-
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Устройство к сверлильному станку | 1979 |
|
SU814590A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1988 |
|
SU1516244A2 |
| УСТРОЙСТВО ДЛЯ ОТВОДА СВЕРЛА | 2007 |
|
RU2354506C1 |
| Кондуктор для сверления отверстий | 1982 |
|
SU1076208A2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Инструментальная головка | 1982 |
|
SU1117142A1 |
| Устройство для управления процессом глубокого сверления | 1982 |
|
SU1060339A1 |
| Сверлильный станок | 1987 |
|
SU1429452A1 |
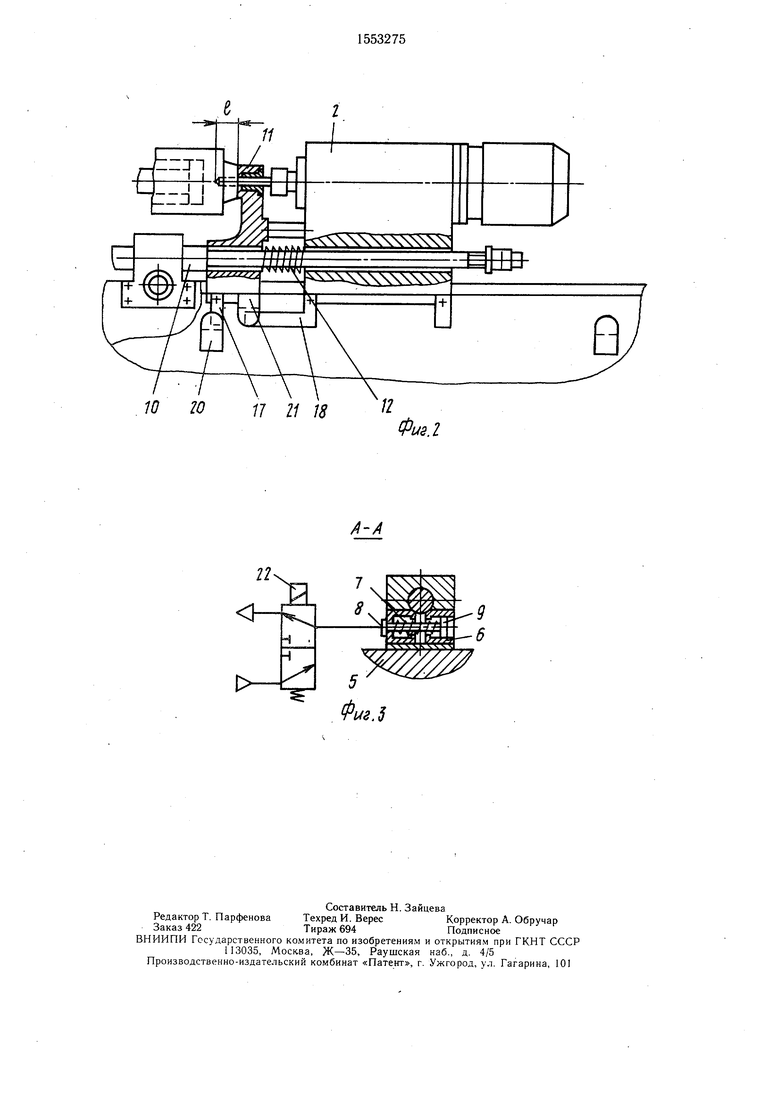
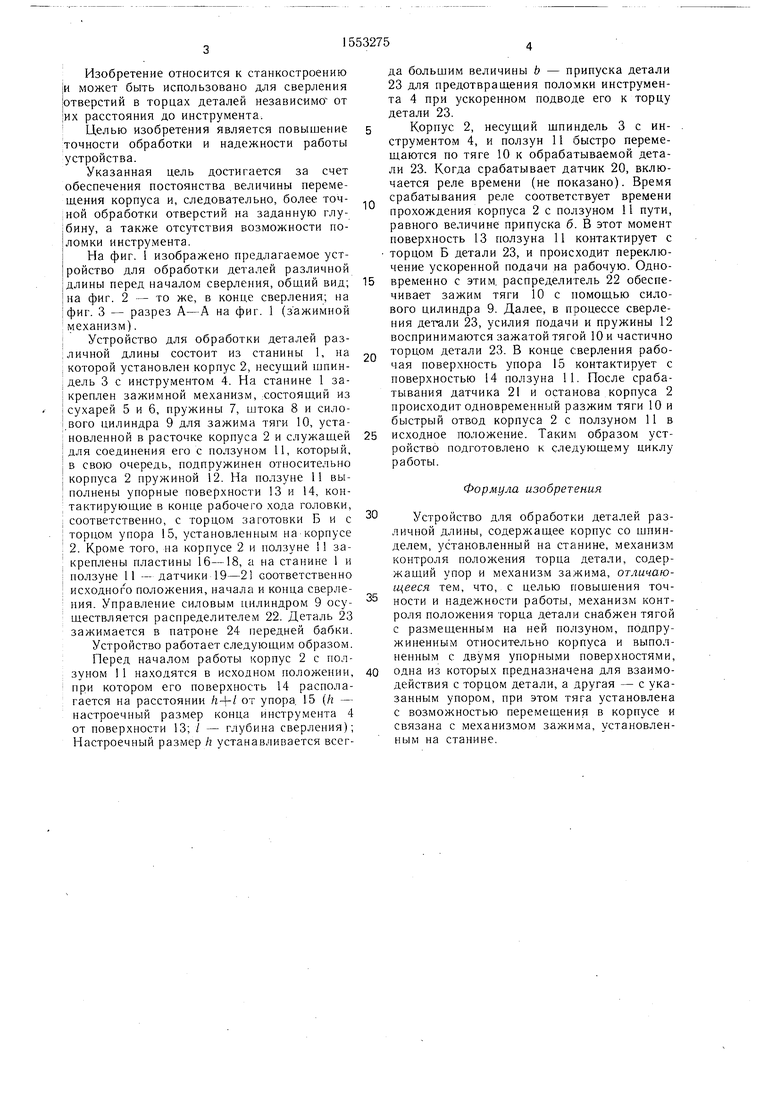
Изобретение относится к станкостроению и может быть использовано при сверлении отверстий в торцах деталей, независимо от их расстояния до инструмента. Целью изобретения является повышение точности обработки и надежности работы за счет обеспечения постоянства величины перемещения корпуса и, следовательно, более точной обработки отверстий на заданную глубину, а также отсутствия возможности поломки инструмента. Перед началом работы устройства производится выставление инструмента на размер, необходимый для обработки отверстия на нужную глубину. После включения подачи происходит быстрое перемещение по тяге 10 ползуна 11 и корпуса 2, несущего шпиндель 3 с инструментом 4 по направлению к обрабатываемой детали 23. После соприкосновения торца 13 ползуна 11 с торцом Б детали 23 происходит переключение ускоренной подачи на рабочую. Одновременно с этим зажимается тяга 10. В конце процесса сверления рабочая поверхность упора 15, находящегося на корпусе 2, контактирует с упорной поверхностью 14 ползуна 11, срабатывает датчик 21 останова корпуса 2, происходит разжим тяги 10 и быстрый отвод корпуса 2 с ползуном 11 в исходное положение. 3 ил.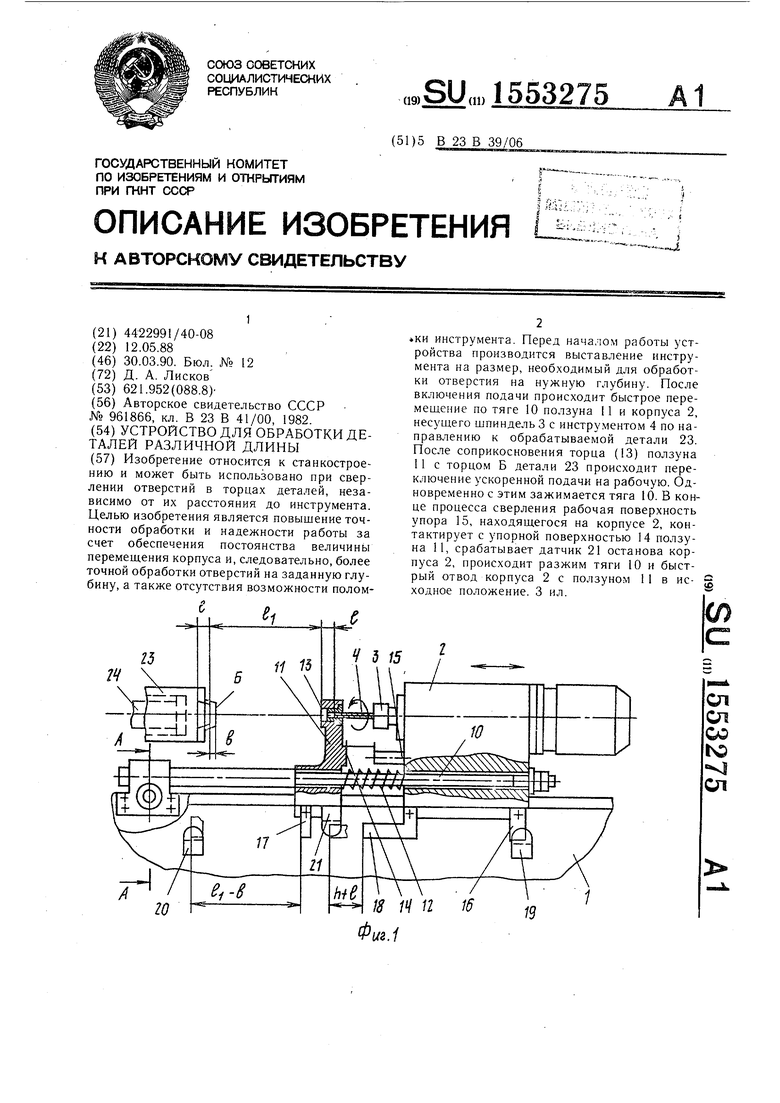
| Устройство для обработки деталей различной длины | 1980 |
|
SU961866A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
