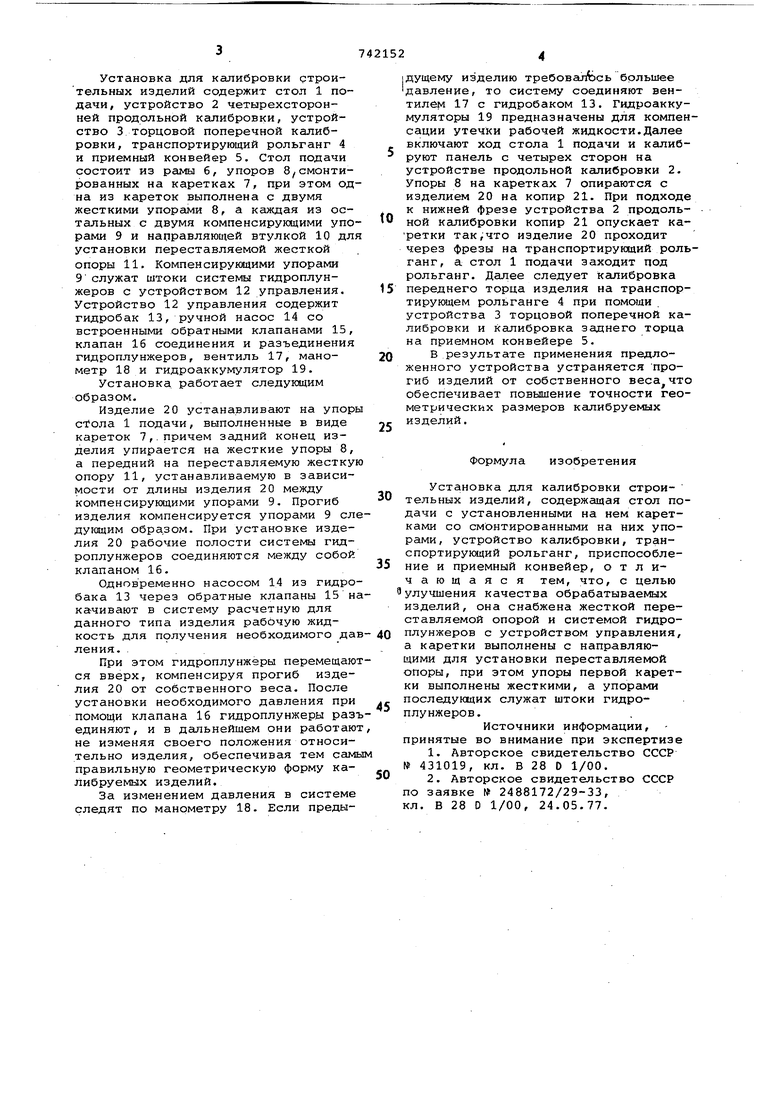
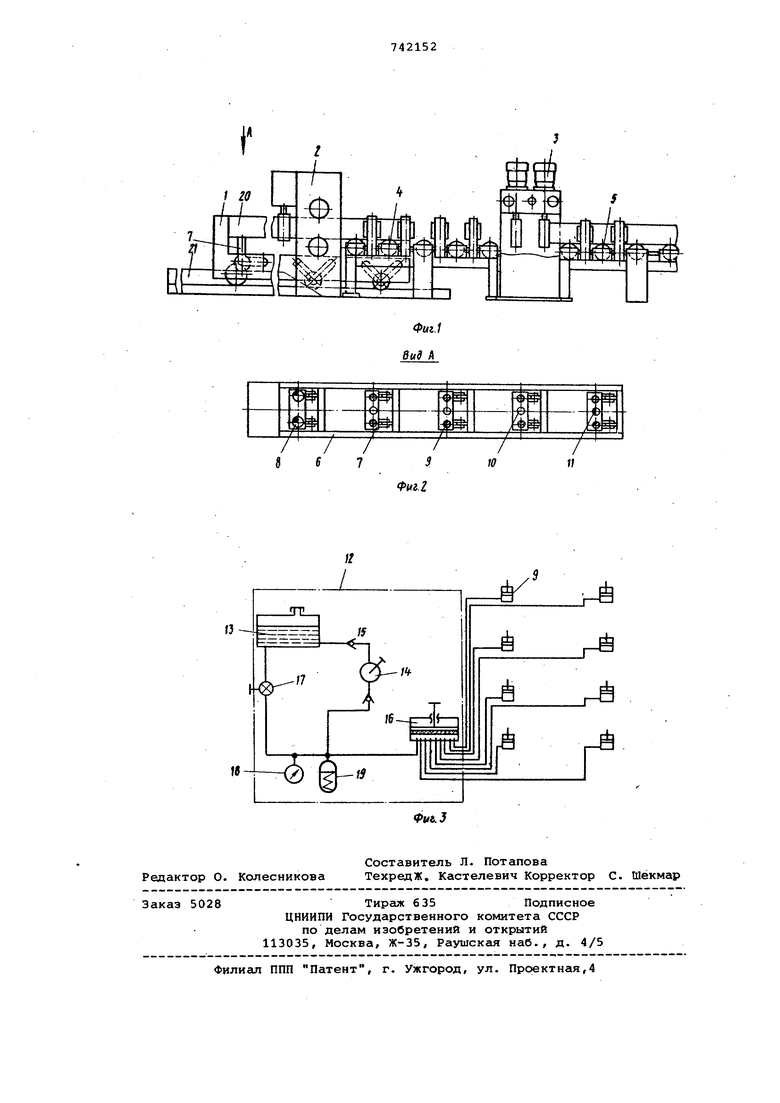
Установка для кашибровки строительных изделий содержит стол 1 подачи, устройство 2 четырехсторонней продольной Ксшибровки, устройство 3 торцовой поперечной калибровки, транспортирующий рольганг 4 и приемный конвейер 5. Стол подачи состоит из рамы б, упоров 8 смонтированных на каретках 7, при этом одна из кареток выполнена с двумя Жесткими упорами 8, А каждая из остальных с двумя компенсирующими упорами 9 и направляющей втулкой 10 для установки переставляемой жесткой опоры 11, Компенсирующими упорами 9служат штоки системы гидроплунжеров с устройством 12 управления. Устройство 12 управления содержит гидробак 13, ручной насос 14 со встроенными обратными клапанами 15, клапан 16 соединения и разъединения гидроплунжеров, вентиль 17, манометр 18 и гидроаккумулятор 19.
Установка работает следующим образом.
Изделие 20 устанавливают на упоры 1 подачи, выполненные в виде кареток 7,. причем задний конец изделия упирается на жесткие упоры 8, а передний на переставляемую жесткую опору 11, устанавливаемую в зависимости от длины изделия 20 между компенсирующими упорами 9. Прогиб изделия компенсируется упорами 9 следуквдим обра.зом. При установке изделия 20 рабочие полости системы гидроплунжеров соединяются между собой клапаном 16.
Одновременно насосом 14 из гидробака 13 через обратные клапаны 15 накачивают в систему расчетную для данного типа изделия раббчую жидкость для получения необходимого давления.
При этом гидроплунжеры перемещаются вверх, компенсируя прогиб изделия 20 от собственного веса. После установки необходимого давления при помощи клапана 16 гидроплунжеры разъединяют, и в дальнейшем они работают не изменяя своего положения относительно изделия, обеспечивая тем самы правильную геометрическую форму калибруемых изделий.
За изменением давления в системе следят по манометру 18. Если предыдущему изделию требовалЪсь большее давление, то систему соединяют вентилем 17 с гидробаком 13. Гидроаккумуляторы 19 предназначены для компенсации утечки рабочей жидкости.Далее включают ход стола 1 подачи и калибруют панель с четырех сторон на устройстве продольной калибровки 2. Упоры 8 на каретках 7 опираются с изделием 20 на копир 21. При подходе к нижней фрезе устройства 2 продольной Ксшибровки копир 21 опускает каретки так,что изделие 20 проходит через фрезы на транспортирующий рольганг, а стол 1 подачи заходит под рольганг. Далее следует калибровка
5 переднего торца изделия на транспортирующем рольганге 4 при помощи . устройства 3 торцовой поперечной калибровки и калибровка заднего торца на приемном конвейере 5.
0 В результате применения предложенного устройства устраняется прогиб изделий от собственного обеспечивает повышение точности геометрических размеров калибруемых изделий.
Формула изобретения
Установка для калибровки строительных изделий, содержащая стол подачи с установленными на нем каретками со смонтированными на них упорами, устройство калибровки, транспортирующий рольганг, приспособление и приемный конвейер, отличающаяся тем, что, с целью улучшения качества обрабатываемых изделий, она снабжена жесткой переставляемой опорой и системой гидроплунжеров с устройством управления, а каретки выполнены с направляющими для установки переставляемой опоры, при этом упоры первой каретки выполнены жесткими, а упоргичи последукщих служат штоки гидроплунжеров.
Источники информации, ринятые во внимание при экспертизе
1.Авторское свидетельство СССР № 431019, кл. В 28 D 1/00.
2.Авторское свидетельство СССР о заявке № 2488172/29-33,
л. В 28 О 1/00, 24.05.77.
Фиг.1 Вид /)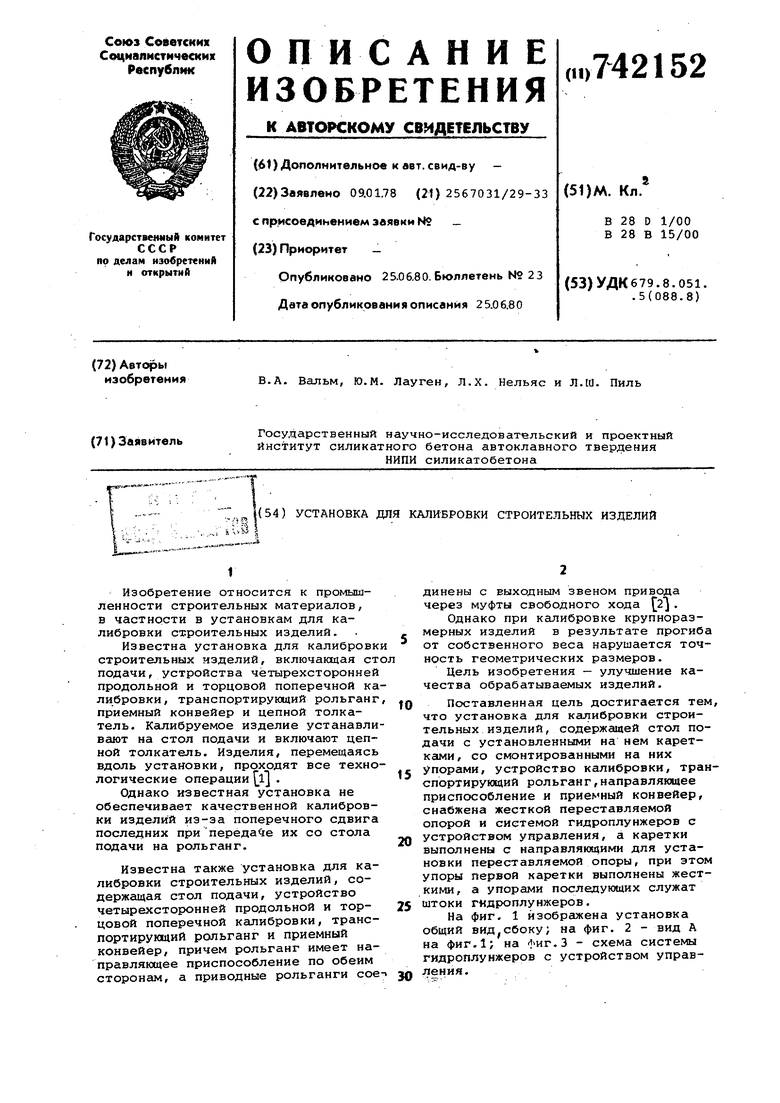
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для калибровки строительных изделий | 1987 |
|
SU1549759A1 |
| Установка для калибровки строительных изделий | 1977 |
|
SU685505A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243893C2 |
| РОТОРНАЯ ЛИНИЯ ОБРАБОТКИ ПЕНОДИАТОМИТОВЫХ КИРПИЧЕЙ | 2002 |
|
RU2243894C2 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
О
-Г
.
