух сигналов на входах элемента И 44 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 41 и
5 запоминается, а также поступает на третий выход блока 11, первый вход блока 12 и вход сигнализатора 34 готовности сушильной камеры.
После этого оператор воздействует на
0 пусковой элемент 32, в результате чего на его выходе появляется сигнал, который поступает на четвертый вход блока 13, второй вход блока 12 и через элемент ИЛИ 49 на один из входов элемента И 48.
5 Наличие одновременно двух сигналов на входах элемента И 48 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 49 и запоминается, а также поступает на выход
0 блока 12, вход сигнализатора 35 автоматического режима работы и первые входы блоков 13-17.
Сигнал от четвертого входа блока 13 поступает через элемент ИЛИ 53 на один из
5 входов элемента И 50. Наличие одновременно четырех сигналов на входах элемента И 50 вызывает появление сигнала на его. выходе, который поступает на второй вход элемента ИЛИ 53 и запоминается, а также поступает на вход элемента 55 временной
задержки и через разрешающий вход элемента ЗАПРЕТ 56 и элемент ИЛИ 54 - на первый выход блока 13 и вход привода 5, в результате чего начинается перемещение механизма 126 загрузки, отсчет паузы на освобождение шагового датчика 28, а также засыпка изделий 127 через бункер 128 в перфорированную корзину 129.
После освобождения шагового датчика 28 исчезают сигналы на его выходе, шестом входе блока 13, входах элементов И 52 и НЕ 57, а также появляется сигнал на выходе элемента НЕ 57 и на одном из входов элемента И 51.
После истечения заданной паузы, достаточной для освобождения шагового датчика 28, на выходе элемента 55 временной задержки появляется сигнал, который поступает на второй вход элемента И 51, на один из входов элемента И 52 и на запретный вход элемента ЗАПРЕТ 56. Наличие од- новременно двух сигналов на входах элемента И 51 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 54 вместо исчезнувшего сигнала на его первом входе, благодаря чему механизм 126, не останавливаясь, продолжает загружать корзину 129.
После окончательной выгрузки порции изделий 127 механизм 126 загрузки повторно вступает во взаимодействие с шаговым датчиком 28, в результате чего на его выходе появляется сигнал, который поступает на третий вход блока 17, на шестой вход блока 16, на шестой вход блока 13, на второй вход элемента И 52 и на вход элемента НЕ 57. Наличие сигнала на входе элемента НЕ 57 вызывает исчезновение сигнала на его выходе, на выходах элементов И 51, ИЛИ 54, на первом выходе блока 13 и на входе привода 5, в результате чего механизм 126 загрузки останавливается.
Наличие одновременно двух сигналов на входах элемента И 52 вызывает появление сигнала на его выходе, на втором выходе блока 13, на третьем входе блока 15. на втором входе блока 14, который через элемент ИЛИ 60 поступает на один из входов элемента И 58.Наличие одновременно трех сигналов на входах элемента И 58 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 60 и запоминается, а также поступает на запретный вход элемента ЗАПРЕТ 64, на первый выход блока 14 и на вход Р привода 6, в результате чего колонна 130 совместно с резервуаром 131 начинает перемещаться вверх относительно направляющей 132.
Одновременно в блоке 15 сигнал с третьего входа поступает через элемент
ИЛИ 90 на второй вход элемента И 65. Наличие одновременно двух сигналов на входах элемента И 65 вызывает появление сигнала на его выходе, который поступает
на второй вход элемента ИЛИ 90 и запоминается, а также поступает на один из входов элементов И 66 и 67,
При прибытии резервуара 131 в верхнее крайнее положение он вступает во взаимо0 действие с датчиком 20, в результате чего на его выходе появляется сигнал, который поступает на третий вход блока 14 и четвертый вход блока 15.
В блоке 14 появление сигнала на треть5 ем входе вызывает исчезновение сигналов на выходе элементов НЕ 61, И 58, на первом выходе блока и на входе Р привода 6, в результате чего резервуар 131 останавливается в верхнем крайнем положении и готов
0 для опускания в краску (лак) перфорированной корзины 129 с порцией загруженных в нее изделий 127.
В блоке 15 сигнал четвертого входа поступает на один из входов элемента И 67.
5 Наличие одновременно трех сигналов на элементе И 67 вызывает появление сигнала на его выходе, который поступает на запретный вход элемента ЗАПРЕТ 87, на первый выход блока и на вход Н привода 7, в резуль0 тате чего вертикальная колонна 133 совместно с загруженной перфорированной корзиной 129 начинает перемещаться вниз относительно направляющей 134 и освобождает датчик 23, после чего исчезают сиг5 налы на его выходе, четвертом входе блока 16, шестом входе блока 15, втором входе блока 13, выходах элементов И 50 и 52, ИЛИ 53, на выходе элемента 55 временной задержки, втором выходе блока 13, втором входе
0 блока 14 и на третьем входе блока 15.
Функциональная логическая схема блока 15 возвращается в исходное состояние. При прибытии вертикальной колонны 133 в крайнее нижнее положение происходит ее
5 взаимодействие с датчиком 22, при этом перфорированная корзина 129 с порцией загруженных изделий 127 погружается в резервуар 131 и окунается в краску (лак). Воздействие на датчик 22 вызывает появление
0 сигнала на его выходе, который поступает на второй вход блока 15, на один из входов элемента И 66 и на вход элемента НЕ 80.
Наличие сигнала на входе элемента НЕ 80 вызывает исчезновение сигналов на его
5 выходе, выходе элемента И 67 и первом выходе блока, запретном входе элемента ЗАПРЕТ 87 и входе Н привода 7, в результате чего прекращается перемещение вертикальной колонны 133 и начинается покрытие изделий 127 краской (лаком).
Наличие одновремено двух сигналов на входах элемента И 66 вызывает появление сигнала на его выходе и входе элемента 74 временной задержки, который начинает отсчет паузы на окунание изделий 127 в краску (лак).
После истечения необходимой паузы на выходе элемента 74 временной задержки появляется сигнал, который через элемент ИЛИ 91 поступает на один из входов элемента И 68, а также поступает на седьмой выход блока 15, пятый вход блока 14 и на один из входов элемента И 59.
Наличие одновременно трех сигналов на входах элемента И 59 вызывает появление сигнала на его выходе, который поступает на второй выход блока 14, запретный вход элемента ЗАПРЕТ 63 и вход И привода 6, в результате чего вертикальная колонна 130 совместно с резервуаром 131 начинает перемещаться вниз и освобождает датчик 20, после чего исчезает сигнал на его выходе, третьем входе блока 14, четвертом входе блока 15, на входе элемента НЕ 61 и на одном из входов элемента И 67.
При прибытии вертикальной колонны 130 и резервуара 131 в исходное нижнее положение происходит воздействие на датчик 21 и прекращение окунания изделий 127 в краску (лак).
Воздействие на датчик 21 вызывает появление сигнала на его выходе, который поступает на четвертый вход блока 14 и вход элемента НЕ 62, а также на пятый вход блока 15 и на один из входов элемента И 68.
Наличие сигнала на входе элемента НЕ 62 вызывает исчезновение сигнала на его выходе, выходе элемента И 59, втором выходе блока 14, на запретном входе элемента ЗАПРЕТ 63 и на входе И привода 6, в результате чего прекращается перемещение колонны 130.
Наличие одновременно четырех сигналов на входах элемента И 68 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 91 и запоминается, а также поступает на запретный вход элемента ЗАПРЕТ 86, на один из входов элемента И 69 и на входы элементов 75-79 временных задержек.
Наличие сигнала на запретном входе элемента ЗАПРЕТ 86 вызывает исчезновение сигнала на его выходе, а также на выходах элементов И 65 и 66, ИЛИ 90. на выходе элемента 74 временной задержки, седьмом выходе блока 15 и пятом входе блока 14, после чего его функциональная логическая схема возвращается в исходное состояние.
Наличие одновременно двух сигналов на входах элемента И 69 вызывает появление сигнала на его выходе, который поступает на второй выход блока 15 и вход +4 привода 8, в результате чего перфорированная корзина 129 начинает вращаться по ча- совой стрелке в обойме 135, удаляя излишки краски (лака) с окрашенных изделий 127.
Одновременно начинается отсчет установленных на элементах 75-79 временных задержек значений времени соответственно ti, ta, t3, t4, ts с соблюдением закономерности t1 t2 t3 t4 t5.
При истечении выдержки времени ti, достаточной для образования паузы (A ti tt-o) на вращение корзины по часовой
стрелке., на выходе элемента 75 временной задержки появляется сигнал, который поступает на вход элемента НЕ 81 и на один из входов элемента И 70.
Наличие сигнала на входе элемента НЕ
81 вызывает исчезновение сигнала на его выходе, выходе элемента И 69, втором выходе блока 15 и на входе + 4 привода 8, в результате чего перфорированная корзина 129 начинает по инерции плавно останавливаться.
После истечения выдержки времени t2, достаточной для образования паузы (Д t2 t 2-ti) на инерционый выбег и плавный останов корзины 129, на выходе элемента 76
временной задержки появляется сигнал, который поступает на один из входов элемента И 70.
Наличие одновременно трех сигналов на входах элемента И 70 вызывает появление сигнала на его выходе, пятом выходе блока 15 и входе -4 привода 8, в результате чего перфорированная корзина 129 начинает вращаться в обратную сторону против часовой стрелки, встряхивая и перемешивая окрашенные изделия 127.
После истечения выдержки времени т,з, достаточной для образования паузы (Л ta t3-t2)Ha вращение корзины против часовой стрелки и окончательного удаления излишков краски на окрашенных изделиях 127, на выходе элемента 77 временной задержки появляется сигнал, который поступает на вход элемента НЕ 82 и через разрешающий вход элемента ЗАПРЕТ 87 на один из входов
элемента И 71.
Наличие сигнала на входе элемента НЕ 82 вызывает исчезновение сигнала на его выходе, пятом выходе блока 15 и входе -4 привода 8, в результате чего перфорированная корзина 129 начинает по инерции плавно останавливаться.
После истечения выдержки времени ц, достаточной для образования паузы (Дтл - t4-t3) на инерционый выбег против часовой
стрелки и плавный останов корзины 129, на выходе элемента 78 временной задержки появляется сигнал, который поступает на один из входов элемента И 71.
Наличие одновременно трех сигналов на входах элемента И 71 вызывает появление сигнала на его выходе, который поступает на шестой выход блока 15 и вход В привода 7, в результате чего вертикальная колонна 133 совместно с корзиной 129 и окрашенными изделиями 127 начинает перемещаться вверх и освобождает датчик 22, после чего исчезает сигнал на его выходе и втором входе блока 15.
Вертикальная колонна 133 при прибытии в верхнее положение вступает во взаимодействие с датчиком 23, после чего появляется сигнал на его выходе, втором входе блока 13, четвертом входе блока 16, шестом входе блока 15, входе элемента НЕ 83, разрешающем входе элемента ЗАПРЕТ 88 и на одном из входов элемента И 73.
Наличие сигнала на входе элемента НЕ 83 вызывает исчезновение сигнала на его выходе, выходе элемента И 71, шестом выходе блока 15 и на входе В привода 7, в результате чего прекращается подъем колонны 133 и корзины 129. Наличие сигнала на разрешающем входе элемента ЗАПРЕТ 88 вызывает появление сигнала на одном из входов элемента И 72.
После истечения выдержки времени ts, достаточной для образования паузы (Ats ts-t4) на подъем корзины 129 и небольшой высотой, на выходе элемента 79 временной задержки появляется сигнал, который через элемент ИЛИ 92 поступает на один из входов элемента 1/1 72.
Наличие одновременно трех сигналов на входах элемента И 72 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 92 и запоминается, а также поступает на запретный вход элемента ЗАПРЕТ 89. третий вход блока 15 и вход Л привода 9, в результате чего платформа 136, несущая на себе перфорированную корзину 129, начинает поворачиваться влево относительно вертикальной колонны 133 и освобождает датчик 25, после чего исчезает сигнал на его выходе, третьем входе блока 13, восьмом входе блока 15, выходе элементов И 68, ИЛИ 91 и на выходах элементов 75-79 временных задержек, которые возвращаются в исходное нулевое положение.
Несущая платформа 136 при прибытии в крайнее левое положение воздействует на датчик 24 и располагает корзину 129 с окрашенными изделиями 127 напротив приемного бункера 137 сушильной камеры 124 и
напротив механизма 138 раскрытия корзины.
Воздействие на датчик 24 вызывает появление сигнала на его выходе, который поступает на седьмой вход блока 15, третий вход блока 16, вход элемента Н Е 84, на один из входов элемента И 93 и на один из входов элемента И 94.
Наличие сигнала на входе элемента НЕ
0 84 вызывает исчезновение сигнала на его выходе, выходе элементов И 72, ИЛИ 92, на запретном входе элемента ЗАПРЕТ 89, третьем выходе блока 15 и входе Л привода 9, в результате чего прекращается переме5 щение несущей платформы 136.
Наличие одновременно четырех сигналов на входах элемента И 93 вызывает появление сигнала на его выходе, который поступает на запретный вход элемента ЗА0 ПРЕТ 103, первый выход блока 16 и вход О привода 10, в результате чего толкатель 139 механизма 138 разгрузки начинает перемещаться вниз и освобождает датчик 27, после чего исчезает сигнал на его выходе и на
5 пятых входах блоков 16 и 17,
Толкатель 139 при перемещении вниз воздействует на осевой стержень 140, с помощью которого открывает подпружиненное разъемное дно 141 в перфорированной
0 корзине129, после чего окрашенные изделия 127 через приемный бункер 137 высыпаются на незагруженную секцию верхнего конвейера 142.
После окончательного раскрытия корзи5 ны 129 толкатель 139 вступает во взаимодействие с датчиком 26, в результате чего на его выходе появляется сигнал, который поступает на второй вход блока 16, вход элемента НЕ 100 и через элемент ИЛИ 97 на
0 один из входов элемента И 94.
Наличие сигнала на входе элемента НЕ 100 вызывает исчезновение сигнала на его выходе, выходе элемента И 93, запретном входе элемента ЗАПРЕТ 103, первом выхо5 де блока 16 и входе О привода 10, после чего прекращается перемещение толкателя 139.
Наличие одновременно двух сигналов на входах элемента И 94 вызывает появле0 ние сигнала на его выходе, который поступает на второй вход элемента ИЛИ 97 и запоминается, а также поступает на вход элемента 99 временной задержки.
После истечения выдержки времени,
5 достаточной для завершения выгрузки окрашенных изделий 127 из корзины 129, на выходе элемента 99 временной задержки появляется сигнал, который поступает на один из входов элемента Л 95, третий выход блока 16. второй вход блока 17 и на один из
входов элемента И 104. Наличие одновременно четырех сигналов на входах элемента И 95 вызывает появление сигнала на его выходе, который поступает на запретный вход элемента ЗАПРЕТ 102, второй выход блока 16 и привода 10, в результате чего происходит подъем толкателя 139 и постепенное закрытие дна 141 корзины 129 под действием возвратной пружины (не показана). Наличие одновременно трех сигналов на входах элементов И 104 вызывает появление сигнала на его выходе, который поступает через элемент ИЛИ 111 на один из входов элемента И 105. Наличие одновременно двух сигналов на входах элемента И 105 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 111 и запоминается, а также поступает на вход элемента 115 временной задержки и через разрешающий вход элемента ЗАПРЕТ 119, элемент ИЛИ 113 на один из входов элемента И 109. Наличие одновременно двух сигналов на входах элемента И 109 вызывает появление сигнала на его выходе, который поступает на запретный вход элемента ЗАПРЕТ 122, на первый выход блока 17 и на вход привода 3, в результате чего верхний конвейер 142 начинает перемещать загруженные окрашенные изделия 127 в сушильную камеру 124 и освобождает шаговый датчик 29, после чего исчезает сигнал на его выходе, четвертом входе блока 17 и входе элемента НЕ 117. Отстуствие сигнала на входе элемента НЕ 117 вызывает появление сигнала на его выходе, который поступает на один из входов элемента И 107,
После истечения выдержки времени, достаточной для освобождения датчика 29, на выходе элемента 115 временной задержки появляется сигнал, который поступает на один из входов элемента И 107 и на запретный вход элемента ЗАПРЕТ 119. Наличие одновременно двух сигналов на входах элемента И 107 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 113 вместо исчезнувшего сигнала на его первый вход, не прерывая при этом перемещение верхнего конвейера 142, при движении которого подсушенные изделия 127 пересыпаются в начальную свободную ячейку нижнего конвейера 143, при этом они встряхиваются и перемешиваются, что способствует улучшению качества сушки.
Верхний конвейер 142, переместившись на шаг, повторно вступает во взаимодействие с датчиком 29. после чего появляется сигнал на его выходе, четвертом входе блока 17, входах элементов И 104 и
106 и на входе элемента НЕ 117 что вызывает исчезновение сигнала на его выходе, выходах элементов И 107 и 109, ИЛИ 113, на первом выходе блока 17 и на входе привода 3, в результате чего прекращается перемещение верхнего конвейера 142.
Наличие одновременно четырех сигналов на входе элемента И 106 вызывает появление сигнала на его выходе, который
поступает на второй вход элемента ИЛИ 112 и запоминается, а также поступает на вход элемента 116 временной задержки и через разрешающий вход элемента ЗАПРЕТ 120 и элемент ИЛИ 114 на один из входов элемента И 110. Наличие одновременно двух сигналов на входах элемента И 110 вызывает появление сигнала на его выходе, который поступает на запретный вход элемента ЗАПРЕТ 121, на второй выход блока 17 и на
вход привода 4, в результате чего начинает перемещаться нижний конвейер 143 и освобождает датчик 30, после чего исчезает сигнал на его выходе, на шестом входе блока 17, на входах элементов И 104, НЕ 118.
После истечения выдержки времени, достаточной для освобождения датчика 30, появляется сигнал на выходе элемента 116 временной задержки, который поступает на один из входов элемента И 108 и на запретный вход элемента ЗАПРЕТ 120. Наличие одновременно двух сигналов на входах элемента И 108 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 114 вместо исчезнувшего сигнала на его первом входе, не прекращая при этом перемещение нижнего конвейера 143, при движении которого окончательно высушенные изделия 127 высыпаются в накопительный контейнер 144.
Нижний конвейер 143, переместившись
на шаг, повторно вступает во взаимоейст- вие с датчиком 30, после чего на его выходе появляется сигнал, который поступает на шестой вход блока 17 и входы элементов И
104, НЕ 118.
Наличие сигнала на входе элемента НЕ 118 вызывает исчезновение сигнала на его выходе, выходах элементов И 108 и 110 и ИЛИ 114, на втором выходе блока 17 и входе
привода 4, в результате чего прекращается перемещение нижнего конвейера 143.
С целью экономии времени одновременное перемещением верхнего конвейера 142 также осуществляется закрытие корзины 129, после чего толкатель 139 вступает во взаимодействие с датчиком 27 и на его выходе появляется сигнал, который поступает на пятые входы блоков 16 и 17 и входы элементов НЕ 101. И 96 и ИЛИ 112.
Наличие сигнала на входе элемента НЕ 101 вызывает исчезновение сигнала на его выходе, выходе элемента И 95, запретном входе элемента ЗАПРЕТ 102, втором выходе блока 16 и входе 3 привода 10, в результате чего прекращается перемещение толкателя 139 и освобождение центрального стержня 140 подпружиненного разъемного дна 141 перфорированной корзины 129,
Наличие одновременно трех сигналов на входах элемента И 96 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 98 и запоминается, а также поступает на четвертый выход блока 16, девятый вход блока 15, пятый вход блока 13 и один из входов элемента И 73 и через элемент ИЛИ 53 на один из входов элемента И 50.
Наличие одновременно четырех сигналов на входах элемента И 73 вызывает появление сигнала на его выходе, запретном входе элемента ЗАПРЕТ 88, четвертом выходе блока 15, входе П привода 9, в результате чего несущая платформа 136 совместно с разгруженной корзиной 129, вращаясь вокруг колонны 133, начинает перемещаться вправо и освобождает датчик 24, после чего исчезает сигнал на его выходе, седьмом входе блока 15, третьем входе блока 16 и входах элементов И 93 и 94 и НЕ 84.
Несущая платформа 136 при прибытии в крайнее правое положение вступает во взаимодействие с датчиком 25, а порожняя перфорированная корзина 129 располагается под загрузочным механизмом 126. При воздействии на датчик 25 на его выходе появляется сигнал, который поступает на восьмой вход блока 15, третий вход блока 13 и входы элементов И 50 и 68, НЕ 85.
Наличие сигнала на входе элемента НЕ 85 вызывает исчезновение сигнала на его выходе, выходе элемента И 73, запретном входе элемента ЗАПРЕТ 88, четвертом выходе блока 15 и входе П привода 9, в результате чего несущая платформа 136 останавливается, а корзина 129 подготовлена к приему новой порции изделий 127.
Наличие одновременно четырех сигналов на входах элемента И 50 вызывает появление сигнала на его выходе, который поступает на один из входов элемента ИЛИ 50 и запоминается, а также поступает на вход элемента 55 временной задержки и через разрешающий вход элемента ЗАПРЕТ 56 и элемент ИЛИ 54 на вход привода 5, в результате чего начинает перемещаться механизм 126 загрузки и освобождается датчик 28, после чего исчезает сигнал на его выходе, шестом входе блока 16, третьем входе блока 17, выходах элементов И 96.105
и 106, элементов ИЛИ 98, 111 и 112, элементов 115 и 116 временных задержек, четвертом выходе блока 16, девятом входе блока 15 и пятом входе блока 13, на одном из
входов элемента ИЛИ 53 и одном из входов элемента И 73.
Функциональные логические схемы блоков 15-17 возвращаются в исходное состояние, а дальше циклы автоматически по0 вторяются аналогично описанному: загрузка корзины изделиями, подъем резервуара, опускание корзины и окунание изделий в краску, опускание резервуара, удаление излишков краски с изделий, подъ5 ем корзины с окрашенными изделиями, перемещение корзины с окрашенными изделиями к сушильной камере, открытие корзины и выгрузка окрашенных изделий на верхний конвейер сушильной камеры, пере0 мещение верхнего конвейера на шаг и закрытие корзины; перемещение нижнего конвейера на шаг, выгрузка высушенных изделий в накопительный контейнер и возврат порожней корзины в зону загрузки и т.д.
5
Формула изобретения Устройство управления технологическим оборудованием линии для окрашивания мелких изделий насыпью, содержащее
0 блок управления нагревом сушильной камеры, блок управления подъемом резервуара окрасочной камеры, блок управления перемещением корзины, блок управления разгрузкой корзины, блок управления
5 перемещением конвейеров сушильной камеры, причем первый выход блока управления нагревом сушильной камеры соединен с управляющим входом привода рециркуляционного вентилятора, а второй выход - с
0 входом нагревательного устройства, выход блока управления загрузкой корзины соединен с входом привода механизма загрузки корзины, первый и второй выходы блока управления подъемом резервуара соединены
5 с первым и вторым входами привода механизма подъема резервуара, первый и второй выходы блока управления разгрузки корзины соединены с первым и вторым входами привода механизма раскрытия корзи0 ны, выход блока управления перемещением конвейеров соединен с входом привода двухъярусных конвейеров сушильной камеры, первый и второй выходы блока управления перемещением корзины соединены
5 соответственно с входами привода механизма вертикального перемещения, третий и четвертый выходы - соответственно с входами привода механизма вращения, пятый и шестой выходы соответственно с входами привода механизма горизонтального перемещения, а выходы всех блоков управления соединены с выходами элементов индивидуального управления приводами соответствующих исполнительных механизмов, о т личающееся тем, что, с целью повышения производительности и улучшения качества покрытия изделий, устройство управления дополнительно снабжено блоком включения автоматического режима работы технологического оборудования, предпусковым и пусковым элементами, датчиками регистрации вытяжки в сушильной и окрасочной камерах, сигнализатором готовности сушильной камеры и сигнализатором автоматического режима работы, первым и вторым датчиками положений резервуара, первым-пятым датчиками положений корзины, датчиком перемещения механизма загрузки корзины первым и вторым датчиками перемещения верхнего и нижнего конвейеров сушильной камеры и элементом общего останова, при этом выходы предпускового элемента, датчиков регистрации вытяжки и элемента общего останова соединены соответственно с первым-четвертым входами блока управления нагревом, выход пускового элемента - с вторым входом блока включения автоматического режима работы и четвертым входом блока управления загрузкой корзины, выход датчика шагового перемещения механизма загрузки - с шестыми входами блоков управления загрузкой и разгрузкой корзины и третьим входом блока управления конвейерами, выход второго датчика положения резервуара - с третьим входом блока управления подъемом резервуара и четвертым входом блока управления перемещением корзины, выход третьего датчика положения резервуара - с четвертым входом блока управления подъемом резервуара и пятым входом блока управления перемещением корзины, выход второго датчика положения корзины - с вторым входом блока управления перемещением корзины, выход первого датчика положения корзины - с шестым входом блока управления перемещением корзины, четвертым входом блока управления разгрузкой корзины и вторым входом блока управления загрузкой корзины, выход четвертого датчика положения корзины - с
седьмым входом блока управления перемещением корзины и третьим входом блока управления разгрузкой корзины, выход третьего датчика положения корзины - с восьмым входом блока управления перемещением корзины и третьим входом блока управления загрузкой корзины, выход пятого датчика положения корзины - с вторым входом блока управления разгрузкой корзины, выход четвертого датчика положения
корзины - с пятыми входами блока управления разгрузкой корзины и блока управления конвейерами, выходы датчиков шагового перемещения верхнего и нижнего конвейеров - соответственно с четвертым и шестым
входами блока управления их перемещением, в блоке управления нагревом третий дополнительный выход соединен с выходом сигнализатора готовности сушильной камеры и первым входом блока включения автоматического режима работы, выход которого соединен с входом соответствующего сигнализатора и с первыми входами блоков управления подъемом резервуара, перемещения конвейеров, загрузкой, разгрузкой и перемещением корзины, в блоке управления загрузкой корзины второй выход соединен с вторым входом блока управления подъемом резервуара и третьим входом блока управления перемещением
корзины, дополнительный седьмой вход которого соединен с пятым входом блока управления подъемом резервуара, в блоке управления разгрузкой третий выход соединен с вторым входом блока управления перемещением конвейеров, а четвертый выход - с пятым входом блока управления загрузкой корзины и девятым входом блока управления перемещенеием корзины, а в блоке управления конвейерами первый выход соединен с входом привода верхнего конвейера, а второй выход - с входом привода второго конвейера.
52
«
Я
гг
и
02
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежной сушки мелких изделий | 1986 |
|
SU1548626A1 |
| Устройство для адресования подвижного объекта | 1988 |
|
SU1558821A1 |
| Устройство для изготовления ремней | 1987 |
|
SU1431999A1 |
| Установка для жидкостной обработки изделий | 1985 |
|
SU1320266A1 |
| Устройство для загибки и склеивания длинномерных изделий | 1986 |
|
SU1340730A1 |
| Устройство для управления перегрузочной тележкой распределительного конвейера | 1985 |
|
SU1265123A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Транспортная система линии для изготовления изделий из бетонной смеси | 1989 |
|
SU1747276A1 |
| Устройство для вставки крышки в ботан чемодана | 1988 |
|
SU1562314A1 |
| Натяжное устройство для ленточного конвейера | 1982 |
|
SU1063732A1 |
Изобретение относится к технологическому оборудованию для окрашивания мелких изделий насыпью. Цель изобретения - повышение производительности и улучшение качества покрытия изделий. Устройство управления технологическим оборудованием линии для окрашивания мелких изделий насыпью дополнительно снабжено блоком включения автоматического режима работы технологического оборудования, предпусковым и пусковым элементами, датчиками регистрации вытяжки в сушильной и окрасочной камерах, сигнализатором готовности сушильной камеры и сигнализатором автоматического режима работы, датчиками Рабочего и Исходного положений резервуара, датчиками Верхнего, Нижнего, Правого, Левого, Закрытого и Открытого положений корзины, датчиком шагового перемещения механизма загрузки корзины, датчиками шагового перемещения верхнего и нижнего конвейеров сушильной камеры и элементом общего останова, причем функциональные логические схемы вновь введенных блоков и их взаимосвязь с имеющимися блоками управления и датчиками выполнены с возможностью обеспечения полной автоматизации приводов исполнительных механизмов по заданной программе в соответствии с необходимой последовательностью выполнения технологических операций с учетом минимальных потерь времени и точного соблюдения операционного и межоперационного регламента, что гарантирует высокую производительность и хорошее качество покрытия изделия. 9 ил.
®
se
и
ZЈ -jiff
-czzm
UbW9t
Фиг. г 12
Фиг.3
фиг.Ь
Фиг. 5
Фие.6 16
Фиг.7
о
tftoetf
| Линия для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU957988A1 |
