Изобретение относится к автоматике и может быть использовано для программного регулирования процесса термообработки изделий в автоклаве и других замкнутых сосудах под давлением в различных отраслях промьгаленности. I
Цель изобретения - повышение качества термообработки.
На чертеже представлена блок-схема устройства.
Устройство содержит датчик 1 температуры, программньш задатчик 2 температуры, датчик 3 давления, программный задатчик 4 давления, измерительный преобразователь 5, блок 6 контроля температуры, блок 7 контроля давления, элемент 8 сравнения , коммутатор 9, регулятор 10, блок 11 управления, исполнительньп элемент 12, регулируюпщй впуск пара, испол- нительньш элемент 13, регулирующий выпуск пара.
Устройство работает еледуго1151м.. образом.
При включении устройства сигнал от датчика 1 температуры с измерительного преобразователя 5 поступает на блок 6 контроля температуры и через коммутатор 9 - на первый вход регулятора 10. Одновременно сигнал от программного задатчика 2 температуры через коммутатор 9 поступает на второй вход регулятора 10, одновременно включается программный задатчик 2 температуры. При этом начинается регулирование процесса термообработки изделий под давлением по температуре. При рассогласовании сигналов от датчика 1 температуры и программного задатчика 2 температуры с регулятора 10 выдается команда Больше или Меньше блоку 11 управления. В результате включается исполнительный элемент 12, регулирующий впуск-пара, который увеличивает или уменьшает подачу пара до восстановления задан} ой температуры. Элементом 8 срайнения осуществляется переключение процесса регулирования с температуры на давление, величина которого ycтaнaвлvIвaeтcя программны задатчиком 4 давления, в пределах 0,1-0,5 МПа. При равенстве сигналов от датчика 3 давления и программног задатчика 4 давления от элемег{та 8 сравнения дается команда на срабатывание коммутатора 9. При 3TONf проис
5
0
5
0
5
0
5
0
5
ходит отключение преобразователя 5 и программного задатчика 2 температуры от регулятора 10 и подключение к нему датчика 3 давления и программного задатчика 4 давления. Одновременно останавливается программный задатчик 2 температуры и запускается программньи задатчик 4 давления. Регулирование процесса термообработки продолжается по давлению.
При подходе задатчика давления к значению, соответствующему по тех- . нологическому процессу началу выпуска пара из автоклава, на его управляющем выходе формируется сигнал, который через блок 11 управления обеспечивает отключение исполнительного элемента 1 2 и подключение исполнительного элемента 13. Начинается выпуск пара из автоклава по программе задатчика 4 до нулевого давления, на этом процесс завершается.
Каждый последующий цикл термообработки изделий в сосуде под давлением снова начинается по температуре и продолжается по давлению. При этом в начале цикла оба программных задатчика 2 и 4 устанавливаются в исходное положение.
Применение изобретения обеспечит высокое качество регулирования процесса термообработки и, соответственно, качество изделий.
Устройство можно выпускать в комплекте с автоклавами или изготавливать для автоклавных отделений действующих заводов. Формула изобретения
Устройство для программного регулирования термообработки в автоклаве, содержащее последовательно соединенные датчик температуры, измерительный преобразователь и блок контроля температуры, последовательно соединенные датчик давлеЕШя и блок контроля давления, а также программные задатчики температуры и давления, коммутатор, последовательно соединенные регулятор и бдок управления, два исполнительных эле-, мента, причем выходы измерительного преобразователя и программного задатчика температуры подключены к первому и второму входам коммутатора, третий вход которого соединен с выходом датчика давления, первьй, второй и третий выходы коммутатора подк.лючены к соответствующим входам
регулятора, исполнительные элементы подключены к выходам блока управления, управляющий вход которого соединен с управляющим выходом задатчи- ка давления, отличающееся тем, что, с целью повьЕпения качества термообработки, введены элемент сравнения, входы которого
Редактор Н.Рогулич
Составитель Г.Крейман Техред Л.Сердюкова
Заказ 7642/49
Тираж 862Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открьп ий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
соединены с выходами датчика давления и программного задатчика давления , а выход - подключен к управляющему входу коммутатора, четвертый вход которого связан с выходом программного задатчика давления, выход коммутатора соединен с четвертым входом регулятора.
Корректор М.Демчик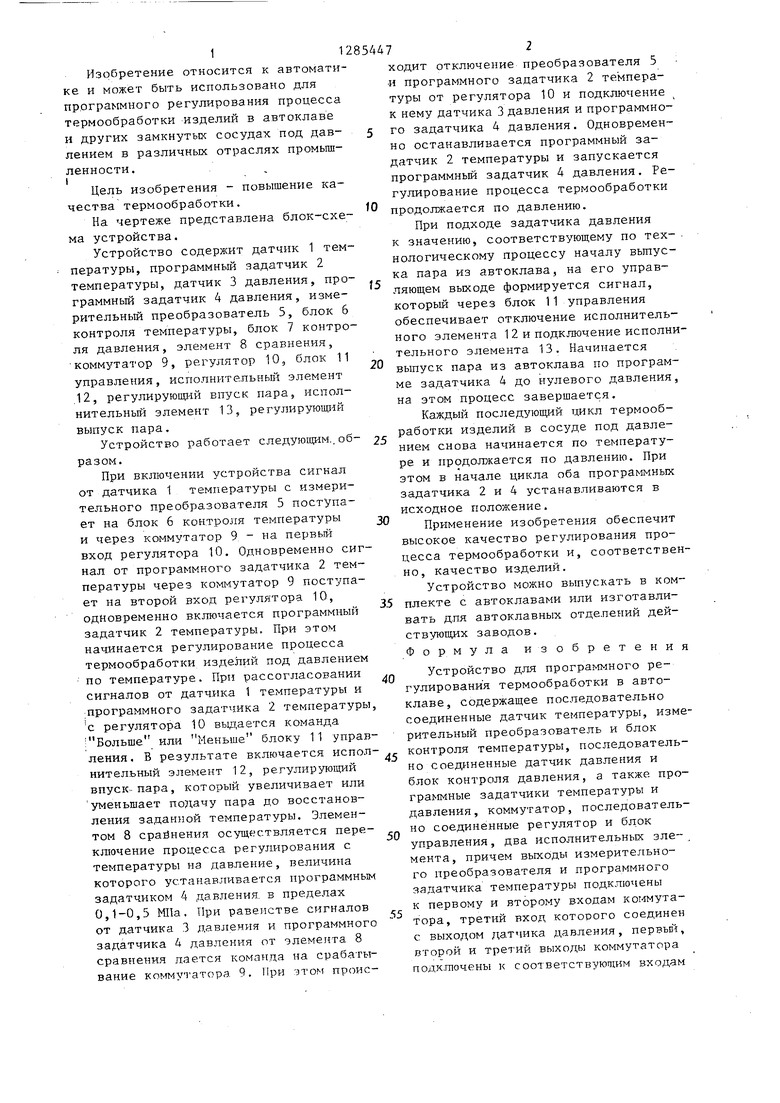
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного регулирования термообработки в автоклаве | 1988 |
|
SU1621008A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1987 |
|
SU1550499A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1986 |
|
SU1401446A2 |
| Устройство для автоматического управления процессом отгонки эфирных масел на непрерывно действующих перегонных аппаратах | 1980 |
|
SU960766A1 |
| Устройство управления процессом автоклавной обработки изделий | 1981 |
|
SU947138A1 |
| Многоканальный регулятор инерционных процессов | 1979 |
|
SU855611A2 |
| Устройство для управления температурным режимом индукционной печи | 1985 |
|
SU1262465A1 |
| Устройство для управления автоклавом | 1979 |
|
SU809111A1 |
| Многоканальный регулятор тепловых процессов (его варианты) | 1980 |
|
SU943667A1 |
| Способ автоматического регулирова-Ния пРОцЕССА ТЕРМООбРАбОТКи бЕТОН-НыХ и жЕлЕзОбЕТОННыХ издЕлий и уСТРОй-CTBO для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU846540A1 |
Изобретение относится к автоматике и может быть использовано для программного регулирования температуры в автоклаве и других сосудах i под давлением в различных отраслях промьшшенности. Устройство с целью повышения качества термообработки содержит датчики и программные задат- 1 чики температуры и давления, которые : подключаются через коммутатор к регулятору, управляющему через соответствующий блок исполнительными элементами. При этом управление коммутатором производится по сигналу элемента сравнения, на вход которого подаются сигналы от датчика и программного задатчика давления, что обеспечивает первоначальное программное регулирование процесса по температуре, а затем по достижению давления заданной величины - программное регулирование по давлению. Кроме того, устройство производит постоянный, контроль значений давления и температуры. 1 ил. S (Л
| Эйдельштейн И.Л | |||
| Основы автоматики и автоматизации производствен- ньк процессов рыбообрабатывающей промьшшенности | |||
| - М.: Пищевая про- мьшшенность, 1971, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| Опытно-промьппленная конвейерная линия по производству изделий из плотного силикатного бетона на Гродненском кем | |||
| Автоматное отделение, проект.1216 | |||
| М.: Союзгипростром, 1977. | |||
