Изобретение относится к устройствам для очистки внутреннего и наружного концов труб в процессе их обработки на механизированных поточных линиях.
Целью изобретения является повышение производительности агрегата и расширение его технологических возможностей путем увеличения диапазона типоразмеров обрабатываемых труб.
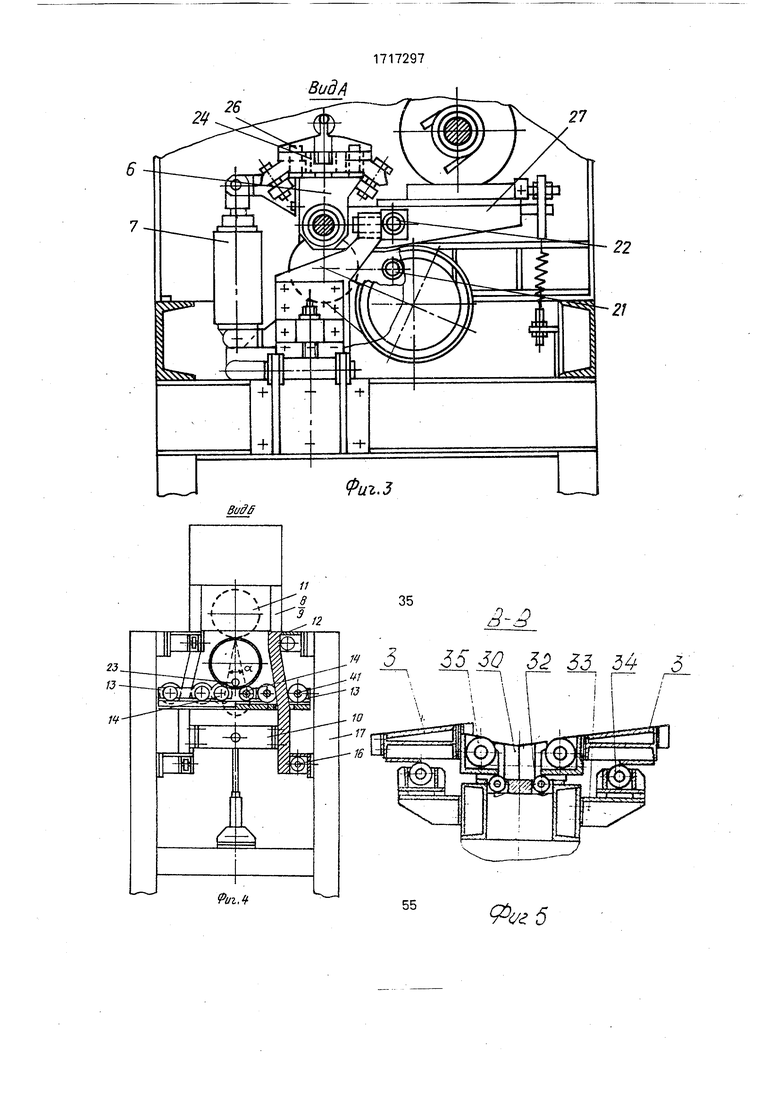
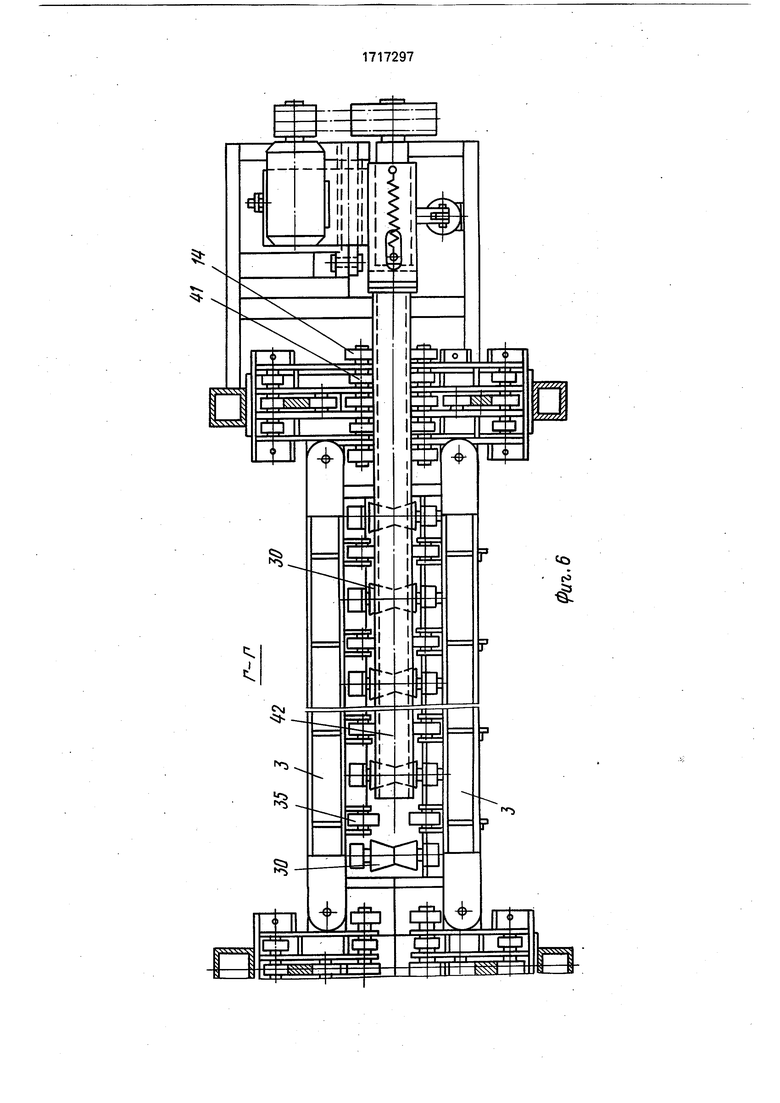
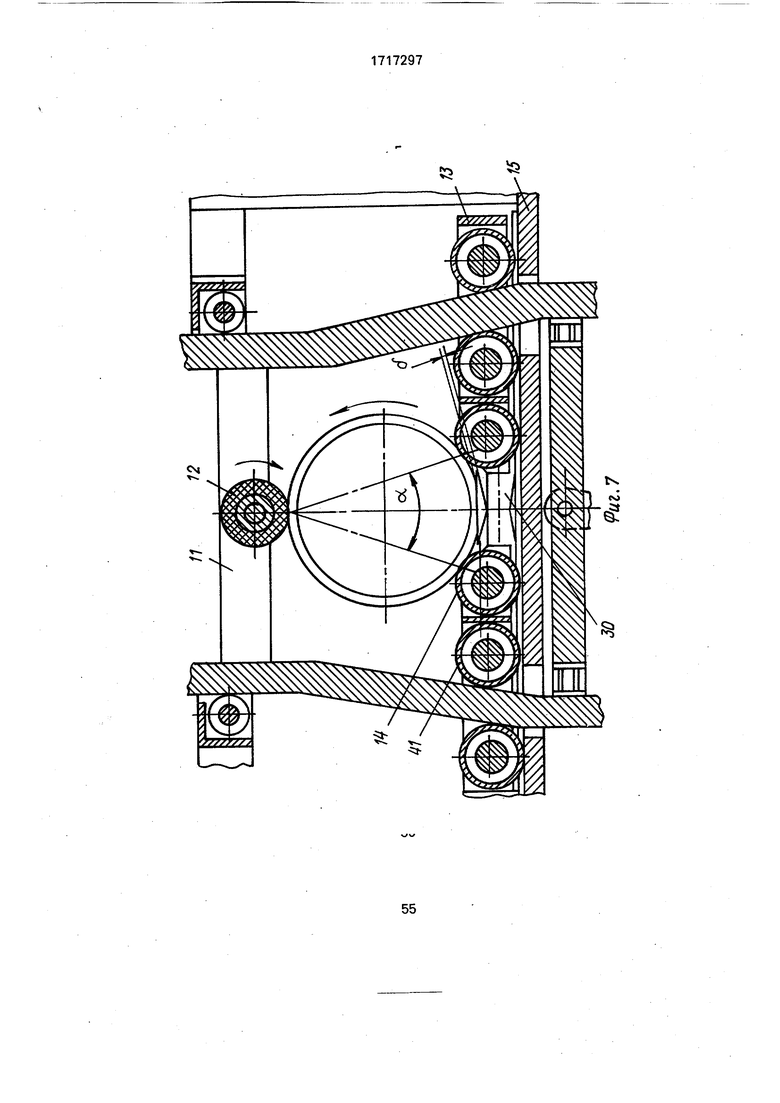
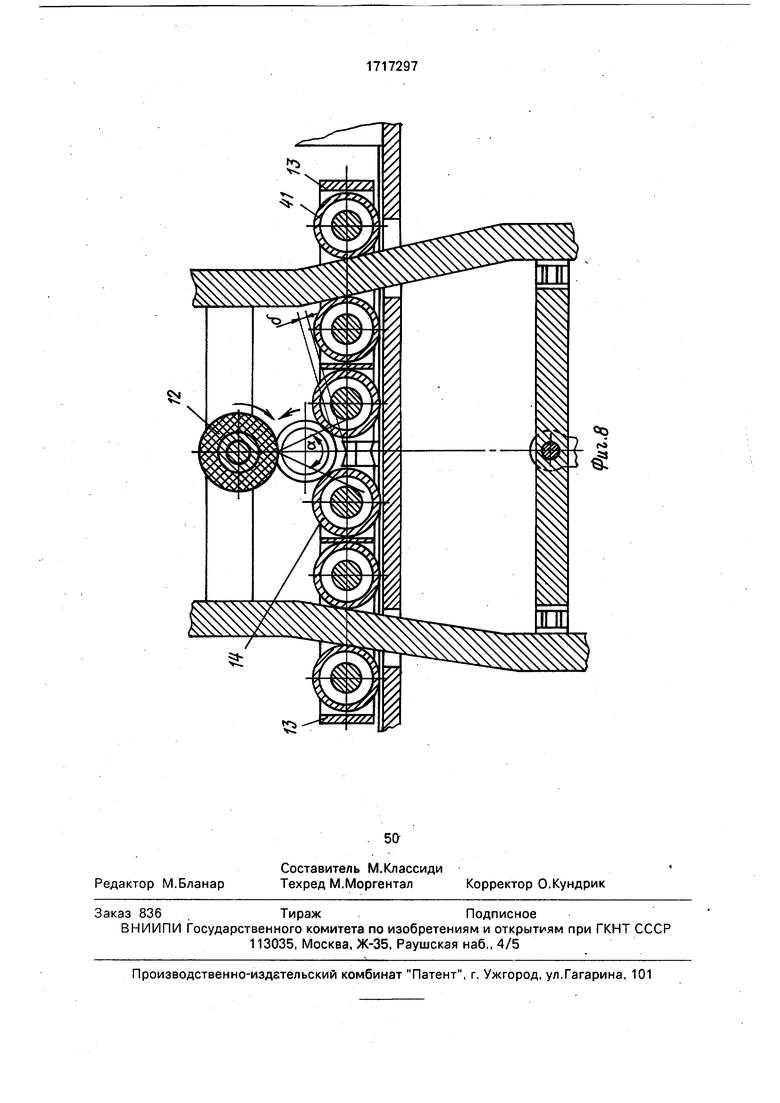
На фиг. 1 изображен агрегат для зачистки концов труб, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - сечение В-В на фиг, 1: на фиг. 6 - разрез по Г-Г на фиг. 2; на фиг. 7 - схема обработки трубы большого диаметра; на фиг. 8 - схема обработки трубы малого диаметра,
Агрегат для зачистки концов труб состоит из двух механизмов 1 для зачистки концов труб, рольганга 2 транспортного, двух скатов 3 для поддержки трубы при ее вращении, станции гидропривода и двух обеспыливающих агрегатов (не указаны).
Механизм 2 для зачистки концов труб состоит из сварной рамы 4, на которой закреплены с возможностью качания зачист- ная головка 5, предназначенная для зачистки наружной поверхности трубы, и каретка 6 для зачистки внутренних заусенцев.
Зачистная головка 5 и каретка 6 шар- нирно связаны друг с другом с помощью пневмоцилиндра 7.
Механизм 1 для зачистки концов труб снабжен охватывающей трубу гидроприводной подъемной рамой 8, состоящей из двух копиров-направляющих 9с наклонными поверхностями, соединенными между собой внизу с помощью звена 10, а вверху направляющие 9 соединены с помощью корпуса 11, внутри которого расположен приводной обрезиненный ролик 12. Боковые наклонные направляющие подъемной рамы контактируют со следящими роликами двух кареток 13, имеющих, кроме того, еще и опорные ролики 14 для трубы. Каретки 13 перемещаются по направляющей 15 типа ласточкин хвост поперек оси станка в зависимости от величины хода гидроцйлиндра. Наклонные поверхности боковых направляющих служат программным механизмом для перемещения кареток 13 в зависимости от диаметра зажимаемой трубы на определенную величину поперек оси шва. Каретки с целью снижения сопротивления движению охватывают направляющую поверхность типа ласточкин хвост роликами с подшипниками качения.
Подъемная рама 8 закреплена в четырех роликоопорах 16, установленных на стойках
неподвижной станины 17. Роликоопоры 16 охватывают направляющие поверхности копиров-направляющих 9 с трех сторон роликами на подшипниках качения,
Обрезиненный ролик 12 связан с помощью цепной передачи с приводом 18 вращения. Подъем и опускание подъемной рамы 8 с расположенными на ней роликом 12 и приводом 18 вращения осуществляется
0 при помощи гидроцилиндра 19.
Зачистная головка 5 представляет собой иглофрезу 20, установленную на выходномвалудвухступенчатогоцилиндрического редуктора, входная вал5 шестерня которого жестко соединена с валом электродвигателя, Зачистная головка устанавливается с возможностью поворота относительно оси 21, закрепленной на неподвижной раме станины.
0 К корпусу редуктора зачистной головки шарнирно закреплен прижимной пневмо- цилиндр 7, шток которого шарнирно закреплен к кронштейну корпуса каретки 6 для зачистки внутренних заусенцев и торцов
5 трубы. .
Каретка 6 для зачистки внутренних заусенцев и торцов трубы представляет собой установленные на общей плите электродвигатель и шпиндель, кинематически связан0 ные между собой клиноременным шкивом. Каретка 6 закреплена на оси 22 с возможностью поворота относительно этой оси.
В гнездо шпинделя крепится шарошка для зачистки грата либо концевая фреза 23
5 для зачистки заусенцев. На корпусе шпинделя выполнена направляющая типа ласточкин хвост, на которой установлена каретка 24 упорная, служащая подпружиненным упором для трубы.
0 На торцовой (подвижной) части каретки 6 закреплен напильник 25, служащий для зачистки заусенцев с торца трубы при ее вращении. Каретка 24 охватывает направляющую типа ласточкин хвост с помощью
5 восьми роликов 26 с подшипниками скольжения.
Ось 22, на которой закреплена каретка 6, шарнирно крепится к платформе 27 опорной и к суппорту 28, который также прикреп0 лен при помощи шарнира к раме 4 механизма 1.
Для регулирования параллельности оси трубы и оси шпинделя путем перемещения плиты суппорта вверх или вниз, изменяют
5 угол наклона оси 22, что соответственно ведет к изменению угла наклона оси шпинделя.
Зачистная головка 5 и каретка 6 для зачистки внутренних заусенцев закрыты кожухом.
Механизм для зачистки концов труб имеет вентиляционный патрубок 29 для отсоса пыли.
Рольганг 2 транспортный состоит из сборносварной рамы, на которой установлены ролики 30 для транспортировки трубы. На валах роликов 30 закреплены звездочки, соединенные одна с другой бесконечной цепью, охватывающей также приводную звездочку, установленную на приводе 31.
Привод 31 рольганга 2 представляет собой червячный редуктор, соединенный с помощью упругой муфты с валом электродвигателя. На боковой части рамы рольганга 2 закреплены натяжные устройства и обводные звездочки, а также желоб для поддержки приводной цепи. Между роликами 30, предназначенными для транспортировки трубы, установлены ролики 32, на которые опираются нижними поверхностями скаты 3 для поддержки трубы. Кроме того, на боковых поверхностях рамы рольганга 2 закреплены кронштейны 33, на которых установлены ролики 34, так же как ролики 32, предназначенные для поддержки скатов 3, на боковых сторонах которых закреплены ролики 35, предназначенные для поддержки вращающейся трубы.
На опорных стойках 36 закреплены два гидроцилиндра 37, штоки которых шарнир- но закреплены на подъемной балке сбрасывателя 38. На балке сбрасывателя 38 установлены кронштейны 39 с наклонными поверхностями для скатывания трубы. Верхнее и нижнее положения балки сбрасывателя фиксируются конечными выключателями.
На раме рольганга 2 также установлены три кронштейна, в которых установлены направляющие ролики для вертикального движения сбрасывателя 38.
Скаты 3 шарнирно прикреплены к соответствующим кареткам 13 обоих механизмов 1 для зачистки концов труб.Верхние поверхности скатов 3 выполнены наклонными и предназначены для скатывания по ним труб. Скаты 3 передвигаются синхронно навстречу друг другу с помощью кареток 13, к которым они прикреплены шарнирно. Для привода гидроцилиндров подъемных рам агрегата для зачистки концов труб используется гидростанция, в шкафу которой размещено электрооборудование для управления гидроцилиндрами 19 механизмов 1 зачистки труб, гидроцилиндрами 37 сбрасывателя 38. В обоих механизмах 1 зачистки каждая каретка 13 с помощью восьми роликов 40 охватывает поверхности направляющей 15, а с помощью двух следящих роликов 41 качения охватывает боковую наклонную направляющую 9.
Трубы 42, предназначенные для обработки, находятся в накопителе (не показан).
Агрегат работает следующим образом. Труба из накопителя подается по наклонным поверхностям ската 3 на транспор- тный рольганг 2 агрегата 4, После попадания трубы на ролики 30 рольганга 2
0 замыкается контакт конечного выключателя и включается привод 31 перемещения трубы влево. При подходе трубы к левому механизму 1 для зачистки концов труб замыкается контакт конечного выключателя и включает5 ся обеспыливающий агрегат левого механизма 1 для зачистки. В конце хода трубы сбрасывает конечный выключатель, расположенный на каретке 24 упорной, и труба останавливается.
0 Одновременно с подачей команды на остановку трубы подается сигнал на включение гидрораспределителя, который подает масло в штоковые полости гидроцилиндров 19. При этом подъемные рамы 8 обоих меха5 низмов 1 опускаются, а скаты 3 и каретки 13 обоих механизмов 1 для зачистки сходятся, приподнимая трубу роликами 14 и 35 над роликами 30 рольганга 2 и зажимая ее приводным обрезиненным роликом 12 и роли0 ками 14 левого механизма 1 для зачистки концов труб.
При достижении необходимого давления в гидросистеме (определяется настройкой редукционного клапана) срабатывает
5 реле давления, подающее команду на включение привода 18 вращения обрезиненного ролика 12 привода зачистной головки 5 и привода каретки б для зачистки внутренних заусенцев. После выдержки времени вклю0 чаются воздухораспределители, открывающие подачу воздуха в пневмоцилиндр 7 для прижима иглофрезы 20 зачистной головки 5 и концевой фрезы 23 каретки 6 к стенке вращающейся трубы. Время зачистки регу5 лируется автономными для зачистной головки 5 и каретки 6 реле времени. После истечения установленного промежутка времени привода зачистнрй головки 5 и каретки 6 отключаются, и после отключения реле
0 времени отключается воздухораспределитель и зачистная головка 5 и каретка 6 разводятся пневмоцилиндром 7. При этом в конце поворота головки 5 и каретки 6 срабатывают конечные выключатели, включается
5 гидрораспределител.ь, подающий масло в поршневые полости гидроцилиндров 19.
При этом подъемные рамы 8 обоих механизмов поднимаются до упора, а каретки 13 разводят скаты 3 с роликами 14 и 35 на максимальное расстояние. Труба опускается на транспортные ролики 30 рольганга 2. В конце хода подъемных рам 8 обоих механизмов срабатывают выключатели и подают команду на отключение гидрораспределителя и включение привода 31 транспортного рольганга 2 вправо, после чего труба транспортируется на правую сторону агрегата в зону обработки правого механизма 1 для зачистки концов труб. При движении трубы отключается обеспыливающий агрегат ле- вого механизма для зачистки. После попа- дания трубы в зону работы правого механизма 1 для зачистки процесс обработки повторяется аналогично процессу, описанному для левого механизма 1. .
После окончания процесса зачистки трубы на правом механизме 1 привод 31 перемещает ее в зону сбрасывателя 38 и отключается. Подается масло к гидроцилин- драм 37 и труба сбрасывателем 38 передается на следующую технологическую позицию.
Формула изобрете-ния Агрегат для зачистки концов труб, со- стоящий из механизма для одновременной
зачистки концов труб, включающий размещенный на основании узел наружной очистки и установленный на направляющих регулируемый шпиндельный узел внутренней очистки, а также механизм центрирования и подачи изделия, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей путем увеличения диапазона типоразмеров обрабатываемых труб, агрегат снабжен вторым механизмом для зачистки концов труб, причем каждый механизм размещен на введенных в агрегат двух симметрично расположенных каретках, установленных на опорных и следящих роликах с возможностью взаимодействия с введенным в агрегат копиром, выполненным в виде звеньев, одно из которых шарнирно связано со штоком введенного в агрегат приводного гидроцилиндра, а второе - с объединенным роликом, при этом каретки шарнирно соединены одна с другой скатами с роликами, оси которых соосны, а диаметры равны диаметрам соответствующих опорных роликов.
nifcb
29
26
ВидА
Риг, Ч
27
9Ьг5
tfa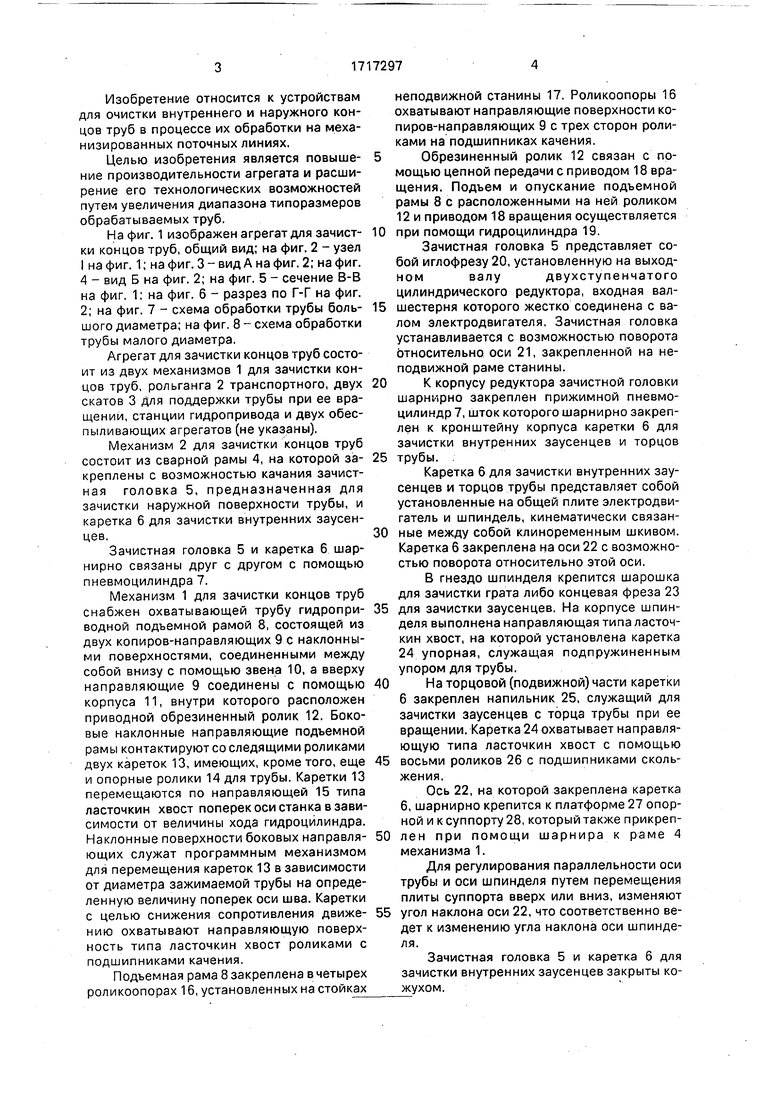
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| ПЕРЕРАБОТКИ БРЕВЕН | 1972 |
|
SU354994A1 |
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
Изобретение относится к устройствам для очистки внутренних и наружных концов труб в процессе их обработки на механизированных поточных линиях. Целью изобретения является повышение производительности агрегата и расширение его технологических возможностей путем увеличения диапазона типоразмеров обрабатываемых труб. Агрегат состоит из двух оппозитно установленных механизмов для зачистки концовтруб 1. Труба из накопителя подается по наклонным поверхностям ската 3 на ролики 30 транспортного рольганга 2 агрегата, включается привод 31, труба перемещается влево и останавливается при обрабатывании конечного выключателя на упорной каретке 24. При этом скаты 3 и каретки обоих механизмов для зачистки концов труб 1 сходятся, приподнимая трубу и зажимая приводным обрезиненным роликом 12 и роликами левого механизма для зачистки концов труб 1. После включения приводов вращения ролика 12, зачистной головки, каретки пневмоцилиндр создает прижим иг- лофрезы зачистной головки и фрезы каретки к стенке вращающейся трубы. По истечении определенного времени приводы отключаются и пневмоцилиндр разводит зачистную головку и каретку. Каретки разводят скаты 3 с роликами на максимальное расстояние, труба опускается на транспортные ролики транспортируется на правую сторону агрегата в зону обработки правого механизма для зачистки концов труб 1. Труба обработана с двух сторон, перемещается в зону сбрасывателя 38 и подается на следующую технологическую позицию. 8 ил. S Ё XI i х| 
| Устройство для одновременной очистки внутреннего и наружного концов труб | 1981 |
|
SU1171232A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
