19
С71
сл
со ю
Јь
Изобретение относится к литейному производству, в частности к литью под регулируемым газовым давлением в формы, изготовленные вакуумно-пленочной формовкой.
Целью изобретения является снижение брака и повышение производительности.
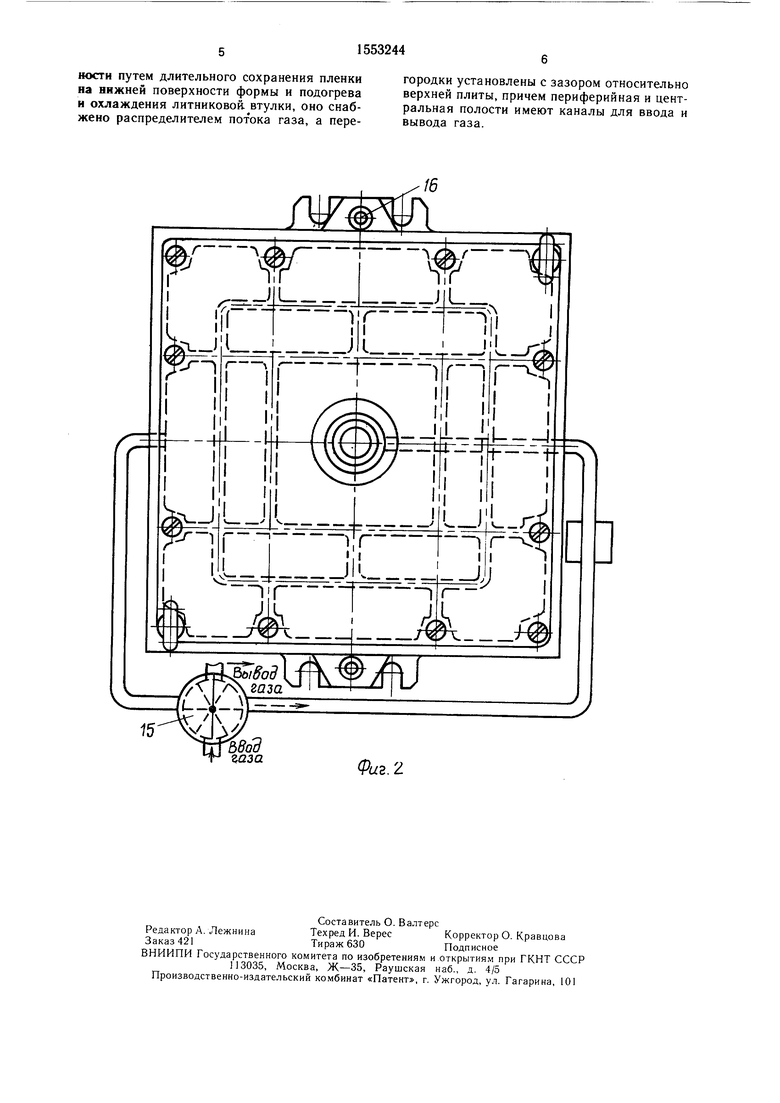
На фиг. 1 изображено предлагаемое устройство, продольный разраз; на фиг. 2 - то же, вид сверху.
Устройство содержит верхнюю 1 и нижнюю 2 плиты с перегородками 3-5, имеющими зазор 6 относительно верхней плиты, литниковую втулку 7, канал 8 ввода и вывода газа для центральной полости 9, образуемой литниковой втулкой 7 и перегородкой 3, имеющей отверстия 10, канал 11 ввода и вывода газа для периферийной полости 12, промежуточные полости 13 и 14, образуемые перегородками, распределитель 15 потока газа, центрирующие штыри 16 для установки литейной формы и теплоизолирую- щие прокладки 17 и 18. Канал 8 сообщается каналом 19 с емкостью 20, содержащей охлаждающую жидкость.
Устройство монтируется на машину литья под регулируемым газовым давлением.
Устройство работает следующим обра- зом.
Форма, изготовленная вакуумно-пленочной формовкой, устанавливается на устройство по штырям 16, распределитель 15 потока газа находится в первом положении. Холодный газ, например сжатый воздух, поступает из сети через канал 11 в периферийную полость 12 и через зазоры 6 в промежуточные полости 13 и 14, охлаждая верхнюю плиту 1. У дна нижней плиты 2 образуются «застойные зоны с незначительной циркуляцией воздуха, нагреваемые от плиты 2 и затрудняющие передачу тепла к плите 1. На плите 1 размещена теплоизолирующая прокладка 17, которая снижает передачу тепла через плиту 1 к форме.
Охлаждая верхнюю плиту 1, поток газа нагревается за счет тепла плиты и тепла газа в «застойных зонах и поступает в центральную полость 9 через отверстие 10 в перегородке 3. Нагретый газ исключает возможность охлаждения литниковой втулки 7 и преждевременного перемерзания в ней расплава при заливке формы и кристаллизации отливки.
Через отверстие 10 в перегородке 3 газ поладает в канал 8 и через распределитель 15 выводится в атмосферу.
После кристаллизации отливки распределитель 15 переключают во второе положение. Поток холодного газа через канал 8 попадает в центральную полость 9 и, охлаждая литниковую втулку 7, ускоряет кристаллизацию расплава в ней и литниковом ходе формы. Это снижает длительность литейного цикла и повышает производительность. Через отверстие 10 в перегородке 3 и зазоры 6 газ попадает в полости 14, 13 и 12,
5 л
5
0
0
5
5
5
охлаждает плиту 1 и через канал 11 и распределитель 15 выводится в атмосферу.
За счет отвода тепла от кристаллизующейся отливки температура формы значительно выше температуры потока газа. Происходит интенсивное охлаждение формы, что сокращает в последующем время охлаждения сыпучего наполнителя.
Для повышения интенсивности охлаждения литниковой втулки и верхней плиты 1 используется охлаждающая жидкость, находящаяся в емкости 20. При этом поток газа инжектирует в канал 8 жидкость. Смесь газа и жидкости по каналу 8 попадает в центральную полость 9 и литниковую втулку 7. Жидкость испаряется, что способствует более интенсивному охлаждению -втулки. Парогазовая смесь, имея более низкую температуру, чем газовая, увеличивает также скорость охлаждения верхней плиты 1. После охлаждения отливки до технологически необходимой температуры форма удаляется из машины и на устройство устанавливается вновь изготовленная форма.
Для исключения переохлаждения литниковой втулки распределитель устанавливают в третье положение, при котором подача газа в каналы 8 и 11 прекращается. Если температура верхней и нижней плит устройства достигла 80-90°С, то регулятор 15 необходимо установить в первое положение для нагрева литниковой втулки 7 и охлаждения плит 1 и 2.
Расположение зазоров 6 у верхней плиты 1 позволяет создать поток газа, омывающего эту плиту и «застойные зоны газа, препятствующие передаче тепла от нижней плиты к форме. При этом величина зазора должна составлять 0,01-0,1 от расстояния между плитами.
Большая температура нагрева полостей, расположенных ближе к центральной зоне, обусловлена постепенным повышением температуры газа при движении от периферийной к центральной полости. Это способствует более высокой температуре формы в местах, приближенных к литнику, что соответствует условию направленного затвер- де вания отливки от периферийных зон отливки к литнику, характерному для способов литья под регулируемым газовым давлением и обеспечивающему получение отливок повышенного качества.
Формула изобретения
Устройство для монтажа форм, изготовленных вакуумно-пленочной формовкой, на машины литья под регулируемым газовым давлением, содержащее верхнюю и нижнюю плиты с расположенными между ними перегородками, образующими периферийную и центральную полости, и литниковую втулку, отличающееся тем, что, с целью снижения брака и повышения производительности путем длительного сохранения пленки на нижней поверхности формы и подогрева и охлаждения литниковой, втулки, оно снабжено распределителем потока газа, а перегородки установлены с зазором относительно верхней плиты, причем периферийная и центральная полости имеют каналы для ввода и вывода газа.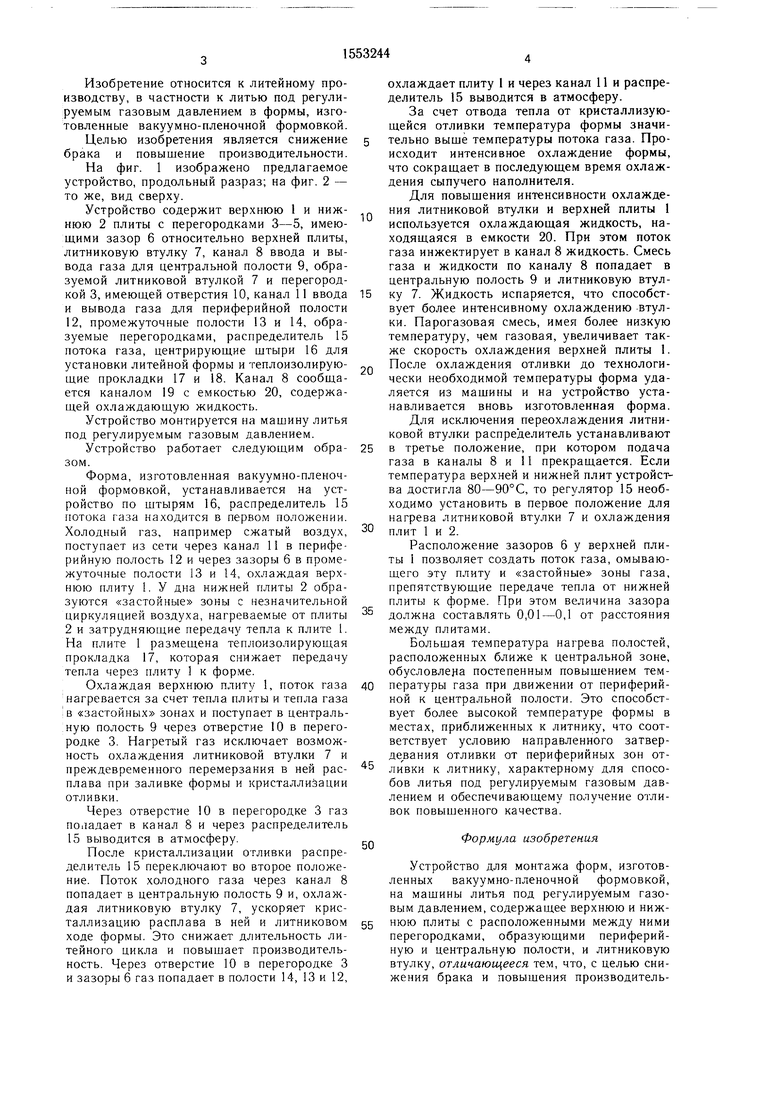
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая форма для литья под газовым давлением | 1982 |
|
SU1090494A1 |
| Металлическая форма для литья под регулируемым газовым давлением | 1983 |
|
SU1156840A1 |
| Металлическая литейная форма для технологических проб | 1984 |
|
SU1207625A2 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИТОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИТОГО ИЗДЕЛИЯ | 1998 |
|
RU2189313C2 |
| Форма для отливки изложниц | 1989 |
|
SU1678515A1 |
| ЦЕНТРОБЕЖНОЕ ЛИТЬЕ МЕТОДОМ ПРОТИВОДАВЛЕНИЯ | 2002 |
|
RU2278765C2 |
Устройство относится к области литейного производства, в частности к литью под регулируемым газовым давлением в форме, изготовленной вакуумно-пленочной формовкой. Целью изобретения является снижение брака и повышение производительности. Устройство содержит плиты 1,2 с перегородками 3,4,5, литниковую втулку 7, канал 8 ввода - вывода газа из центральной полости 9, канал 11 ввода - вывода газа для периферийной полости 12, центрирующие штыри. Устройство монтируется на машину литья под регулируемым газовым давлением. Использование изобретения обеспечивает возможность длительного сохранения пленки на нижней поверхности формы и подогрева и охлаждения литниковой втулки. 2 ил.
L.J
II I
Ij l
J | ч.L - -.,
.-ГГ/- -ч I г- -
I
Лг i
-IP
II
У
л
г Ь
X amn J -
газа
15
ъаза
гп
S
tr33
. -L-T- ,|
I1
j l
-.,
- -ч I г- -
-IP
1
А
II
У
I
J
Фиг. 2
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Заявка ФРГ № 3420845, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
