Изобретение относится к оборудованию для переработки полимерных материалов и может быть использовано в линиях для производства труб экструзией.
Цель изобретения - повышение производительности устройства за счет интенсификации процесса охлаждения.
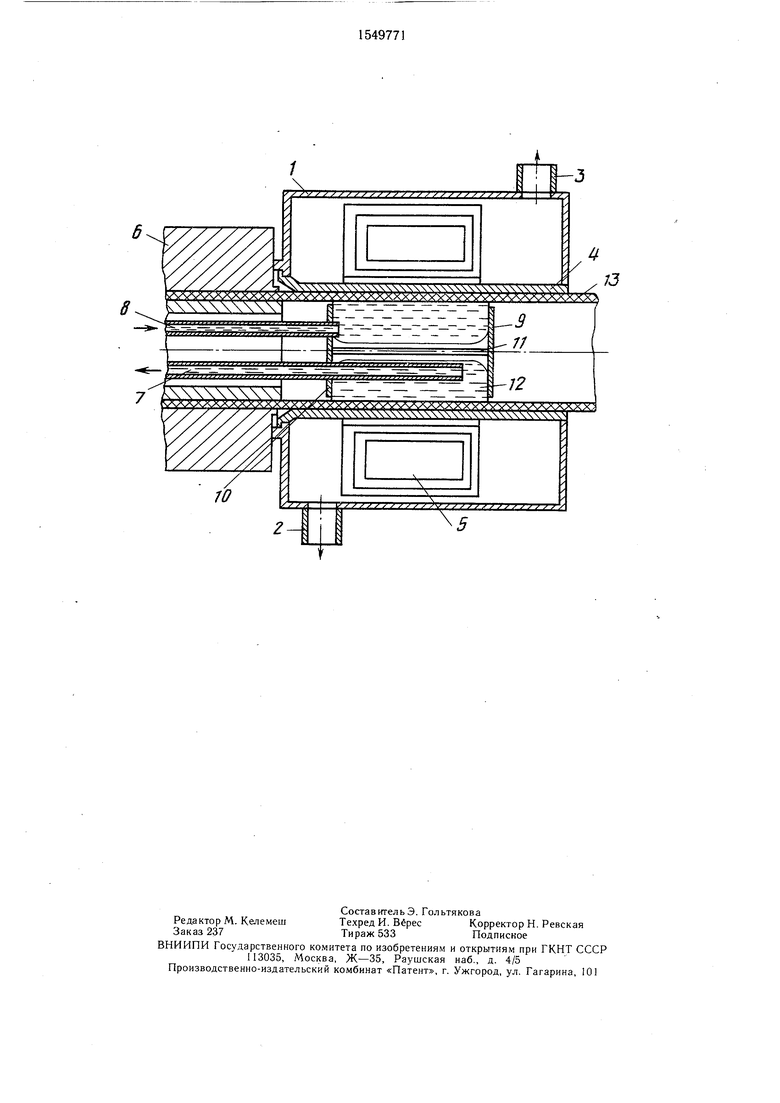
На чертеже показано устройство, общий вид.
Устройство состоит из охлаждающей рубашки 1 со штуцерами подвода 2 и отвода 3 хладагента, в которую вставлена наружная калибрующая гильза 4. На калибрующей гильзе 4 установлен электромагнит 5, вектор напряженности магнитного поля которого направлен по радиусу от оси экс- трузионной головки 6, в которой закреплены трубопроводы для отвода 7 и подачи 8 магнитной охлаждающей жидкости, сообщенные с ее источником (не показан). Коаксиально калибрующей гильзе 4 расположена внутренняя оправка с торцовыми стенками 9 и 10, стянутыми стяжкой 11 и установленными с образованием между ними рабочей камеры 12 для заполнения магнитной охлаждающей жидкостью. Оправка смонтирована на экструзионной головке 6 посредством трубопроводов 7 и 8. Торцовые стенки 9 и 10 оправки выполнены меньшего диаметра, чем внутренний диаметр экструди- руемой трубы 13.
сл
Јь 0 1
Устройство работает следующим образом.
Предварительно смонтированная в кольцевом зазоре экструзионной головки 6 труба 13 поступает в калибрующую гильзу 4. Включают электромагнит 5 и через трубопровод 8 в рабочую камеру 12 оправки с помощью насосной станции (не показана) нагнетается магнитная охлаждающая жидкость, которая под действием магнитного поля электромагнита 5 «повторяет форму силовых линий магнитного поля, т.е. располагается на внутренней поверхности экструдируемой трубы 13 таким образом, что в области стяжки 11, расположенной по оси экструзионной головки, остается свободное пространство правильной геометрической формы. Магнитная жидкость под действием магнитного поля электромагнита 4 прижимает экструдируемую трубу 13 к внутренней поверхности наружной калибрующей гильзы 4, в результате чего происходит калибрование наружной поверхности трубы 13. Внутренняя поверхность трубы 13 калибруется за счет упругости магнитной жидкости, находящейся под действием магнитного поля. Магнитная жидкость служит также для охлаждения внутренней поверхности трубы 13 путем передачи избытка тепла от трубы 13 магнитной жидкости. Приняв на себя избыток тепла от трубы 13, магнитная жидкость отсасывается через трубопровод 7 и подвергается охлаждению, затем опять нагнетается в оправку через трубопровод ,8.
Для исключения появления бракованной продукции, связанной с отклонением толщины стенки, вызванным, например пульсацией экструдера, проскальзыванием экструдируемой трубы в траках тянущего устройства, а также температурным расширением магнитной жидкости, устройство позволяет проводить корректировку внутреннего диаметра, а следовательно, и толщину стенки экструдируемой трубы.
Корректировка внутреннего диаметра экструдируемой трубы 13 осуществляется путем увеличения или уменьшения разности расходов нагнетания и отсоса магнитной жидкости. Увеличивая расход нагнетания и одновременно уменьшая расход отсоса магнитной жидкости, увеличивают плотность магнитной жидкости в рабочей камере 12
оправки, что приводит к уменьшению толщины стенки экструдируемой трубы, и наоборот.
Корректировку толщины стенки экструдируемой трубы 13 можно осуществлять изменением величины тока в электромагните 5, т.е. изменением величины напряженности магнитного поля, что увеличивает или уменьшает силу притяжения магнитной жидкости к электромагниту 5.
Для увеличения зоны калибрования и охлаждения предусмотрена возможность установки комплекта данных устройств. В качестве магнитной жидкости применяется магнитная жидкость типа МЖ-1.
Таким образом, предложенное устройство позволяет повысить производительность трубной линии за счет интенсификации процесса охлаждения внутренней поверхности экструдируемой трубы, контактирующей с магнитной жидкостью, являющейся не только
0 калибром, но и хладагентом за счет отбора и подпитки магнитной жидкости. Кроме того, устройство позволяет снизить количество брака корректировкой внутреннего диаметра путем изменения разности расходов нагнетания и отсоса магнитной жидкости.
5
Формула изобретения
Устройство для калибрования и охлаждения экструдируемых труб из термопластов, содержащее коаксиально расположенные наружную калибрующую гильзу с охлаждающей рубашкой и внутреннюю оправку с торцовыми стенками, установленными с образованием между ними рабочей камеры для заполнения охлаждающей
жидкостью, причем оправка смонтирована на экструзионной головке посредством трубопроводов для подачи и отвода охлаждающей жидкости в рабочую камеру, отличающееся тем, что, с целью повышения производительности устройства за счет интенсификации процесса охлаждения, устройство снабжено установленным на наружной поверхности калибрующей гильзы электромагнитом, вектор напряженности магнитного поля которого направлен по радиусу от оси
экструзионной головки, а трубопроводы сообщены с источником магнитной охлаждающей жидкости.
7
чА Ч/ / у Ч/ ; Х ХХХХХ еХУУУУУ У У УЧААХ ХХХУ УУУЧА/
5 «3
Изобретение относится к оборудованию для переработки полимерных материалов. Оно может быть использовано в линиях для производства труб экструзией. Целью изобретения является повышение производительности устройства за счет интенсификации процесса охлаждения. Устройство содержит коаксиально установленные наружную калибрующую гильзу и внутреннюю оправку. На калибрующей гильзе смонтирован электромагнит. Оправка снабжена торцовыми стенками, образующими рабочую камеру, заполненную магнитной охлаждающей жидкостью. Под действием магнитного поля электромагнита магнитная жидкость прижимает экструдируемую трубу к внутренней поверхности калибрующей гильзы, калибруя ее. Магнитная жидкость одновременно является хладагентом. 1 ил.
I
x
| СПОСОБ ПОЛУЧЕНИЯ ЩЕБНЯ ИЗ ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1991 |
|
RU2043164C1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| САМОЗАРЯДНЫЙ ПИСТОЛЕТ | 2012 |
|
RU2506517C2 |
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
