Изобретение относится к сварке и может быть использовано при автоматическом регулировании процесса высокочастотной сварки прямошовных труб
Целью изобретения является повышение точности и надежности регулирования процесса высокочастотной сварки труб.
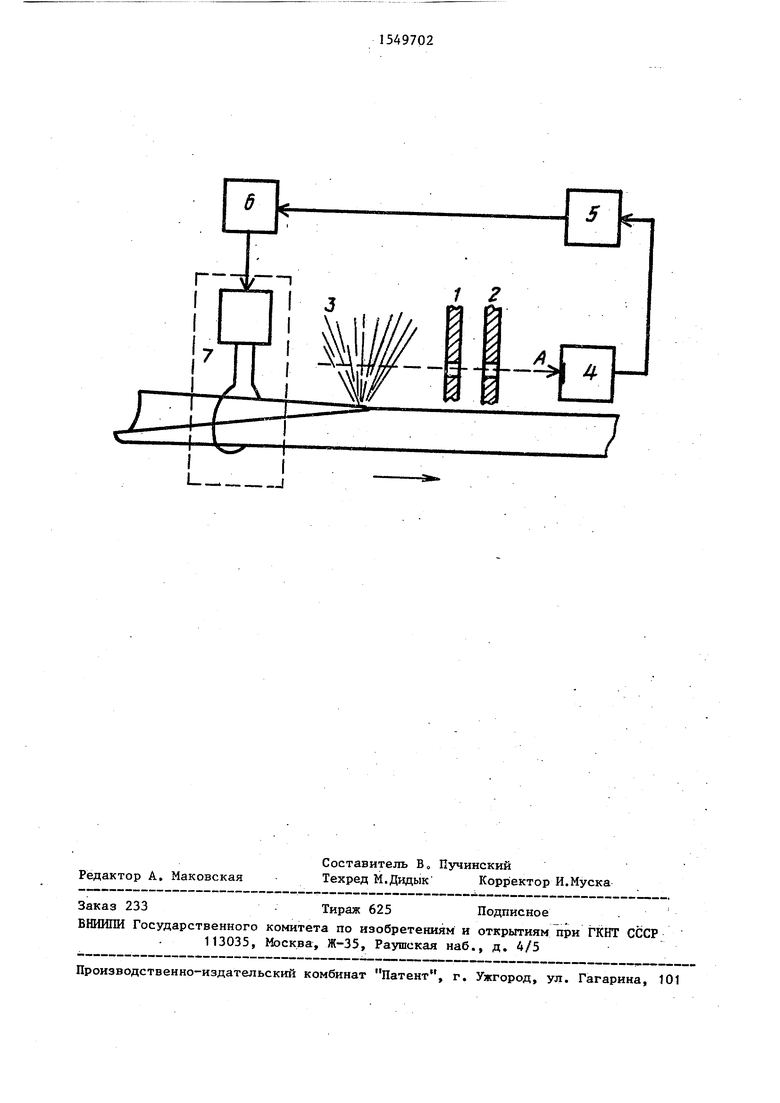
На чертеже представлена принципиальная схема устройства для осуществления способа автоматического регулирования процесса высокочастотной сварки труб.
Устройство содержит щелевые диафрагмы 1 и 2, расположенные между факелом 3 искр и фотодатчиком 4. Диафрагмы сфокусированы . в плоскости А визирования фотодатчика, проходящей через поперечное сечение факела искр, причем выход фотодатчика подключен к входу системы 5 преобразования сигнала, управляющего мощностью источника 6 питания нагревательного устройства 7.
Способ осуществляется следующим образом.
-Ч
О
ю
Воздействуют на мощность источника питания нагревательного устройства в зависимости от параметра, характеризующего температуру нагрева кромок. В качестве параметра, харак- теризующего температуру нагрева кромок, принимают количество искр, вылетающих из очага сварки, приче.м визирование осуществляют в плоскости поперечного -сечения факела искр на расстоянии 0,2-0,9 высоты факела от очага сварки (расстояние,0,2-0,9 высоты факела искр от очага сварки определено экспериментально). При расстоянии менее 0,2 высоты факела искр от очага сварки фотодатчик воспринимает сплошное свечение и не может вьщелить отдельных световых импульсов, а следовательно, отсутствует регулирующий сигнал. При расстоянии б.олее 0,9 высоты факела искр от очага сварки исключается возможность фиксирования свечения полного количества искр.
В качестве параметра, характеризующего температуру нагрева кромок путем визирования фотодатчика, принимали количество искр, вылетающих из очага сварки, при этом визирование осуществляли в плоскости поперечного сечения факела искр на расстоянии 0,1; 0,2; 0,6; 0,9 и 1,0 высоты факела от очага.сварки.
В том случае, когда визирование осуществляли на расстоянии 0,2; 0,6 и 0,9 высоты факела от очага сварки, наблюдалось стабильное -регулирование процесса сварки (без колебаний температуры нагрева кромок), при этом
исключалось прямое попадание искр на защитные стекла визируемого фотодатчика и обеспечивалось исключение температурного воздействия на фотодатчик .
При осуществлении визирования на расстоянии 0,1 и 1,0 высоты факела от очага сварки наблюдалось сплош- ное свечение или исключалась возможность фиксации свечения полного количества искр.
По сравнению с базовым объектом- прототипом использование предложенного способа обеспечивает точность и надежность автоматического регулирования процесса высокочастотной сварки труб за счет визирования ярких световых импульсов.
Формула изобретения
Способ автоматического регулирова- ния процесса высокочастотной сварки труб, заключающийся в том, что изменяют мощность источника питания нагревательного устройства в зависимое™ ти от параметра, характеризующего температуру нагрева кромок, отличающийся тем, что, с целью повышения точности и надежности регулирования, в качестве параметра, характеризующего температуру нагрева кромок, принимают количество искр, вылетающих из очага сварки, при этом визирование фотодатчиком осуществляют в плоскости поперечного сечения факела искр на расстоянии 0,2-0,9
высоты факела от очага сварки. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1562087A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU572349A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Способ регулировки теплового режима высокочастотной сварки прямошовных труб | 1979 |
|
SU863249A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657938A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1979 |
|
SU772767A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU925585A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU610637A1 |
Изобретение относится к сварке и может быть использовано при автоматическом регулировании процесса высокочастотной сварки прямошовных труб. Цель изобретения - повышение точности и надежности регулирования процесса высокочастотной сварки труб. Воздействуют на мощность источника питания нагревательного устройства в зависимости от параметра, характеризующего температуру нагрева кромок, путем визирования фотодатчика. В качестве параметра, характеризующего температуру нагрева кромок, принимают количество искр, вылетающих из очага сварки. Визирование осуществляют в плоскости поперечного сечения факела искр на расстоянии 0,2-0,9 высоты факела от очага сварки. Использование параметра, характеризующего температуру нагрева кромок по количеству вылетающих искр из очага сварки и визирование фотодатчика в плоскости поперечного сечения факела искр на расстоянии 0,2-0,9 высоты факела от очага сварки, позволяет формировать управляющий сигнал путем воздействия на фотодатчик световых импульсов. Это снижает погрешность работы фотодатчика, а следовательно, обеспечивает повышение точности и надежности автоматического регулирования процесса высокочастотной сварки труб. 1 ил.
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматического регулирова-Ния пРОцЕССА ВыСОКОчАСТОТНОй CBAP-Ки и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU812472A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
