Изобретение относится к области электродуговой сварки металлов и может быть использовано для получения сварных соединений узлов из малоуглеродистых и низколегированных сталей, находящихся под водой.
Целью изобретения является повышение качества сварных соединений и технологичности работ, проводимых под водой.
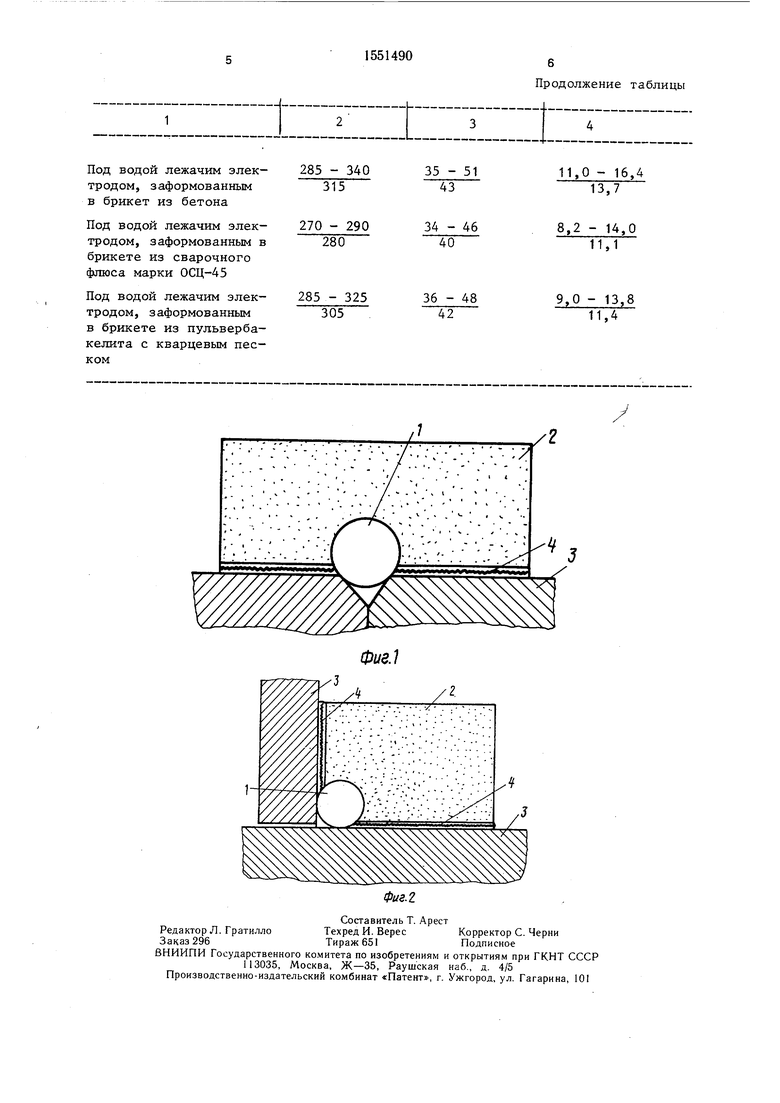
На фиг. 1 показана сварка стыкового сварного соединения; на фиг. 2 - то же, для таврового сварного соединения.
Способ сварки осуществляется следующим образом.
Покрытый сварочный электрод 1 предварительно на воздухе заформовывают в брикет 2 из теплоизолирующего вещества, практически нерастворимого в воде, и устанавливают на место предполагаемой сварки под водой. Крепление брикета с электродом к изделию 3 производится с помощью клея 4, который предварительно наносится на брикет на воздухе. Затем к одному концу лежачего электрода присоединяют полюс источника питания, а на другом - зажигают дугу.
В качестве теплоизолирующего вещества могут использовать либо бетон, либо сварочный флюс со связующим компонентом, либо пульвербакелит с кварцевым песком.
Составы указанных веществ практически не содержат углеводородов, в результате чего в процессе сварки не происходит наводороживания и повышения твердости металла шва.
Бетон в основном состоит из обожженного глинозема АЬО3, окиси кальция СаО, кристаллизационной воды НгО с небольшими добавками кварцевого песка.
Кроме бетона, в качестве теплоизолирующего вещества можно использовать сварочный флюс со связующим компонентом, например натриевым или калиевым жидким стеклом. В сварочном флюсе имеются леги- рующае элементы, связывающие химически активный водород и кислород, уменьшая отрицательное их воздействие на механические свойства металла. Благоприятное действие сварочного флюса заключается также в образовании шлаковой корки, покрывающей жидкий металла и снижающей при этом скорость охлаждения, если в сварочный флюс
(Л
Сл СЛ
4
СО
введены термитные элементы, которые, сгорая, выделяют дополнительное количество теплоты. Наличие шлаковой корки значительно улучшает формирование сварного шва. Использование электрода, заформованного в брикет из сварочного флюса, позволяет достичь под водой всех преимуществ сварки под флюсом.
Для придания брикетам различной формы используется также пульварбакелит, пред- ставляющий собой смесь кварцевого песка с термореактивной смолой, при затверде: вании которой образуется корковая термостойкая форма. После сварки она приобретает хрупкость и легко удаляется механически, практически без усилий.
Пример. Были проведены испытания способа подводной сварки лежачим электродом. В качестве основного металла использовалась сталь марки 10ХСНД. Для исследования выбраны электроды марки ИТС-3 ди- аметром 6 мм, которые заформовывались в брикеты, состоящие из бетона с 10% кварцевого песка, из сварочного флюса ОСЦ-45 и из пульвербакелита с кварцевым песком.
Ширина брикетов составляла 60 мм, так как по результатам исследований увеличе- ние ширины не дает заметного эффекта снижения скоростей охлаждения в зоне термического влияния. Высота бетонного брикета составляла 15 мм. Брикет высотой менее 10 мм ломается. Увеличение содержания кварцевого песка более 10% нежелательно вследствие опасности образования неметаллических включений в металле шва. Высота брикетов из сварочного флюса и пульварбакелита с песком принималась равной 30 мм. Время установки на изделие, подготовленное на воздухе брикета с нанесен- ным на него слоем клея, составляет несколько секунд.
Результаты сравнительных испытаний способа подводной сварки лежачим электродом приведены в таблице, из которой следует, что во всех случаях содержание водорода в металле шва снижается, а скорости охлаждения и соответственно структура метал
0
п
5
0
0
ла приблизительно одинаковые. Наилучшие показатели качества сварочного шва, твердость металла, скорость охлаждения и содержание водорода, достигаются при сварке под водой электродом, заформованным в брикет из сварочного флюса марки ОСЦ-45 со связующим жидким стеклом.
Таким образом, использование изобретения позволяет повысить технологичность работ, проводимых под водой за счет выполнения подготовительных операций на воздухе и выполнения процесса сварки в любом пространственном положении без дополнительных приспособлений, а также повысить качество сварного соединения за счет снижения водорода в сварном шве и получения структуры металла шва, менее склонной к трещинообразованию.
Формула изобретения
1.Способ подводной сварки лежачим электродом, при котором электрод совместно с зоной термического влияния защищают от воздействия окружающей среды с помощью теплоизолирующей оболочки из пластичного самотвердеющего материала и крепят к изделию с помощью клеевого состава, отличающийся тем, что, с целью повышения технологичности работ, проводимых под водой, электрод заранее заформовывают в оболочку, которую выполняют в виде брикета.
2.Способ по п. 1, отличающийся тем, что, с целью повышения качества сварного соединения, в качестве материала оболочки используют бетон.
3.Способ по п. 1, отличающийся тем, что, с целью повышения качества сварного соединения, используют сварочный флюс со связующим компонентом.
4.Способ по п. 1, отличающийся тем, что, с целью повышения качества сварного соединения, в качестве материала оболочки используют пульвербакелит с кварцевым песком.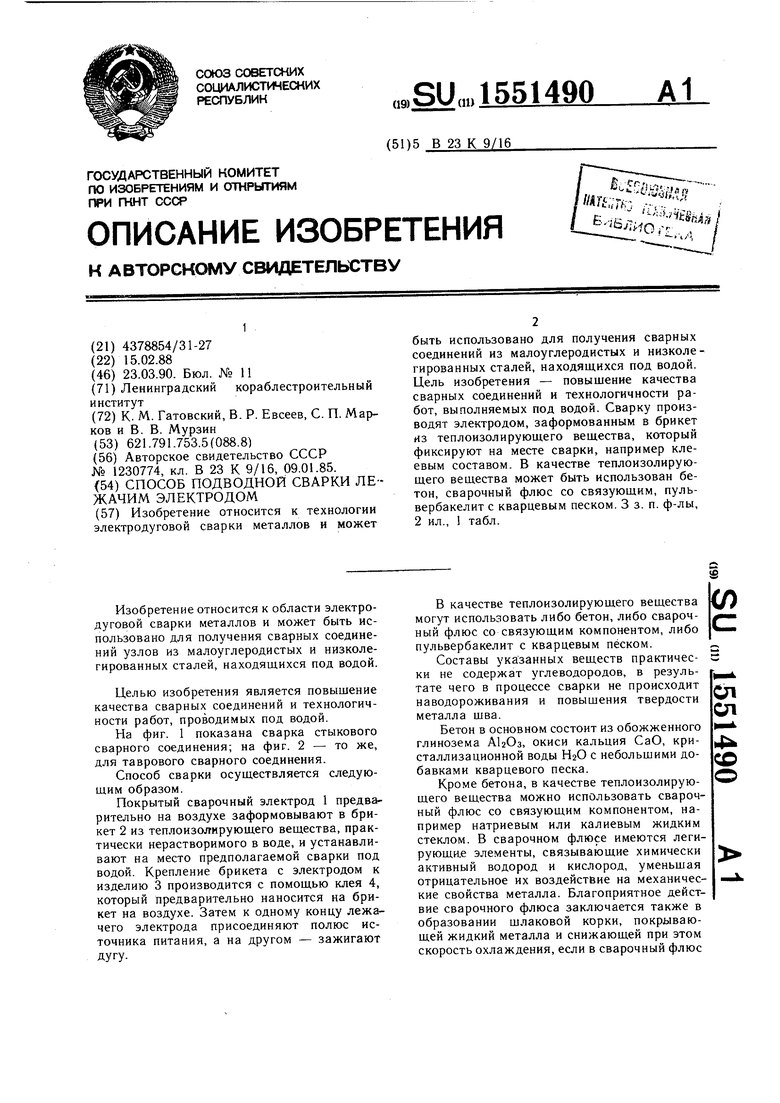

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подводной сварки лежачим электродом | 1986 |
|
SU1430203A1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| Способ дуговой сварки | 1986 |
|
SU1323290A1 |
| Способ подводной сварки лежачим электродом | 1985 |
|
SU1230774A1 |
| Шихта порошковой проволоки | 1987 |
|
SU1458123A1 |
| Шихта порошковой проволоки | 1977 |
|
SU733931A1 |
| Электродное покрытие | 1973 |
|
SU447237A1 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2364483C2 |
| Состав электродного покрытия для ручной сварки | 1988 |
|
SU1540992A1 |
Изобретение относится к технологии электродуговой сварки металлов и может быть использовано для получения сварных соединений из малоуглеродистых и низколегированных сталей, находящихся под водой. Цель изобретения - повышение качества сварных соединений и технологичности работ, выполняемых под водой. Сварку производят электродом, заформованным в брикет из теплоизолирующего вещества, который фиксируют на месте сварки, например клеевым составом. В качестве теплоизолирующего вещества может быть использован бетон, сварочный флюс со связующим, пульвербакелит с кварцевым песком. 3 з.п. ф-лы, 2 ил., 1 табл.
Лежачим электродом под водой с изоляцией электрода и прилегающего основного металла составом на основе эпоксидной смолы
32 - 49 42
11,8 - 18,2 15,4
Продолжение таблицы
| Способ подводной сварки лежачим электродом | 1985 |
|
SU1230774A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
