20
а поворотном столе 10 установлен ротор 11 с четырьмя корпусами I2 для установки базовой детали 13.
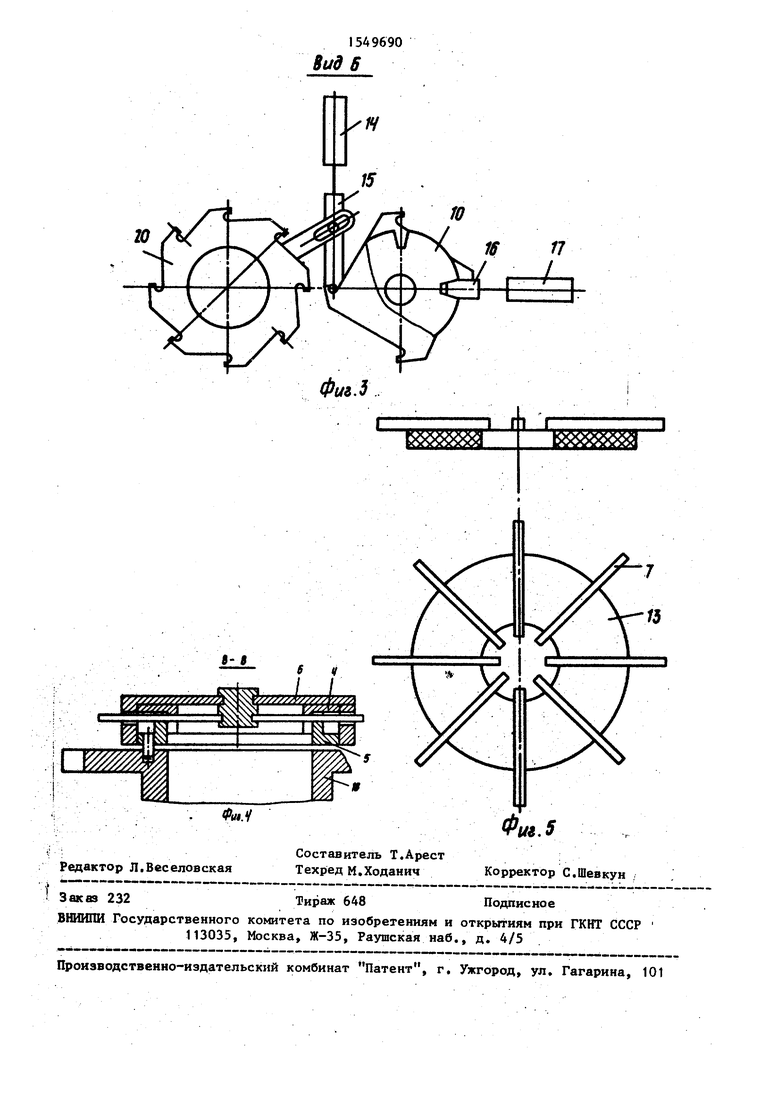
Поворот стола 10 производят пневмо- цилиндром 14 через собачку 15 и фиксатор 16 от пневмоцилиндра 17. Соосно одающему деталь 13 устройству 18, олучающему движение от пневмоцилинра 19, расположен распределительный jg копир 20. Шибер 21 загрузочного устройства базовой детали 13 получает вижение от пневмоцилиндра 22, а механизм съема готового узла - от пневоцилиндра 23.15
Станок работает следующим образом.
Базовую деталь 13 из загрузочного устройства шибер 21 пневмоцилиндром 22 подает в корпус 12 ротора 11, который закреплен на поворотном столе 10.
Собачка 15 от пневмоцилиндра 14 поворачивает стол 10, на котором закреплен ротор 11, на 90 и фиксирует стол 10 в таком положении фиксатором 16 при помощи пневмоцилиндра 17. Базовая деталь 13, закрепленная в корпусе 12, попадает под дозатор 8 паяльной пасты, который наносит на нее восемь точек пастообразного припоя. JQ При следующем повороте стола базовая деталь 13 попадает под позицию припайки, толкателей 7. После фиксации сто- . ла 10 подающее устроиство 18-вынимает базовую деталь 13 из корпуса 12 и по- ,- дает ее в зону пайки - под механизм ориентации, где к этому времени установлены поданные из кассет 2 все .. восемь ленточных толкателей 7. При этом, все толкатели 7 вдавливаются в капли V40 нанесенного ранее на деталь 13 пастообразного припоя. Сразу после этого происходит нагрев и припайка всех восьми толкателей 7 к детали 13 элементом 9 нагрева.
Боковые поверхности пазов стаканов 4 и 5 режущими кромками после припайки осуществляют отрезку толкателей 7 От общей ленты. Распределительный копир 20 приводит в действие ста25
45
.
кан. 5 и восемь механизмов 3 подачи пенты через пальцы, установленные на этих механизмах.
После отрезки толкателей 7 собран- -ный статор - детали 13 - возвращается подающим устройством 18 в корпус ротора 12, откуда при дальнейшем повороте ротора попадает в зону выгрузки и удаляется механизмом . съема.
На станке ведется одновременная припайка восьми толкателей к пьезо- кристаллу, что- повышает качество пье- зодвигателя, так как пьезокристалл нагревается только один раз равномерно по всей поверхности. Применение изобретения позволяет повысить производительность труда в 4 раза, так загрузка базовой детали , нанесение пастообразного припоя, припайку ленточных толкателей, отрезка их и съем готового изделия производится на разных позициях одновременно.
Формула изобретения
. - 0
Станок для пайки, содержащий основание, поворотный стол для закрепления деталей, распределительный копир, взаимодействующие с копиром механизма ориентации деталей в требуемое для обработки положение, устройство для no,t дачи заготовок с кассетой и механизм обрезания заготовок после обработки, отличающийся тем, что, с целью повышения производительности процесса и качества деталей при изготовлении статора пьезодвигателя за счет одновременной припайки нескольких деталей и их одновременной последующей обрезки, устройство для подачи заготовок выполнено в виде нескольких механизмов с кассетами, размещен- ных по периферии реновация, механизм ориентации деталей выполнен в виде двух соосных стаканов и крышки с ра- диально расположенными в них пазами, а механизм обрезания заготовок образован режущими кромками указанных пазов стаканов.
5
в
I
Я
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| Полуавтоматический станок для пайки криволинейных поверхностей | 1976 |
|
SU592535A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| Автомат для изготовления проволочных выводов и припайки их к таблеткам стеклоэмалевых конденсаторов | 1961 |
|
SU140913A1 |
| Устройство для сборки плоских керамических конденсаторов с выводами | 1982 |
|
SU1045292A1 |
| Линия для пайки | 1986 |
|
SU1360928A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |

Изобретение относится к пайке, в частности к автоматам и станкам для пайки. Цель изобретения - повышение производительности процесса и качества изделия при изготовлении статора пьезодвигателя за счет одновременной припайки нескольких деталей и их одновременной последующей обрезки. Деталь 13 устанавливают в корпус 12 ротора 11, размещенного на столе 10. Поворачивают ротор 11 на 90° и подают пастообразный припой на деталь 13 из дозатора 8. Поворачивают ротор 11 на 90° и размещают деталь под основанием 1. Одновременно механизмы 3 подают из кассет 2 ленты толкателей в механизм ориентации, размещенный в центре основания 1 над деталью 13. Деталь 13 подается в механизм ориентации, и толкатели касаются поверхности детали в местах нанесения припоя. Производятся нагрев мест пайки, отвод нагревателя, обрезка толкателей от лент двумя соосными полыми стаканами с режущими кромками. Эти операции в описанной последовательности регулируются посредством распределительного копира, связанного с механизмами станка. Одновременная припайка и обрезка толкателей и детали пьезодвигателя повышают качество изделия и производительность процесса. 5 ил.
А- А
19
Фиг. I
Фиг.З
Л. У
Редактор Л.Веселоеекая
Составитель Т.Арест Техред М.Ходанич
П
.SSSSSSSi
X-II-C
Фи.5
Корректор С.Шевкун
| Авторское свидетельство СССР , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат для установки деталей типа штифтов в отверстия корпуса деталей | 1980 |
|
SU893432A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
