Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении.
Цель изобретения - расширение тех- нологических возможностей за счет саморегулируемого ритма сборки деталей с криволинейными сопрягаемыми поверхностями, а также упрощение конструкции в части выполнения сборочного ус- тройства.
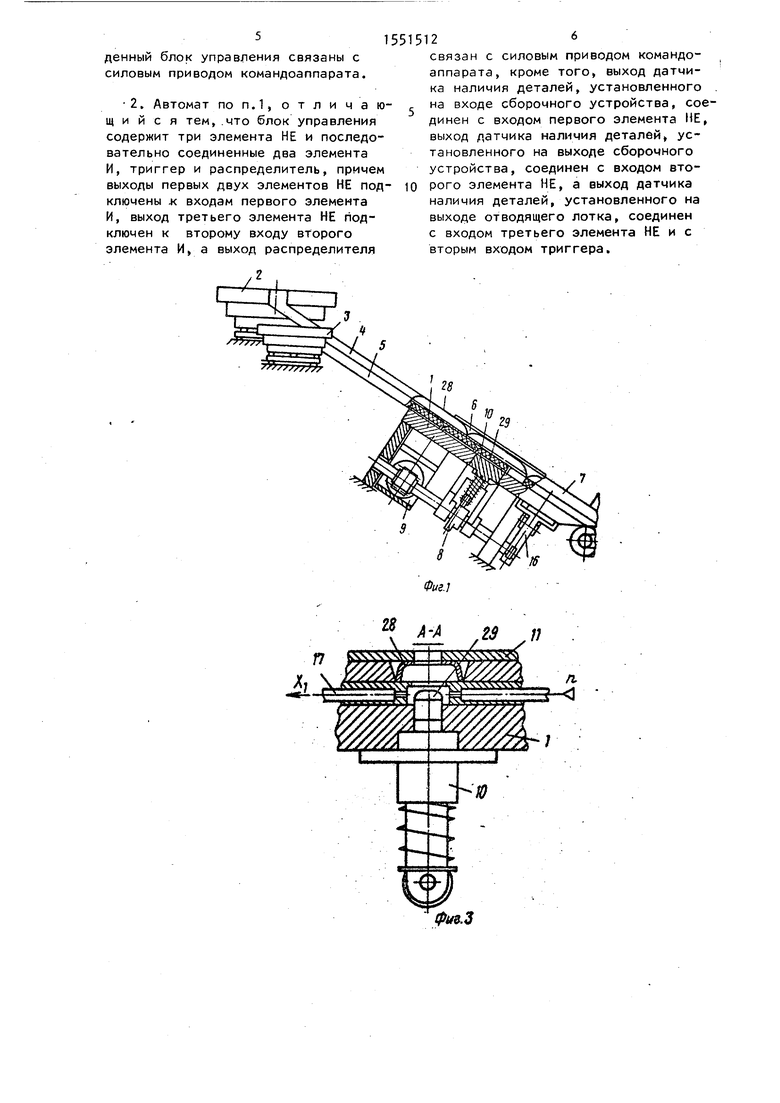
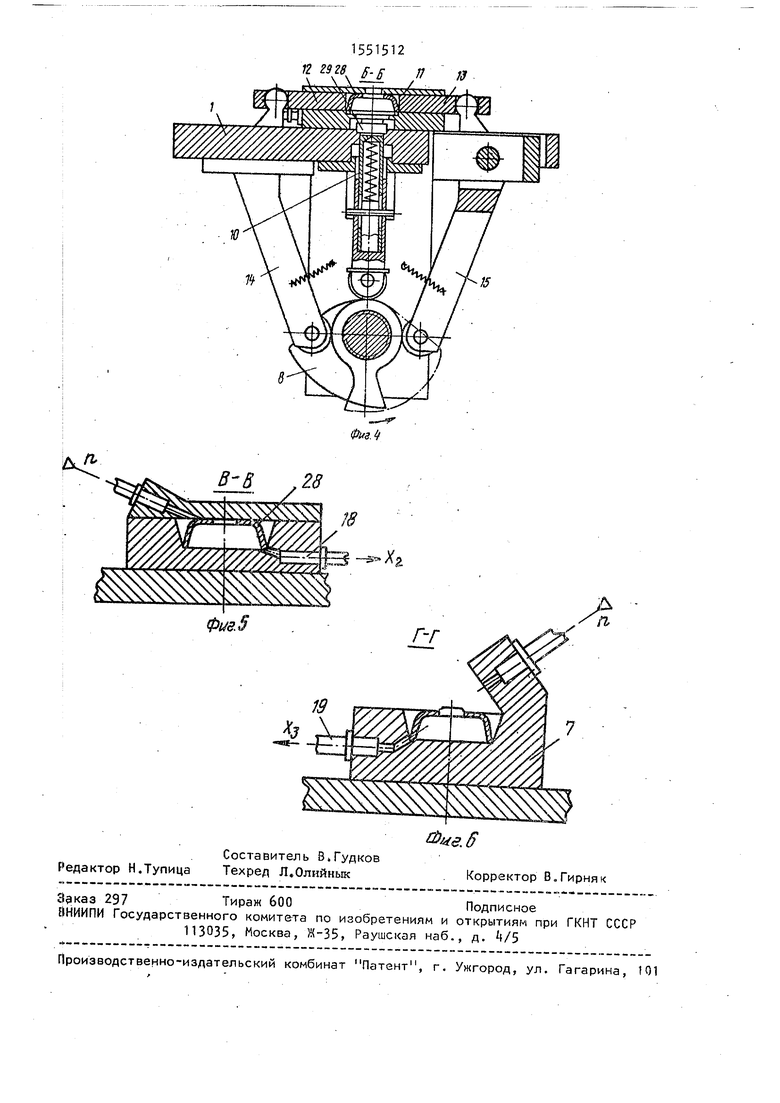
На фиг.1 изображен автомат, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Бнефиг.2; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на ,2.
Автомат для сборки деталей содержит основание 1, бункерные загрузочные механизмы 2 и 3 с наклонными под- водящими лотками Ц и 5, размещенными друг под другом, сборочное устройство 6, отводящий лоток 7 и кулачковый командоаппарат 8 с приводом 9. Сборочное устройство 6 выполнено в виде толкателя 10, упора 11 и обжимных кулачков 12 и 13, связанных через рычаги 1k и 15 с командоаппара- том 8. Отводящий лоток 7 через рычаг 16 связан также с командоаппаратом 8 и имеет возможность перемещения в направлении, перпендикулярном его продольной оси. На входе и выходе сборочного устройства 6 и выходе лотка 7 размещены соответственно пнематические датчики наличия деталей, пневматически связанные с блоком 20 управления. Последний включает в себя три элемента НЕ 21-23, с входами которых соединены соответ- ственно датчики 17-19, два последовательно соединенных элемента И 2k и 25, триггер 26 и распределитель 27, выход которого соединен с приводом 9.
Автомат работает следующим образом.
По лоткам 4 и 5 собираемые детали 28 и 29 поступают в сборочное устройство 6, при этом кулачки 12 и 13 разведены, толкатель 10 находится в нижнем положении, а продольная ось лотка 7 совпадает с осью лотка k, причем деталь 28 упирается в ранее собранное изделие, размещенное в лотке 7. при наличии деталей в сборочном устройстве 6 и собранного изделия в лотке 7 на входе элементов 21-23 устанавливаются нулевые
5
5
5
сигналы, а на выходе - единичные сигналы. Благодаря этому эпемейты 24 и 25 подают на триггер 26 единичный сигнал, ведущий к его переключению и включению привода Я. Командоаппарат 8 совершает неполный оборот, в течение которого толкатель 10 устанавливает деталь 29 в деталь 28, после чего кулачки 12 и 13 обжимают края детали 28, а лоток 7 смещается на величину не менее половины ширины собранного изделия. Затем привод 9 останавливается. После схода ранее собранного изделия с лотка 7 на вход элемента 23 от датчика 19 поступает единичный сигнал. Благодаря этому ча входе триггера 26 от элемента 25 подается нулевой сигнал, так как на другой вход триггера 26 от датчика 19 подается единичный сигнал, триггер 26 переключается, давая команду на обратный ход привода 9 и командоаппарата 8, По его завершении собранное изделие перемещается в лоток 7, освобождая сборочное устройство 6 для следующе-
го цикла сборки, t
Формула изобретения
1. Автомат для сборки деталей, содержащий бункерные загрузочные механизмы с подводящими лотками, сборочное устройство с механизмом обжига, толкателем и упором, а также наклонный отводящий лоток, кулачковый командоаппарат с силовым приводом, причем механизм обжима и толкатель кинематически связаны с командоаппаратом, отличающий- с я тем, что, с целью расширения технологических зозможностей и упрощения конструкции, автомат дополнительно снабжен датчиками наличия деталей, размещенными на входе и выходе сборочного устройства и на выходе отводящего лотка, кроме того, подводящие лотки выполнены наклонными и размещены друг под другом, а механизм обжима выполнен в виде кулачков, размещенных перпендикулярно продольной оси отводного лотка, при этом отводящий лоток, в свою очередь имеет возможность перемещения в направлении, перпендикулярном его продольной оси, и кинематически связан с командоаппаратом, а выходы датчиков напи- чия деталей через дополнительно ввеЮ
29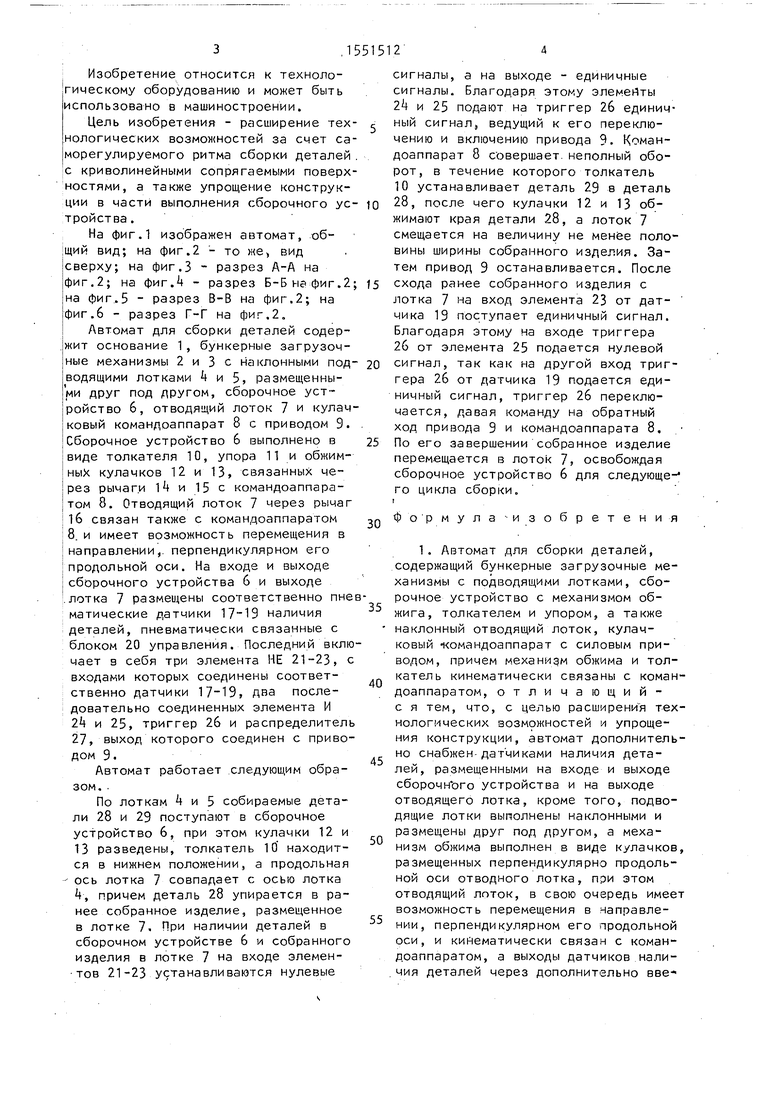
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Сборочный автомат | 1987 |
|
SU1555104A1 |
| Автомат для сборки ушка наручных часов | 1973 |
|
SU517876A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ БЕЛЬЕВЫХ ЗАЖИМОВ И УСТАНОВКИ ИХ НА КАРТОННЫЙ НОСИТЕЛЬ | 1991 |
|
RU2030271C1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
Изобретение относится к машиностроению и позволяет расширить технологические возможности за счет саморегулируемого ритма сборки деталей с криволинейными сопрягаемыми поверхностями, а также упростить конструкцию в части выполнения сборочного устройства. Вначале собираемые детали по лоткам 4,5 подаются в сборочное устройство 6 до упора в ранее собранное изделие, находящееся в лотке 7. При наличии собираемых деталей в устройстве 6 и изделия в лотке 7 датчики 17, 18, 19 подают нулевой сигнал в блок управления 20. Благодаря этому срабатывает привод 9, и через кулачковый командоаппарат перемещаются механизмы сборочного устройства 6, а также лоток 7 в поперечном направлении. Затем привод 9 останавливается, а ранее собранное изделие сходит с лотка 7. Далее по сигналу датчика 19 блок 20 дает команду на обратный ход привода 9 и командоаппарата. При этом все механизмы сборочного устройства 6 и лоток 7 возвращаются в исходное положение и собранное изделие устройства 6 перемещается в лоток 7, а в устройство 6 поступают очередные собираемые детали. 1 з.п. ф-лы, 6 ил.
1551512 12 ff ff
111 /28
W3 Хэ гту j -afr
0Va5
19
Л
Г-Г
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
