1
Изобретение относится к сварке и может быть использовано при высокочастотной сварке профилей, труб и металлических кабельных оболочек. .
Известны способы авто.матического регулирования процесса высокочастотной сварки металлических труб и кабельных оболочек, основанные на использовании широкого снектра интегрального излучения из очага сварки в качестве управляющего сигнала для изменения мощности источника питания (1.
Однако эти способы не нашли широкого применения из-за наличия высокого уровня помех в принимаемом сигнале.
Известен способ автоматического регулирования процесса высокочаетотной свар ки, при котором воздействуют на мощность источника питания нагревательного устрой ства в зависимости от гнтегрального потока излучения из нагретой зоны, фиксируемого. фотодатчиком, при этом ограничивадзт принимаемый сигнал определенным участком спектра Р.
В известном способе с целью повышения чувствительности к возмущениям из очага нагрева воспринимаемое. излучение огоаничнва ется по спектру со стороны длинноволнового участка.
Однако этот способ имеет низкую помехоустойчивость при наличии интенсивных помех в коротковолновом участке спектра (искры, дуга при пробоях в промежутке вблизи точки схождения кромок и т. п.).
Для регулирования, например, процесса высокочастотной-сварки труб и кабельных оболочек из алюм-нния и его сплавов этот способ не может -быть применен, так как при сварке алюминиевых труб и кабельных оболочек происходит интенсивное горение окислов,и соответствующее этому процессу коротковолновое излучение не несет информацию о температуре свариваемых кромок.
5
Из проведенного анализа процесса выcoкoчacтofнoй сварки известно, что информацию о температуре несет инфракрасное излучение при условии подавления коротковолновой составляющей в спектре интегрального потока излучения; Это повышает пo ;exoзaщищeннocть системы регулирования, однако понижается чувствительчость способа к изменению температуры, так как падает отношение приращения интенсивности инфракрасного излучения из зоны сварки к приращению темнературы.
Целью способа автоматического регулирования является повышение качества сварного соединения за счет повышения помехозащищенности системы регулирования от случайных возмущений и увеличение чувствительности к изменениям температуры в зоне нагрева.
Это достигается тем, что принимаемый сигнал ограничивают инфракрасным участком спектра, а зону визирования фотодатчика - прямоугольной площадкой, ширину которой выбирают в соответствии с шириной зоны, с которой излучается80- 90% энергии инфракрасного излучения, а длину ограничивают диапазоном колебаний положения точки схождения свариваемых кромок.
Изменение температуры в зоне визирования приводит к изменепню не только интенсивности инфракрасного излучения, но н к перемещению точки схождении кромок. Следовательно, изменяется площадь разогретой зоны, с которой воспринимается излучение, что сказывается на изменении величины управляющего сигнала. Таким образом, увеличивается чувствительность способа к отклонению температуры в зоне визирования.
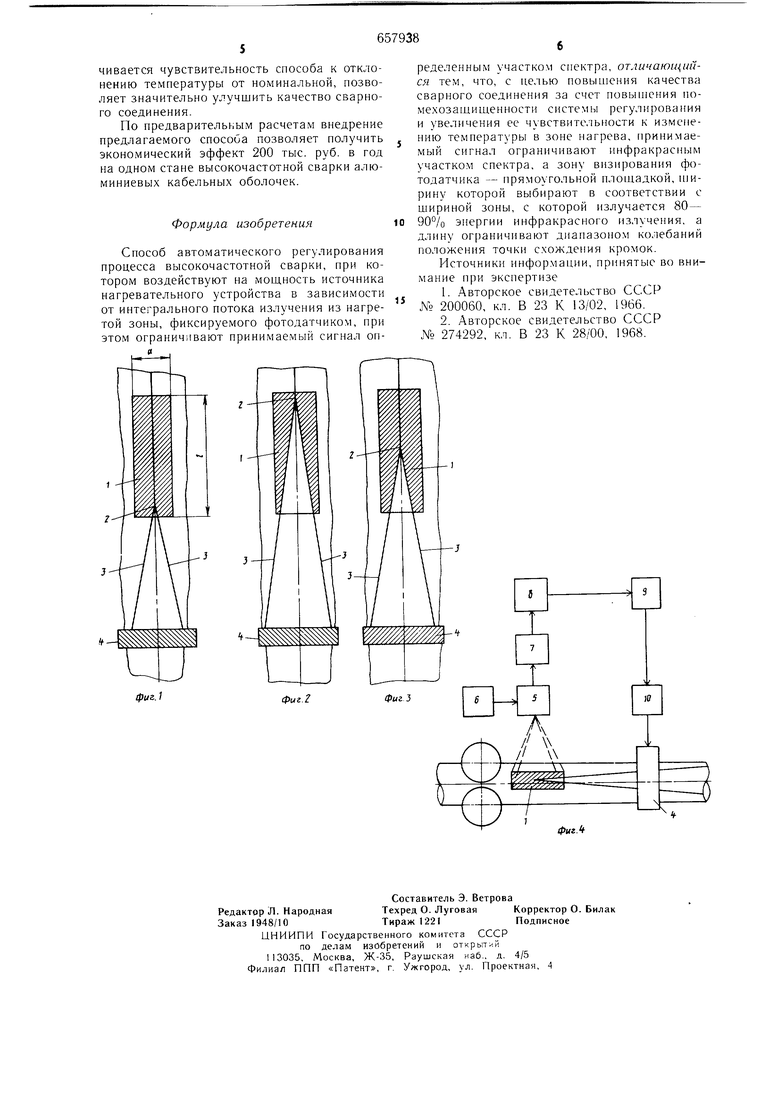
На фиг. 1показана прямоугольная
площадка визирования при минимальном удалении точки схождения кромок от индуктора; на фиг. 2 - то же, при максимальном удалении точки схождения от индуктора; на фиг. 3 - то же, при средне.м положении точки схождения; на фиг. 4 -структурная схе.ма систе.мы авто.матического регулирования процесса высокочастотной сварки труб и кабельных оболочек, где 1 - прямоугольная площадка визирования, 2 - точка схождения кромок, 3 - - кромки, 4 -индуктор.
Если точка схождения кромок 2 будет находиться на минимальном удалении от индуктора 4 (см. фиг. 1) в результате увеличения температуры выше номинальной, то чувствительность способа к этому из.менению возрастает вследств11е, во-первых, роста интенсивности излучения с ростом температуры, во-вторых, увеличения площади, с которой воспринимается излучение.
Данное положение подтверждается фиг. 2, иллюстрирующей максимальное удаление точки схождения от индуктора 4 в результате понижения температуры ниже номинальной. В этом случае уменьшается интенсивность излучения и площадь, с которой воспринимается излучение.
На фиг. 3 показан случай, отпосяпшйся к номинальной температуре, которой соответствует оптимальный режи.м сварки, когда точка схождения кромок 2 находится в среднем положении.
Регулирование процесса высокочастотной сварки производится с помощью системы автоматического регулирования (с.м. фиг. 4), содержащей фотодатчик 5 с задатчиком б эталонной величины температуры, преобразовательный блок 7 для обработки сигнала, схему управления 8 с высоковольтным выпрямителем 9 и ламповый генератор 10, регулирующий высокочастотпое напряжение на индукторе 4.
Работа системы автоматического регулирования производится следующим образом .
Сигнал интегрального потока излучения подается в фотодатчик 5, снабженный диафрагмой, установленной перед фотоприемником фотодатчика и ограничивающей зону визирования площадкой 1 и светофильтром, подавляющим излучение из коротковолновой части спектра.
Ширина OL площадки 1 соответствует ширине, с которой излучается не более 80-
0 90% энергии инфракрасного излучения, а ее длина 8 ограничена диапазоно.м колебаний по;1ожения точки 2 схождения свариваемых кромок.
Сигнал интегрального потока инфракрасного излучения из зоны визирования 1 сравнивается в фотодатчике 5 с эталонной величиной задатчика температуры 6. Сигнал рассогласования фотодатчика, преобразоваппый до стандартного значения в блоке 7,
0 подается на схему управлепия 8 высоковольтного выпрямителя 9, который через анодные цепи ;1амповс)го генератора 10 регулирует подводи.мую к индуктору 4 .мощность.
При отклонении температуры в зоне визирования I от эталонного значения изменяется положение точки схожде1шя кромок
2 и иптенснвпость излучения, что приводит к образованию сигнала рассогласования, который из.мепяет мощность источника питания индуктора 4, следовательно, и те.мпературу в зоне визирования до эталонного знац чепия, чтобы сигнал рассогласования на выходе фотодатчика 5 стре.мился к нулю. При этом точка схожде1П1я кромок возвращается в среднее положение, соответствующее оптимальному режиму сварки, что приводит к восстановлению площади разогретой зоны,
которая необходима для получения качестверпюго сварного соединения.
Предлагаемый способ автоматического регулирования может быть использован при локальном нагреве, например при сварке
0 РУ кабельных оболочек из алюминия и его сплавов.
Использование предлагаемого способа автоматического регулирования обеспечивает увеличение по.мехозащищенности системы регулирования от случайных воз5 муп1ений в зоне сварки, это значительно повьпиает надежность работы системы в целом.
Возможность повышения стабилизации
температуры в зоне сварки, так как увели
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU721282A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU572349A1 |
| Способ регулировки теплового режима высокочастотной сварки прямошовных труб | 1979 |
|
SU863249A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU925585A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
