Изобретение относится к сварке и может быть использовано при односторонней автоматической сварке металлических листов на металлической подкладке.
Цель изобретения - повышение качества односторонних сварных швов за счет выравнивания свариваемых кромок по высоте и устранения дефектов от коробления свариваемых изделий.
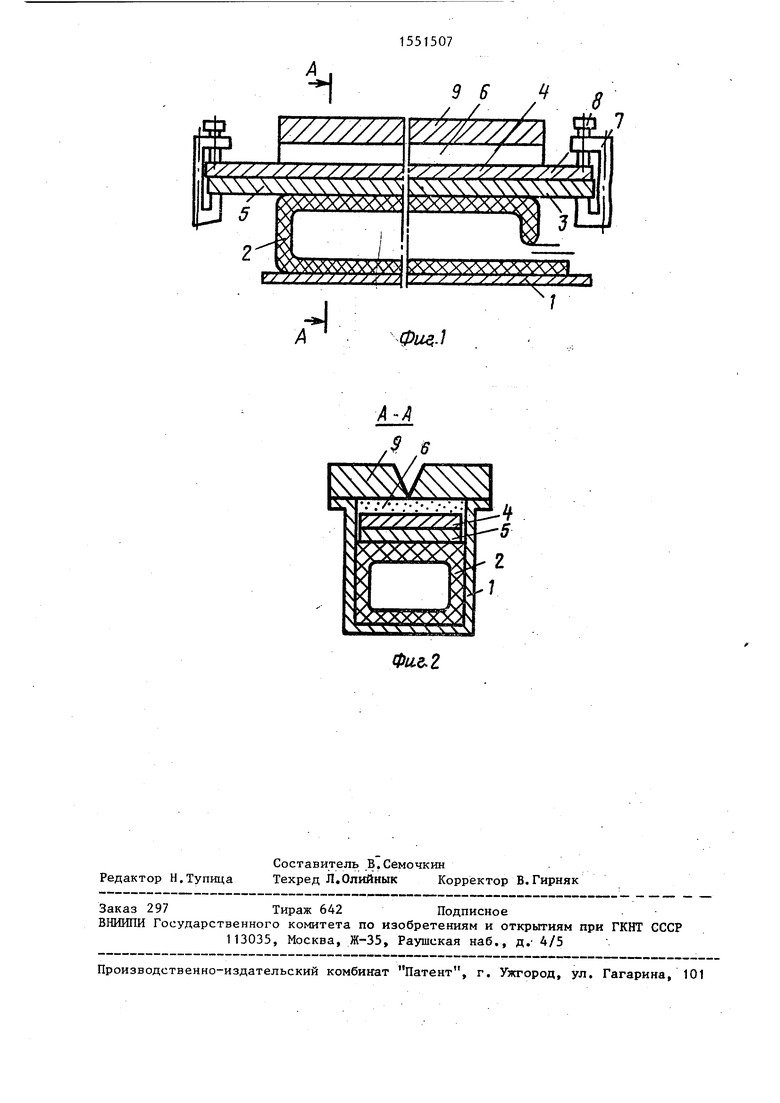
На фиг. 1 изображено устройство для формирования обратной стороны шва; на фиг. 2 - сечение А-А на фиг.1.
Устройство содержит короб-центратор 1, на дно которого укладывается пневмошланг 2, на который кладется подкладка 3, включающая две разнородные металлические пластины 4 и 5, уложенные одна на другую, причем верхняя пластина 4 имеет меньшую жесткость и больший коэффициент линейного расширения, чем нижняя пластина 5, флюс 6, нанесенный на верхнюю пластину 4, и механизмы, скрепляющие концы пластин 4 и 5, например струбцина 7 и болт 8,
Устройство работает следующим образом.
Под действием сжатого воздуха, поступающего в пневмошланг 2, подкладка 3 поджимается к сварным листам 9 и затем концы пластин скрепляются механизмом, например струбциной 7 и болтом 8.
После .этого начинается сварка листов. В процессе сварки нагреваемые пластины расширяются. При нагреве за счет увеличения температуры жесткость
СП
U1 У1 1
верхней пластины 4 еще более уменьшается и в большей степени там, где температура ее выше, т.е. под зоной сварки и в местах, примыкающих к ней. Неодинаковость линейного расширения пластин и их жесткости вызывает местный изгиб верхней пластины 4 в направлении свариваемых листов 9 под зоной сварки и в местах, примыкающих к ней. Это выгибание верхней пластины допол- |нительно поджимает флюс к свариваемым листам с учетом их неровностей в процессе сварки под зоной сварки и в мес- тах, примыкающих к ней.
Таким образом, выгибание верхней пластины подкладки в процессе сварки осуществляет местное дополнительное уплотнение флюса и более плотное его прилегание к свариваемым листам под зоной сварки и в местах, примыкающих к ней, по всей длине сварного шва по мере перемещения зоны сварки вдоль кромок свариваемых листов, что исключает появление наплывов металла и по- вышает качество поверхности с обратной стороны шва.
Сравнительные испытания известного и предлагаемого устройств проводятся при односторонней автоматической сварке листов из стали 45 длиной 4 м, имеющих неплоскостность у кромок до 1 мм. Сварка осуществляется при одних и тех же режимах. В качестве второй пластины подкладки используется полоса меди толщиной 3 мм, а в качестве первой - полоса стали толщиной 2 мм. Испытания показывают, что на длине сварочного шва с использованием известного устройства образовалось 4- 5 наплывов, в то время как при применении предлагаемого устройства наплывы исключены. За счет сокращения количества наплывов сокращается трудоемкость зачистки шва. Время зачистки одного наплыва в среднем составляет 4 мин.
Сварка листов металла из низкоуг- леродистой стали БСТ317С осуществляется при толщине свариваемого металла 15 мм. Применяется проволока диаметром 5 мм при сварочном токе 150 А, при переменном напряжении 36,6 В и скорости сварки 21 м/ч.
Преимущество использования двух разнородных пластин, скрепленных по краям по сравнению с обычной б иметал- лической пластиной, заключается в том
0
5
0
5
0
что верхняя, более тонкая пластина и имеющая больший коэффициент линейно- го расширения, в процессе сварки испытывает локальный изгиб в зоне сварки, что обеспечивает поджим листов в рабочей зоне. При использовании биметаллической пластины также осуществляется ее изгиб и поджим листов, однако в силу большей ее толщины и упругости не удается обеспечить локального изгиба ее в зоне сварки-, так как две сваренные между собой пластины всегда имеют более высокую жесткость, чем одна, толщина которой может быть любой в зависимости от требуемого усилия поджима. Кроме того, при перемещении горелки вдоль шва и использовании биметаллической пластины для поджима волна деформации пластины не успевает за движением горелки. В этом случае поджим листов осуществляется сзади зоны сварки, что не обеспечивает поджима свариваемых лист тов в зоне сварки.
Применение двух раздельных пластин, из которых верхняя, поджимная, тонкая и, следовательно, более чувствительная к тепловому воздействию, чем биметаллическая пластина, обеспечивает новый эффект локального поджима именно в зоне сварки, причем тонкая верхняя пластина, ввиду ее гибкости, и малой массы, нагревается и изгибается непосредственно под горелкой и успевает за движущейся горелкой.
Формула изобретения
Устройство для формирования обратной устороны шва, содержащее короб- центратор, поджимное устройство- в виде пневмоптанта, металлическую подкладку с нанесенным на нее флюсом, отличающееся тем, что, с целью повышения качества односторонних сварных швов за счет выравнивания свариваемых кромок по высоте и устранения дефектов от коробления свариваемых изделий, подкладка выполнена в виде двух металлических пластин, имеющих различный коэффициент линейного расширения и установленных в жестких опорах, причем пластина, находящаяся ближе к свариваемому изделию, имеет меньшую жесткость и больший коэффициент линейного расширения.
Физ-1

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
| Устройство для формирования обратной стороны продольных швов | 1990 |
|
SU1802776A3 |
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |
Изобретение относится к сварке и может быть использовано при односторонней сварке изделий на подкладке. Цель изобретения - повышение качества односторонних швов за счет выравнивания свариваемых кромок по высоте и устранения дефектов от коробления свариваемых изделий. Устройство содержит короб-центратор, на дно которого укладывается пневмошланг, на котором располагается подкладка, состоящая из двух разнородных металлических пластин, уложенных одна на другую и скрепленных между собой на концах за пределами свариваемого изделия. Верхняя пластина, обращенная к свариваемому шву, имеет меньшую жесткость и больший коэффициент линейного расширения. 2 ил.
Фиг. 2
| Теран К., Арикова М | |||
| Современное состояние автоматической односторонней сварки | |||
| - Л.: Судостроение, 1974, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
