Изобретение относится к промышленности строительных материалов и может быть применено при производстве изделий из ячеистого бетона, например, силикальцита.
Цель изобретения - снижение металлоемкости и улучшение условий труда. На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг. - разрез В-В на фиг.2; на фиг.5 разрез Г-Г на фиг. 1.
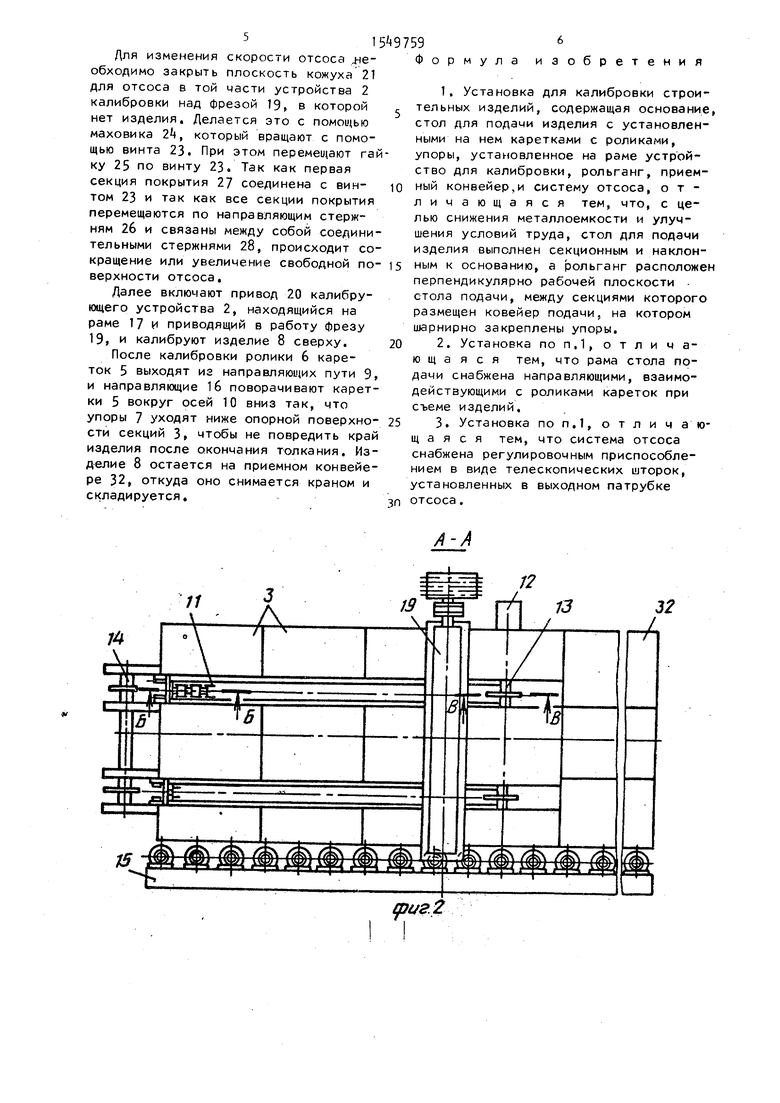
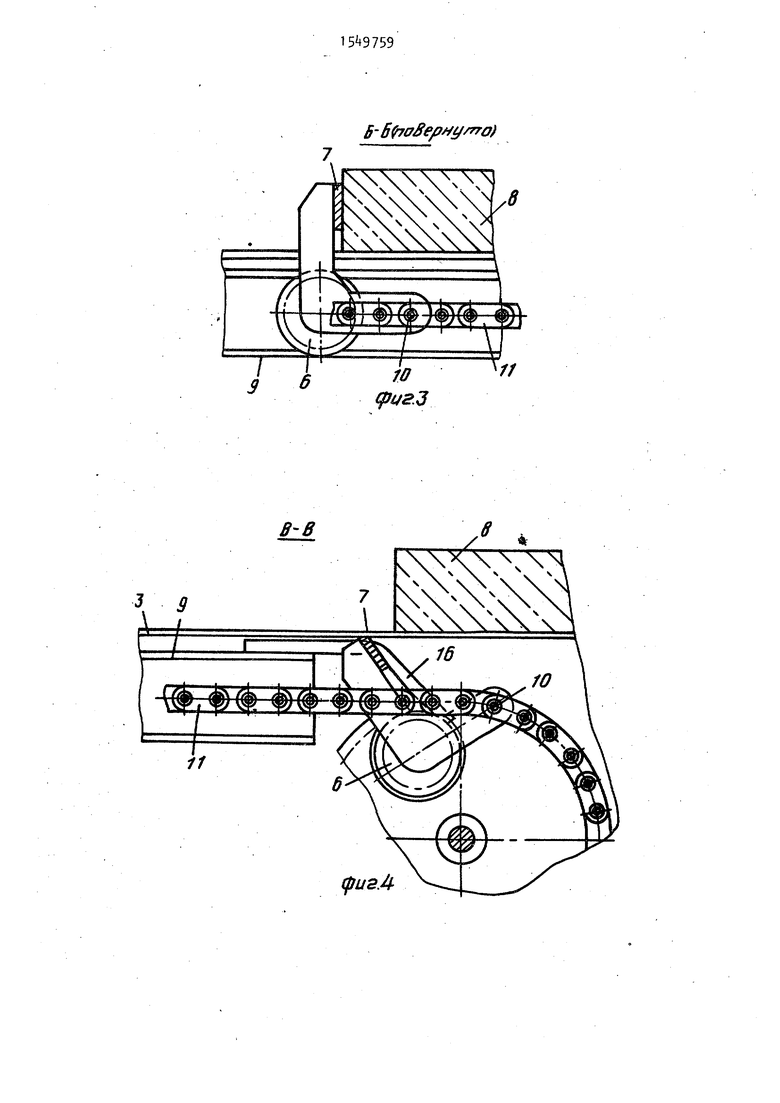
Установка состоит из стола подачи 1 и устройства 2 калибровки, выполненного наклонным. Стол подачи выполнен в виде секций 3, образующих базовую поверхность для калибровки и смонтированных на стационарной раме А, и кареток 5 с установленными на них роликами 6 и упорами 7. В ходе толкания изделия 8 ролики 6 кареток 5 размещены в направляющих пути 9 рамы стола 1 подачи. Каретки 5 соединены через оси 10 шарнирно с цепью 11 толкателя. Толкатель приводится в действие приводом 12. Через приводной вал 13 приводятся в действие цепи 11 с каретками 5 и приводимый вал 1. Привод 12, приводной вал 13 и приводимый вал 1 толкателя прикреплены к стационарной раме , а цепи 11 размещены между секциями 3 стола 1 подачи. Транспортирующий рольганг 15 установлен как бесприводной опорный элемент перпендикулярно столу подачи под нижним краем калибруемого изделия 8. .Рама 4 стола подачи снабжена направляющими 16, взаимодействующими с роликами 6 кареток 5.
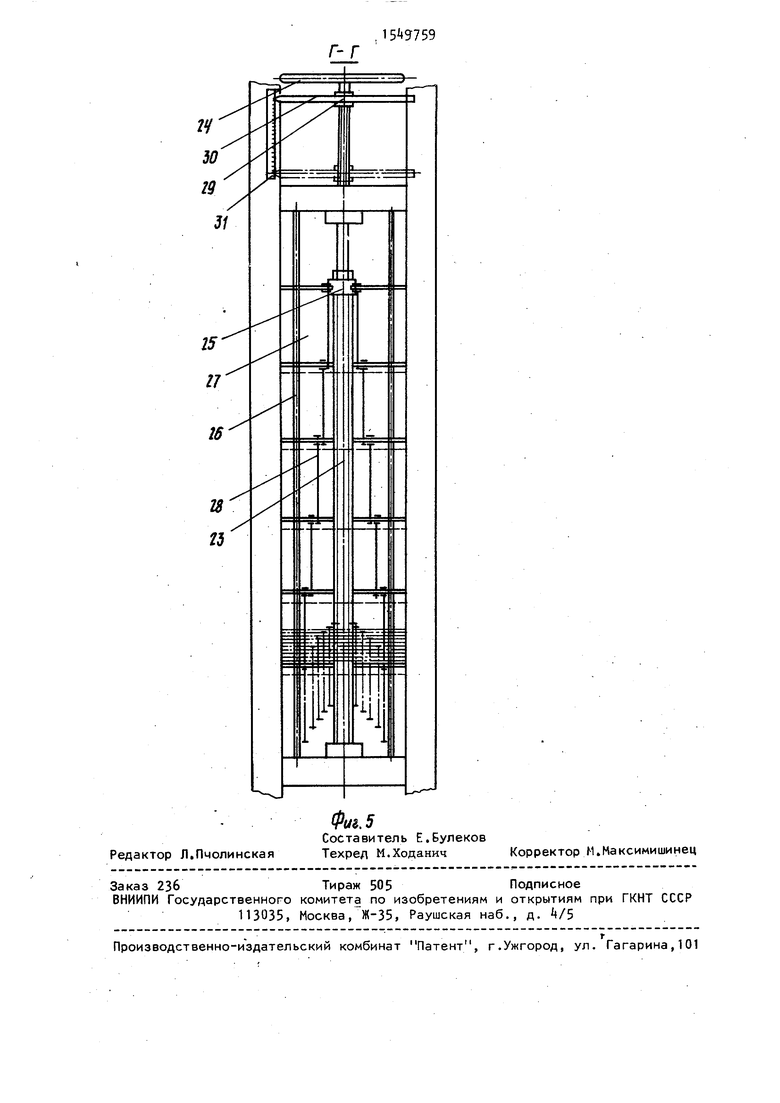
Устройство 2 калибровки состоит из рамы 17 с коническими направляющими для корпуса 18 фрезы 19, привода 20, кожуха 21 для стока и механизма 22 изменения свободного сечения отсоса, который состоит из винта 23, махови0
ка 2k, гайки 25, направляющих стерж- 5 ней 26, подвижных телескопических секций 27 покрытия и соединительных стержней 28,. На винте 23 имеются две резьбы. Гайка 25 установлена на резьбу с крупным шагом. На резьбе с мел- о ким шагом имеется гайка 29 с указателем 30, стрела которого над линейной 31 показывает, для какого изделия установлен механизм изменения свободного сечения отсоса. За устройством 2 5 калибровки расположен приемный конвейер 32.
Установка работает следующим образом.
Краном устанавливают изделие 8 на наклонный стол 1 подачи так, что изделие упирается своей нижней гранью на транспортирующий рольганг 15, который установлен как бесприводной опорный элемент перпендикулярно столу подачи. При этом изделие 8 опирается . на секции 3 поверхностью, которая при формовании упиралась на поддон формы, образующей базовую поверхность для калибровки. Секции 3 смонтированы на стационарной раме стола подачи 1. Приводом 12 приводится в действие приводной вал 13, цепи 11, а с ними приводимый вал 14, Упоры 7 кареток 5, приводимые цепями 11 толкателя через оси 10, передают изделию 8 движение по секциям 3 стола 1 подачи и по транспортирующему рольгангу 15. При этом ролики 6 катятся в направляющих пути 9 рамы k, и изделие транспортируется к калибрующему устройству 2. До калибровки включают отсос пыли через кожух 21 для отсоса и при1 изменении ширины изделий регулируют посредством механизма 22 изменения свободного се- 5 чения отсоса скорость отсоса пыли и тем самым ликвидируют возможность попадания пыли в производственные помещения.
5
0
5
0
Для изменения скорости отсоса ле- обходимо закрыть плоскость кожуха 21 для отсоса в той части устройства 2 калибровки над фрезой 19, в которой нет изделия. Делается это с помощью маховика , который вращают с помощью винта 23. При этом перемещают гайку 25 по винту 23. Так как первая секция покрытия 27 соединена с винтом 23 и так как все секции покрытия перемещаются по направляющим стержням 26 и связаны между собой соединительными стержнями 28, происходит сокращение или увеличение свободной поверхности отсоса.
Далее включают привод 20 калибрующего устройства 2, находящийся на раме 17 и приводящий в работу фрезу 19, и калибруют изделие 8 сверху.
После калибровки ролики 6 кареток 5 выходят из направляющих пути 9, и направляющие 16 поворачивают каретки 5 вокруг осей 10 вниз так, что упоры 7 уходят ниже опорной поверхности секций 3, чтобы не повредить край изделия после окончания толкания. Изделие 8 остается на приемном конвейере 32, откуда оно снимается краном и складируется.
0
5
П
Формула изобретения
1.Установка для калибровки строительных изделий, содержащая основание, стол для подачи изделия с установленными на нем каретками с роликами, упоры, установленное на раме устройство для калибровки, рольганг, приемный конвейер,и систему отсоса, отличающаяся тем, что, с целью снижения металлоемкости и улучшения условий труда, стол для подачи изделия выполнен секционным и наклонным к основанию, а рольганг расположен перпендикулярно рабочей плоскости стола подачи, между секциями которого размещен ковейер подачи, на котором шарнирно закреплены упоры.
2.Установка по п.1, о т л и ч а- ю щ а я с я тем, что рама стола подачи снабжена направляющими, взаимодействующими с роликами кареток при съеме изделий.
3.Установка по п.1, отличаю- щ а я с я тем, что система отсоса снабжена регулировочным приспособлением в виде телескопических шторок, установленных в выходном патрубке отсоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для калибровки строительных изделий | 1978 |
|
SU742152A1 |
| Установка для калибровки строительных изделий | 1977 |
|
SU685505A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243893C2 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| РОТОРНАЯ ЛИНИЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243894C2 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
Изобретение относится к промышленности строительных материалов и может быть применено при производстве изделий из ячеистого бетона, например силикальцита, и позволяет снизить металлоемкость и улучшить условия труда. Это достигается тем, что изделие 8 краном устанавливают на наклонный стол подачи 1 так, что оно упирается нижней гранью на транспортирующий рольганг, при этом изделие 8 опирается на секции 3 поверхностью, которая при формовании изделия примыкала к поддону формы, образующей базовую поверхность для калибровки. Приводом 12 приводится в действие приводной вал, цепи, а с ними - приводимый вал. Упоры кареток 5, приводимые цепями, передают изделию 8 движение по секциям 3 стола подачи 1 и по рольгангу к калибрующему устройству 2. Включают отсос пыли через кожух 21 и при изменении ширины изделия посредством механизма изменения свободного сечения отсоса 22 регулируют скорость отсоса пыли. Включают привод 20 калибрующего устройства 2, приводящий в работу фрезу, и калибруют изделие 8 сверху. 2 з.п. ф-лы, 5 ил.
11
tpus.2
v
24 30 19
X
31
15 IT
16
28 23
| Авторское свидетельство СССР № , кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| ( УСТАНОВКА ДЛЯ КАЛИБРОВКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ А Г f Г Г | |||
